这周是本月最后一周,真得快过年了。
这周仍是忙碌的,尤其是浮动瓦的加工,耽误了不少时间。
其他工作比较顺利,只是需要时间。
本周一开始,气温大降,这次降温时间相对较长,但是无论天气如何,活还是得继续干的。
本周完成了两台端盖的出货,两个过滤器的出货。
01
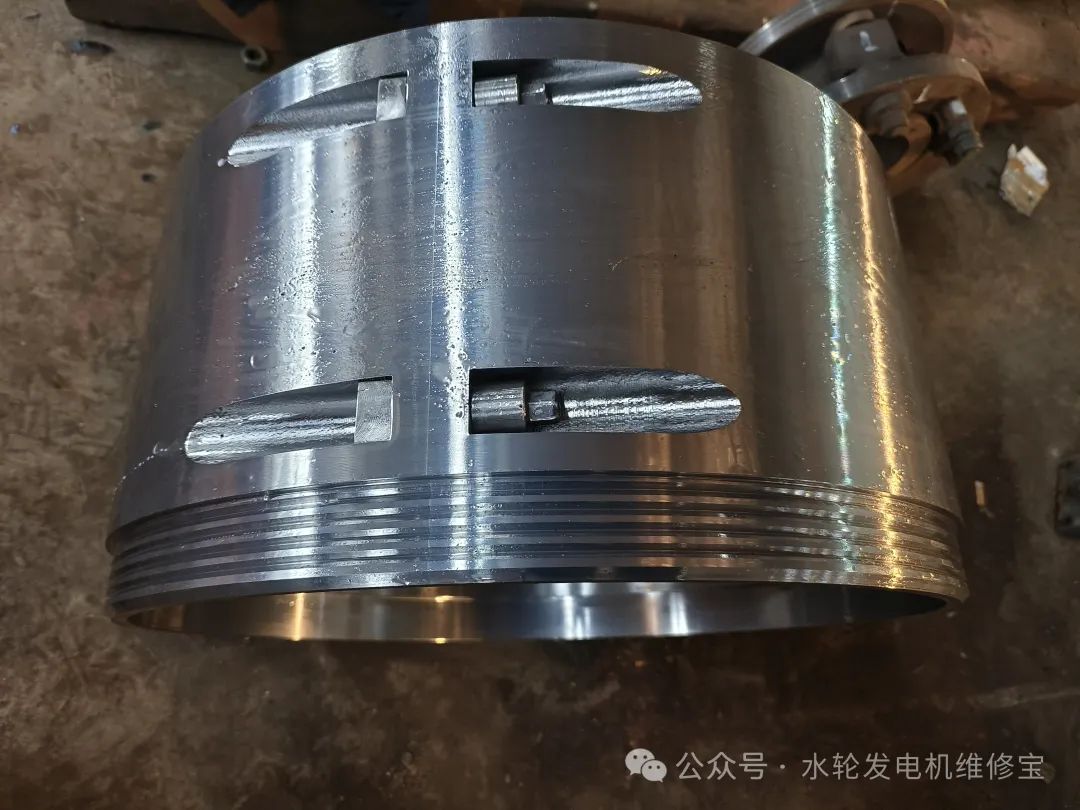
浮动瓦的返倒锡
本周某客户的一条主轴和浮动瓦需要修复。
主轴磨损进行精车抛光,然后根据主轴修复后的尺寸,确定浮动瓦内径的加工尺寸。
主轴和浮动瓦的间隙要求5-7丝。
主轴修复比较顺利。
浮动瓦返倒锡遇到了不少问题,第一次返倒锡后,对其进行码合精车,车完后发现浮动瓦4个点的尺寸不一致,说明浮动瓦已经“变形”了。

这会导致浮动瓦的内径不圆,不符合要求,只能对其重新返倒锡。
由于浮动瓦比较薄,装夹后会容易导致变形,这是需要注意的问题。
第二次返倒后,原以为对其进行退火,可以消除应力,不容易造成变形,结果退火温度达到190度后,锡都全部熔掉了,只能再次进行返倒锡。
返倒锡可以做个简易的外环,提高返倒的效率。
第三次返倒锡,吸取了前两次的教训,先对浮动瓦进行粗车,然后再码合,最后再对其精车,保证尺寸的要求。
不料这次返倒锡,由于熔点不够,导致锡有脱落的现象,又一次需要返倒。
不过这次返倒前,验证了可以用车床进行加工,保证不会变形。
再次对其返倒锡后,然后对其进行码合,码合也要用红丹粉,不断磨其合缝面,尽量其两个面的绝大多数都到位。

码合完成后,先进行半精车,留有2mm左右的余量,然后再打开浮动瓦,再对其进行研磨码合,这样才最后按照尺寸要求精车。
这工件又出现了问题,精车槽的时候,槽的尺寸没有车对尺寸,原本槽是中间的,车偏了。结果又只能重新返倒锡。
工序比较复杂,只有这样,才能达到要求,也只能花费足够的时间进行加工。
02
密封衬套加工
按照图纸尺寸进行密封衬套的加工,要求是1cr13的材料,这种材料比较硬,因此需要进行退火处理,当然图纸要求是先进行粗车,然后再进行退火。
对密封衬套加工的过程中,需要做配套的精配螺栓,这款螺栓比较特殊,一边半圆弧一边方形,是为了贴合密封衬套的孔位。
这种螺栓的半圆弧只能对其线切割才能完成。
留余量车好后,对其进行对半开,然后再按照要求进行码合孔位。
由于材料比较硬,因此钻的时候比较费合金。
钻孔完成后,用车好的螺栓进行码合,最后进行精车。
需要注意的是,这个密封衬套还要准备好4个紧钉螺栓,这款螺栓也需要进行定制加工。
全部完成后,装箱出货即可,物流明天就要停运了,赶在今天出货完成。

03
完成转轮新做
本周转轮退火完成后,即可对转轮先进行打磨,主要是磨转轮的焊接位置,目的是为了不阻挡水流。
打磨完成后,对其进行精车,精车过程中需要注意转轮内孔的加工,这个锥度是比较关键的,宁可留点余量到最后安装的时候,进行研刮。
精车完成后,先对转轮进行平衡,平衡后根据配重的情况进行钻孔处理,注意在重的那端进行钻孔。
尽量保证整个转轮的重量都是一致的,这样做是为了在运行过程中,转轮减少不必要的震动。
然后按照尺寸进行割键槽。
完成后,再对其进行油漆即可。

由于和转轮配合的主轴在我司,可以对其进行试装完成。

点击蓝字 关注我们
本公众号分享水轮发电机相关知识、实例。构建水电行业交流平台,服务于中小型水电站。
如果有兴趣,可添加微信号,让你进入翔哥水轮机的铁粉群,欢迎交流与合作。
