市场分析
一、延伸率与织造工艺的关系
延伸率,即定力伸长率,是指织物受规定拉伸力作用时产生的伸长率,纬平针织物横向延伸率大于纵向延伸率,横、纵向延伸率最大限度在于其线圈圈柱拉至最短或最长状态。
当添入氨纶丝后,变动的只是原始长度,其拉伸最终长度不变,原始长度大小取决于编织时喂入的氨纶丝长度,喂入氨纶丝越短,织物收缩越大,拉伸延伸率越大,氨纶丝本身的拉伸伸长率可达400%以上,大大超过纬平针织物本身的拉伸伸长率。
例如对氨纶单面织物横向进行拉伸,从20cm拉至55cm时(棉纱已无法再伸长),则其横向延伸率为175%,一般而言,氨纶单面织物纵向延伸率在100%左右,横向延伸率在150%左右,这对氨纶丝来说其拉伸程度较为适当,织物也较为稳定,且氨纶丝的弹性良好,强力不受损伤。
而如果需要特殊的延伸率时,织造时应相应调整线圈长度,当纵向延伸率要求为150%或者纵向延伸率不小于横向延伸率时,应缩短氨纶丝的喂入长度,使氨纶丝线圈长度与主料纱线线圈长度之比保持在1:2.7-1:2.9,同时又要通过拉幅热定型增加超喂量,拉大织物的幅宽,织造工艺参考下表:
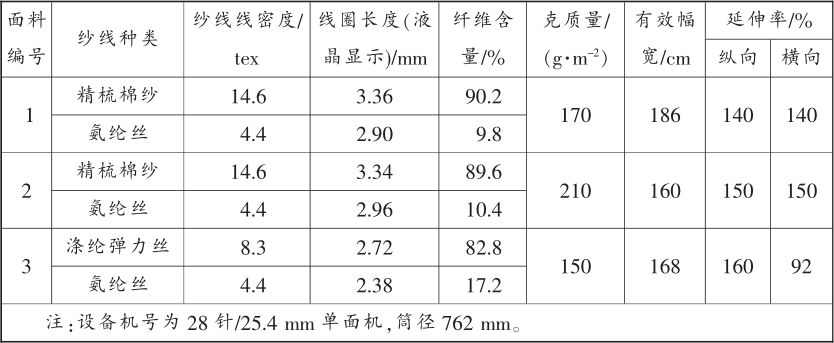
棉氨织物表面毛羽增多,可通过生物酶处理,以改善织物光洁度,表中2、3号面料这类纵向延伸率不小于横向延伸率的氨纶织物,均用于文胸,经高温模压,保持半球形的外形不变。
二、扭曲率与编织工艺参数的关系
织物水洗后,纵向出现扭歪,扭歪程度用扭曲率大小来表示,纬平针织物均存在纵向扭歪的现象,扭歪主要来源于纱线的捻度。
目前,一般企业所用纱线大部分为Z捻纱,向左扭歪,纵行与横列夹角大于90°,呈右斜向的钝角状,纯棉纱线编织的单面织物,其扭曲率最大高达20%,添入氨纶丝后,其扭歪现象得到改善,一般棉氨添纱单面织物扭曲率要求不超过6%,出口产品有的要求不超过4%。
通常织造的时候,是在织机上抽针,染整前沿抽针线剖幅定型,这样做会使成品布扭曲率在6%-10%,织物扭歪是纱线捻度带来的,减弱纱线捻度的活性,可改善扭歪程度,经对比试验,棉纱经汽蒸后编织,可降低其织物扭曲率1.5%-2.0%,采用两个捻向的纱线间隔排列上机编织,可彻底解决扭歪的问题,但由于捻向不同引起线圈圈柱曲折,受光线影响,使织物布面不够清晰,而半添纱织物因原布面外观是横楞状,所以使用两个捻向纱线对织物表面外观影响不大,但用这种方法织造时,纱线的使用要求严格,故此方法使用不多。
氨纶添纱织物扭曲率的大小不仅与氨纶丝的含量多少有关,还与主料纱线圈长度长短及线圈长度与纱线直径之比,即未充满系数大小有关,当氨纶丝含量不足6%,产品最终用途对水洗后扭曲率要求在5%以下时,则织造时织机上绝不能抽针,剖幅时采用专门的剖幅机进行斜剖,使织物线圈横列与布边保持大致垂直状态,与线圈纵行的夹角大于90°,这样能大大降低扭曲率,使其达到要求,且能保持横向丝缕的平直。
再啰嗦一遍哈:码字不易,查资料费神,各位如果觉得做的还行,请点赞、转发、在看来一波,转发不过万,公众号就地解散。
