1.1产品图→加工图→排样图→结构图→组立图→模具图纸
1.2 连续模具排样图及结构图须审核
1.3 单冲模具排样图及结构图须审核
1.3 模具图纸须审核签字生效,图纸规范清晰
现场提供样品→自检→品管部检测→检测报告→检测报告确认→工程部→客户
(1) 模具设计流程图
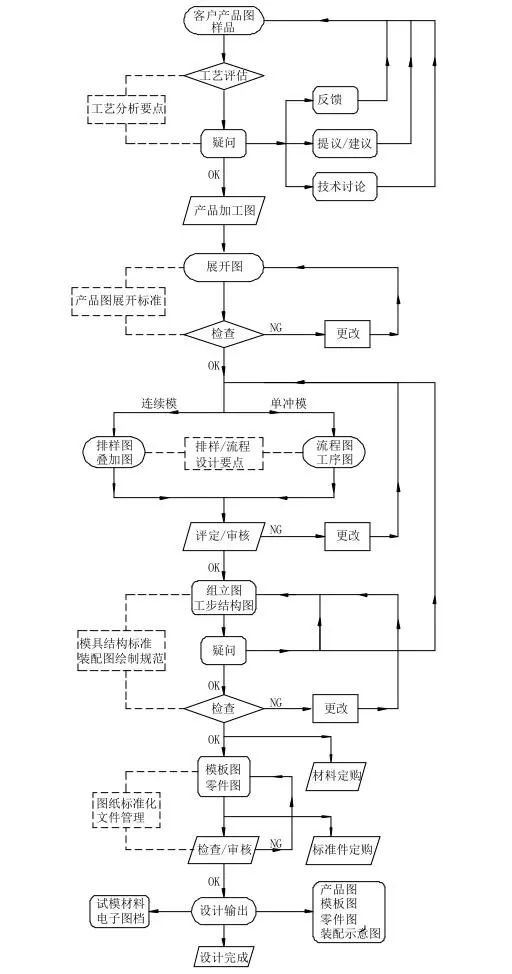
(2) 此为模具设计基本流程,一般情况下,都应遵循该流程的步骤来规划及实施设计工作。对于某些特殊产品的设计,在此流程基础上,可以依实际情况适当变更。
(1) 产品图开模用的产品图或产品(样品)由客户及文控中心提供。
因产品图均来自于各个客户,规范不一,且有图面不清晰,标注不完善,尺寸或检测基准混乱,或者人为疏忽造成的错误。故应以原图纸为基础,在忠于原设计的前提下,自行绘制本厂自用的产品图。对于客户图纸中的工艺问题,及时与客户的工程师沟通,难以达到的工艺或结构要求,可与对方工程师协商,通过降低工艺要求、更改产品结构或者增加工艺辅助手段的方法来解决。对客户原图纸不得更改,原样保存。客户提供的样品,用各种手段准确测绘出样品尺寸,作成产品图。客户样品要妥善保存。给制的产品图需数据准确,要求明了,尺寸标注完善,公差合理,便于检测。
(2) 加工图产品图确认后,开始制订加工图。加工图的制订要注意以下几个要点:
A: 产品尺寸的取值分冲孔与落料两种情况。冲孔尺寸是由冲头决定的,落料尺寸是由凹模决定的。
B: 产品公差的取值以产品图为主,产品图上标有公差的,按图纸执行,产品图上未注公差的,以客户惯用的公差为准。
公差取值方向参考图 1-1。对于冲裁后会变大的尺寸,加工图尺寸为其下偏差的 2/3,对于冲裁后会变小的尺寸,加工图尺寸为其上偏差的 2/3。对于孔心距和孔边距等冲裁后尺寸基本保持不变的,则按中间公差取值。
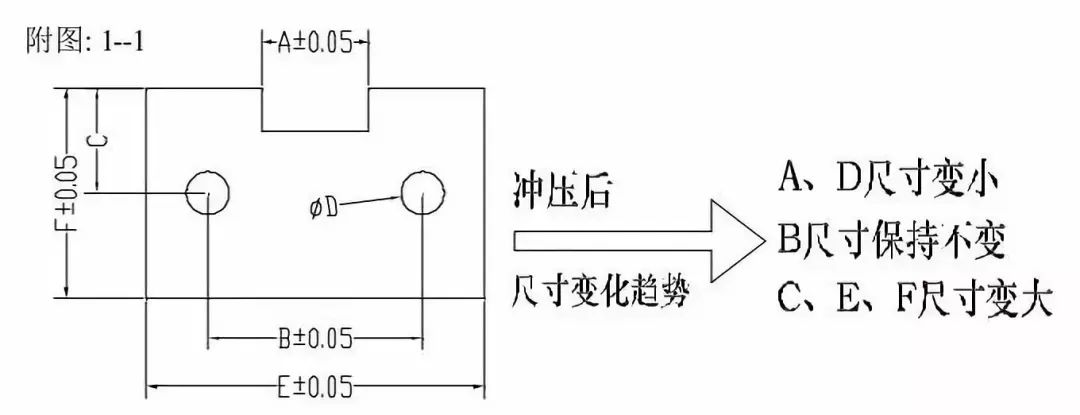
C: 考虑产品在成型过程中的变形趋势,针对这些变形情况采取一些预先补救的措施。
(3) 展开图 展开图依据加工图,对各段弯曲长度按顺序标明,以便于检查。
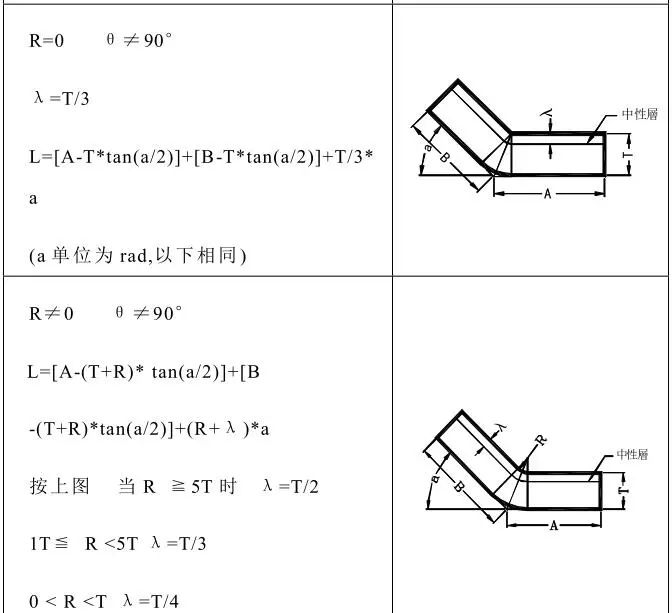
A: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准,中性层与板料厚度的中间层是不同的概念。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。中性层到板料内侧的距离用λ表示。
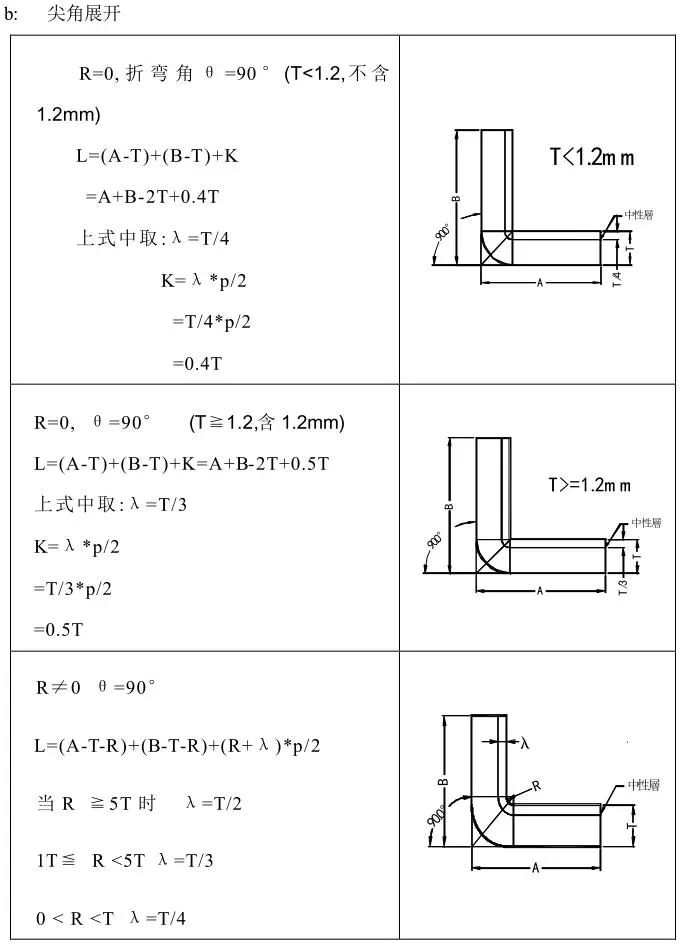
B: 展开计算方法 基本公式:产品展开长度=料内+料内+补偿量
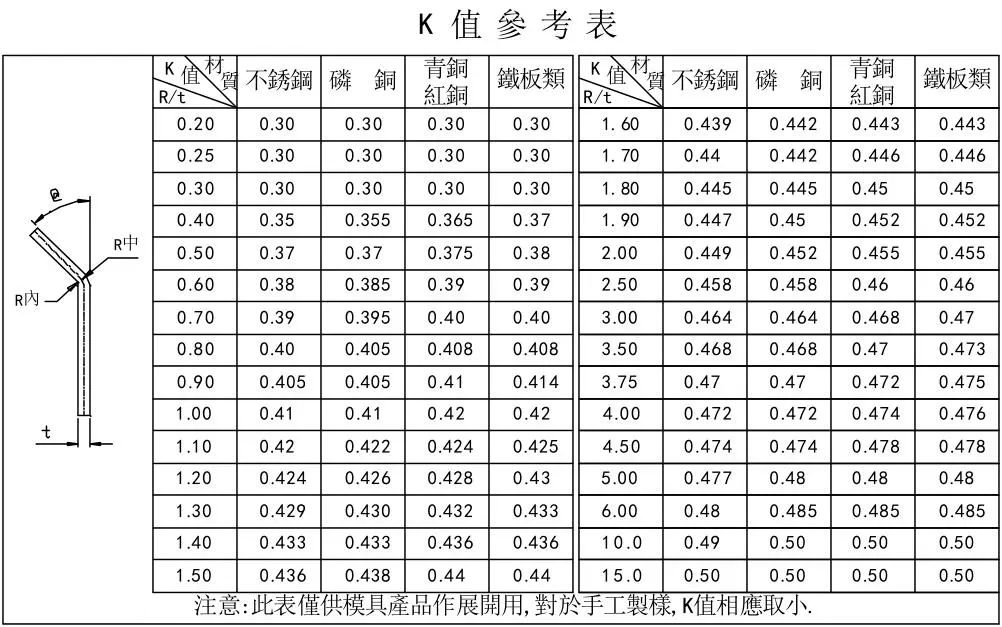
a: R 角展开 以中性层材料长度不变为展开原则。
R 中=R 内+Kt

(4) 料带图(工序图、排样图)
◆ 根据客户要求,产品精度,产品的产量,模具寿命,工艺特性等来决定采用连续模还是单工序模。
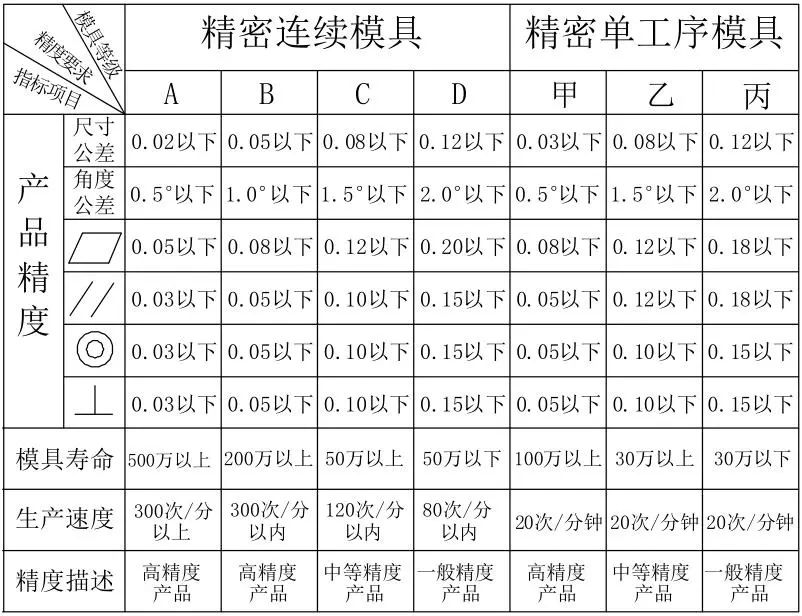
◆ 根据产品要求精度、模具生产总量、模具生产速度等决定模具精度等级的划分。精密连续模具分 A、B、C、D 四个等级,精密单工序模具分为甲、乙、丙三个等级。等级划分标准见下表:
◆. 冲裁件在条料上的布置方法称为排样。每一个工件都会有多种的排样方案。
排样方式有直排,单行排列,多行排列,斜排列,对头直排,对头斜排等。
排样工作虽然简单,但很重要。排样的原则有4点:
a: 提高材料利用率 材料利用率占到冲件总成本的 60%以上,是一项很重要的经济指标。冲裁过程中产生的废料分结构废料和工艺废料两种。排样时应尽量减少工艺废料,提高材料利用率。
b: 操作方便、安全,减轻工人劳动强度 对单工序模具而言,材料在冲裁过中翻动要少,在材料利用率相同或相近的情况下,应尽可能选条料宽、进距小的排样方案。
c: 使模具结构简单,模具寿命较高。
d: 排料应保证冲裁件的质量。这一点将在下一节详细说明。
◆ 精密连续模具在确定排样图之前,先做冲裁冲头迭加图。做此图的目的是保证将所有的废料都冲完,获得完整的产品。首先要确定制品的毛边面,制品料纹方向要求,步距,条料宽度,制品的基准面,合理的搭边及送料方向。要考虑到冲头的先后顺序,弯曲的先后顺序,定位孔及搭边位置等。
冲裁冲头的形状应尽量做到以下几点:
a: 尽量避免长方形冲头,因为长方形冲头易跳废料。
b: 冲头应避免过长的悬臂与狭槽。因为悬臂会影响冲头的强度。狭槽会影响到凹模的强度。冲头尽量避免尖角。
c; 冲头应做防脱料结构,并考虑到加工工艺,尽量利用磨床及线割加工,减少放电加工。
d: 两个冲头的连接处会有接口,在保证顺利冲裁的情况下,尽量减小产品上冲头接口位置的大小,对某些产品,接口的大小、位置及形状,要与客户商讨共同制订。
◆ 将冲头迭加图中的冲头及成形工序分布于模具中的适当位置,即为排样图。
根据图纸及工艺要求,综合考虑。排样图注意以下几点:
a: 相对位置公差要求高的孔或决定中心线位置的孔要在同一步冲出。
b: 若段曲上有冲孔或其它工序,并且这些工序的位置精度要求高,建议段曲后再冲孔或其它成形,这样可以避免由于段曲展开不准而影响尺寸。
c: 若制品中有对称弯曲,建议对称弯曲在同一步成形。可以使受力平衡,若若制品的弯曲边较长,为了使受力平衡,可以设计成工艺平衡弯曲,弯曲后将工艺弯曲冲掉。
d: 制品中的拉深或其它工序,在成形时可能对其附近的寸法有影响。可以将这些工序提前成形。
搭边是指相邻冲裁件间的余料,或冲裁件到条料边间的余料。搭边的大小与产品的大小及复杂程度有关系,产品大或弯曲边较长,搭边值应大些。
◆排样线型、颜色、图层设定:
料带层 MATER 层 颜色 8 号灰色 实线
冲孔、切边、落料、半剪、撕破等为 1 层 颜色 1 号红色 实线
印字、打凸、倒角、压毛边等 2 层 颜色 2 号黄色 实线
折弯、成形、翻边、抽牙等 3 层 颜色 3 号黄色 下折内边为虚线
上折为实线。
标注、说明为 4层 4 号色 实线
排样图经审核及集体评审,确认无误后,进入下一工作流程。
(1) 排样图确定后,开始绘制模具总图
a: 总图中图层的设定:
MATER 排样图 4 标注
UP (上模座 ) UB (上垫板)
PH (公夹板) PUNCH 冲头
PPS (止档板) PS (脱料板)
PS_P 脱板入子 DIE (下模板)
DIE_P 下模入子
LB (下垫板) LP (下模座)
B2 (下垫块) B1 (下托板)
b: 关于线种、线色的说明:
冲头、入子外形轮廓线 2 号黄色 线割孔 1号红色
铣加工轮廓线 40 号棕色
放电加工线 40 号棕色 钻加工 40 号棕色
模板外形 7 号白色
使用的线色应始终保持一致。可见部分的图线为实线,不可见部分用虚线。
(2) 模具结构图
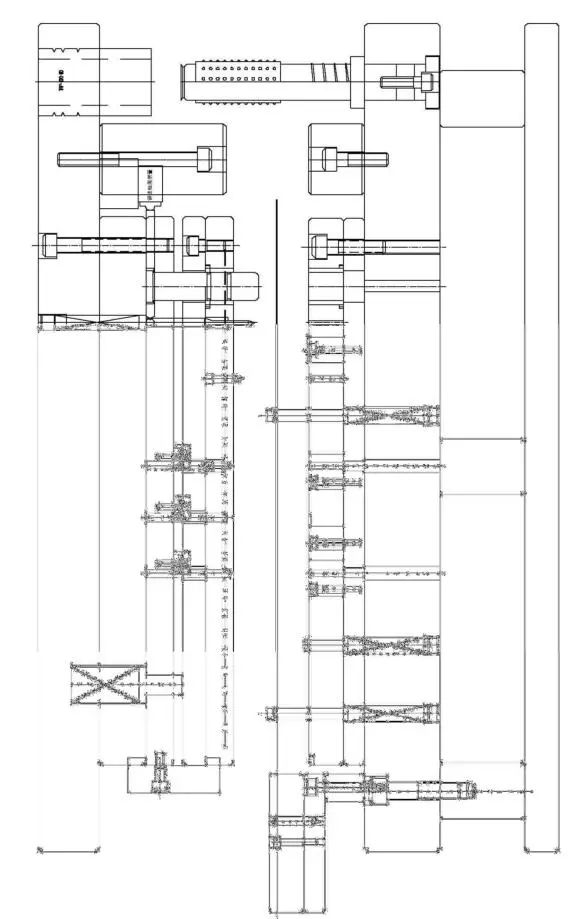
(3) 精密连续模具结构的选用
根据产品精度及生产总量,确定模具等级。以模具等级为依据,选用模具结构。上图为连续模结构。
(4) 模具模板标准
☆ 范本长度超过 500MM 的,需要分板,两块板之间要加连接扣。
☆ 根据冲裁产品的料厚及模具长度,适当增加上模座板及下模座板的厚度
☆ 在脱料板及下模板进行真空热处理之后,其中,A 级精度的模具制造,脱料板及下模板需进行超深处理。B 级精度的模具制造,脱料板及下模板需进行深冷处理。
☆ 上、下模座板上需加攻吊环螺丝孔,视模具大小决定攻 M16—M24 等。
☆ 脱料板及下模板侧面需有安装模具安全检测工具的螺孔位置。
☆ 对于大型模具,垫脚的安放要考虑到模具搬运的方便性。留叉车位。
☆ 范本小于 300MM 的模具,外导柱选用直径 28MM 的。模板尺寸大于 300MM的模具,视实际情况选择外导柱组件。
☆ 有外导柱的模具,外导柱放置时,要考虑到合模时的防呆。没有外导柱的模具,也要将内导柱适当调整位置,避免合模时装反。
☆ 所有范本上,需留工艺加工基准孔。具体为粗加工时,在模板适当位置,精铰直径 6MM 的孔,作后续加工定位基准用。
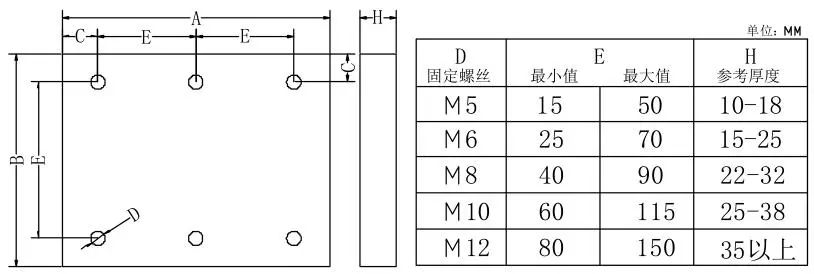
☆ 模板固定螺丝钉的大小及数量的确定。参照下表:
模具结构及组立图画好后,开始成型工步结构设计。即详细绘出成型工步的模具结构,同时验证成型工步的全理性及可靠性。
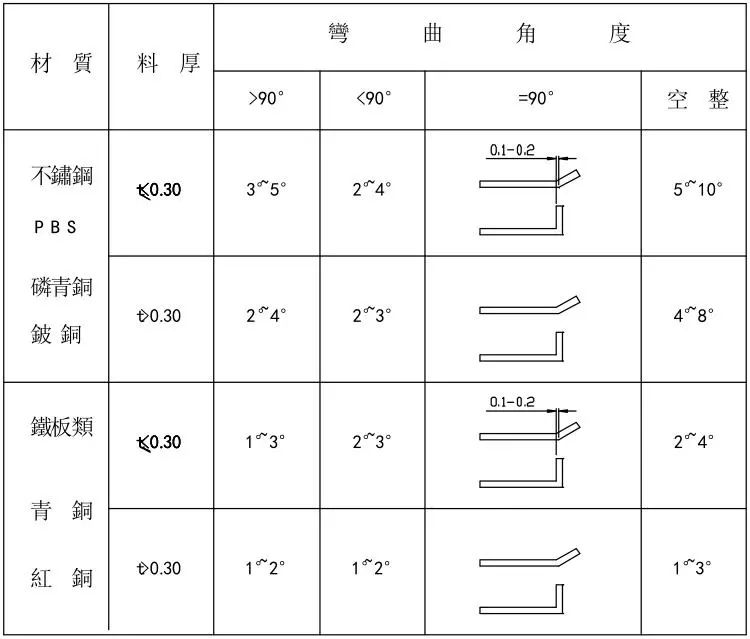
(1) 成型工步的结构设计首先要考虑产品在成型之后的回弹
回弹的表现形式有弯曲半径增大和弯曲件角度增大两个方面。影响回弹的因素有材料的力学性能、相对弯曲半径、弯曲件角度、弯曲方式、模具间隙、工件形状及非变形区的影响等方面。各因素在弯曲时会相互影响。
回弹的计算方法如下:
当 R≤5 时,根据料厚及材质不同,提供下表以做回弹量取值的参考。
根据材质硬度不同,硬度越大,取值可偏大。
当 R≥5时,回弹角度按下式计算
(2) 常用弯曲成形工步结构设计
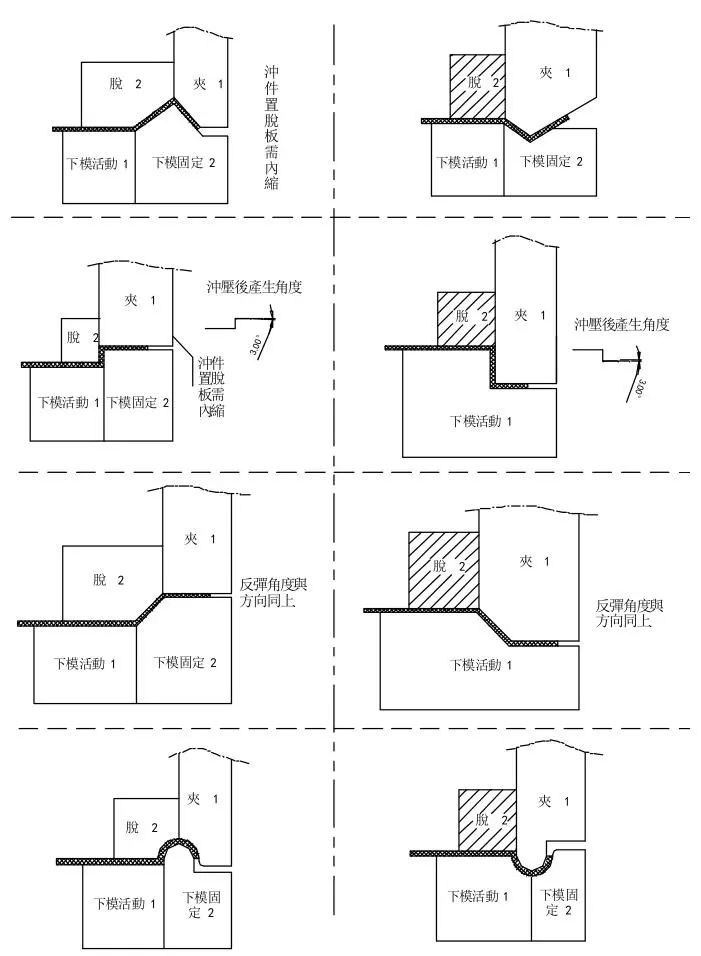
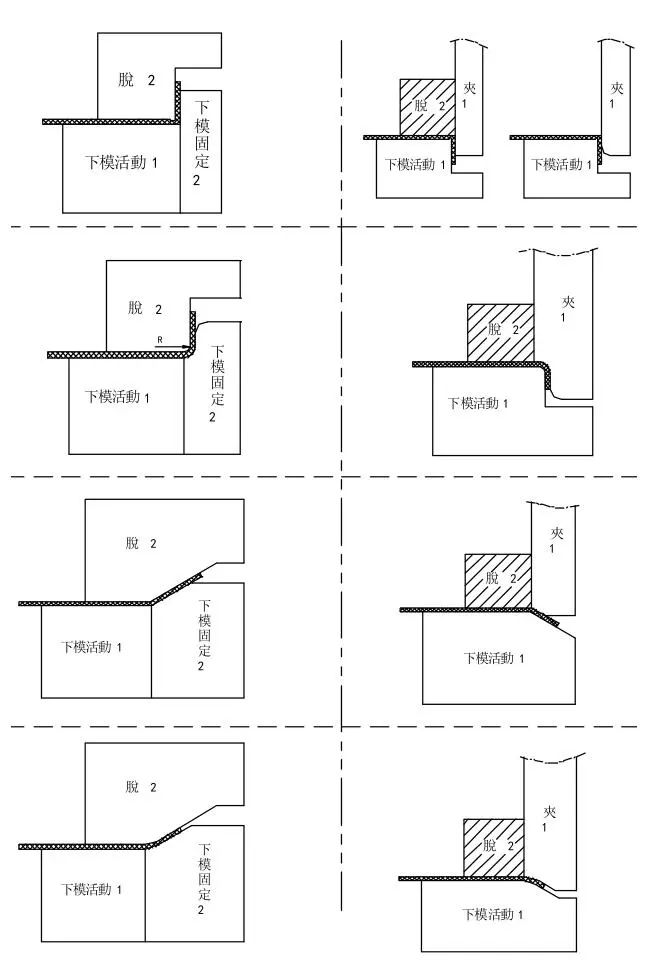
以上方案右图为参考方案,一般情况下不采用。
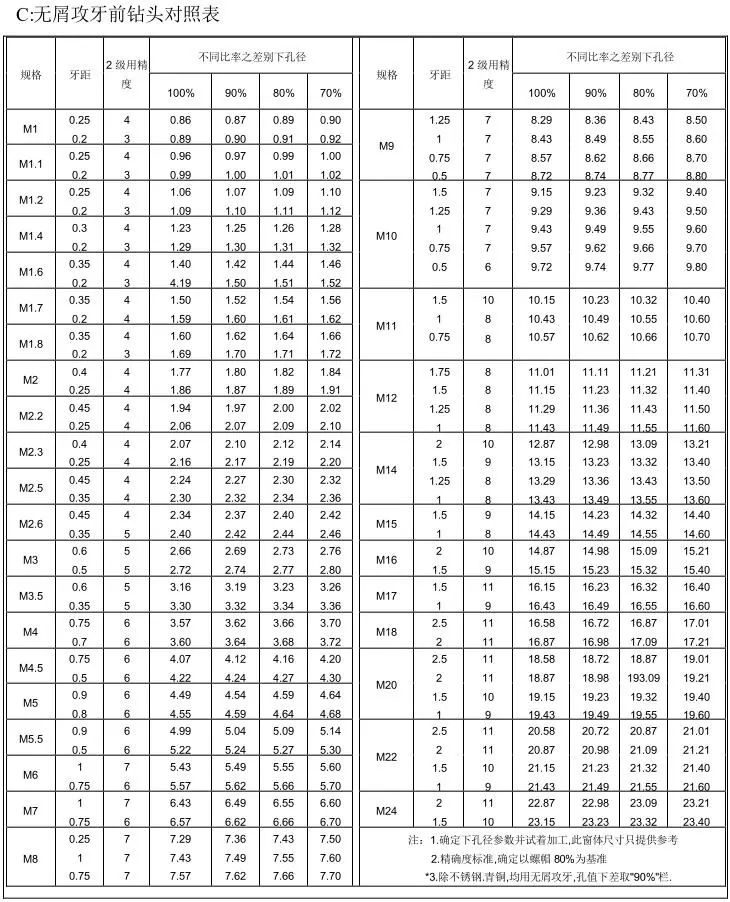
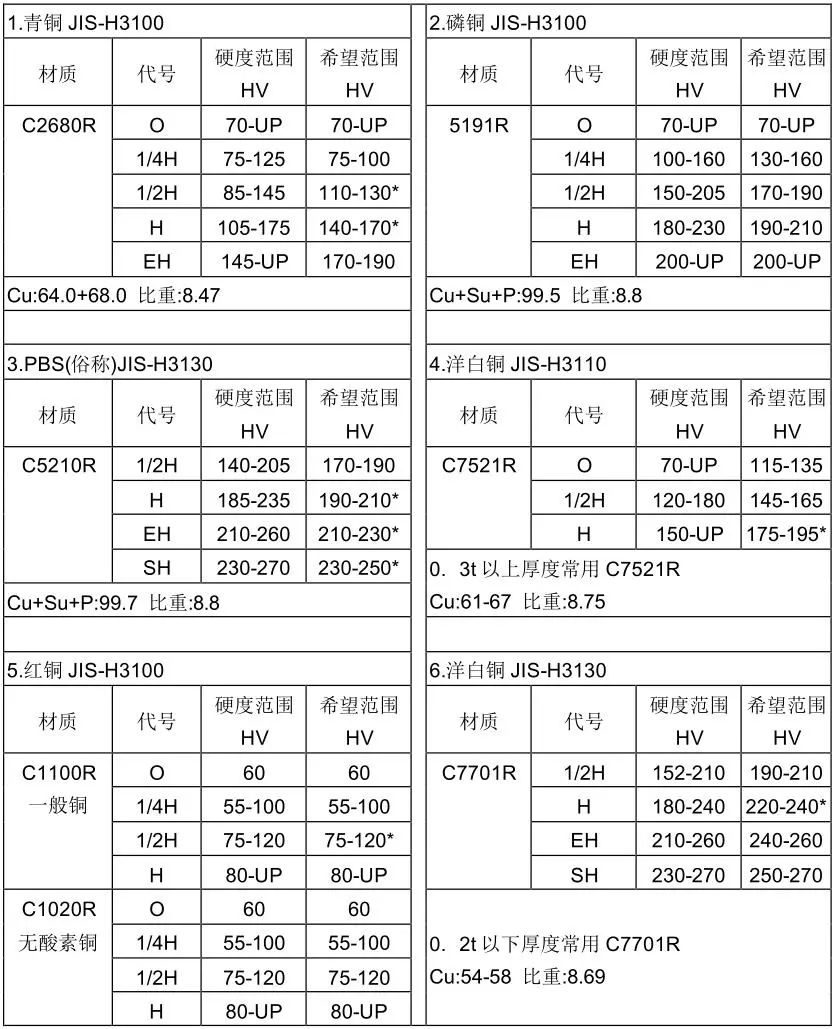
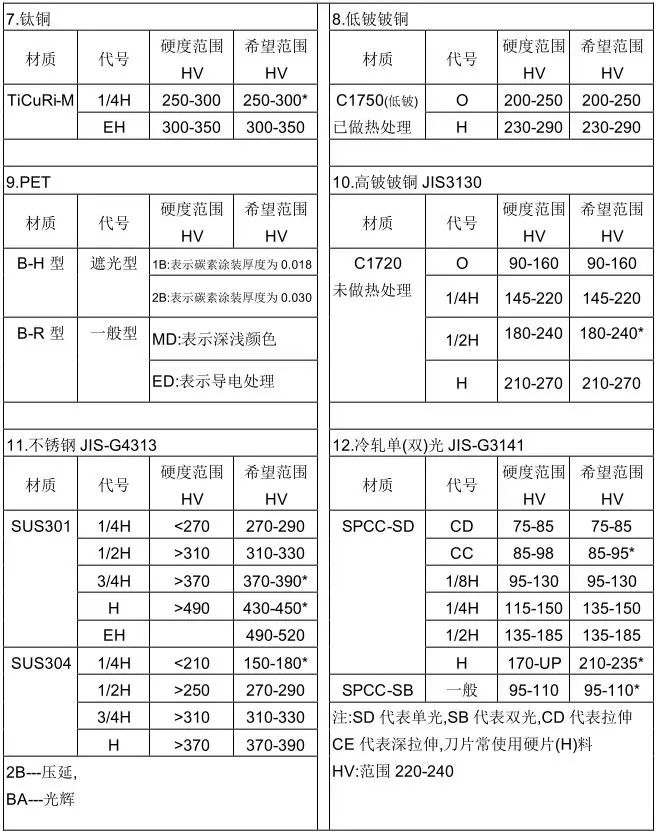
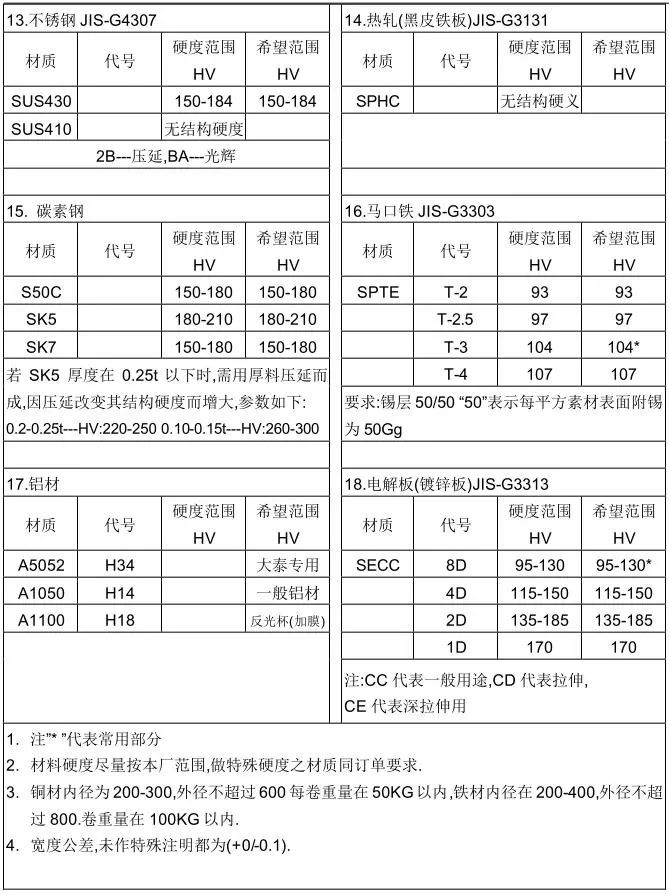
(1) 以下为常用金属材料的牌号及基本数据
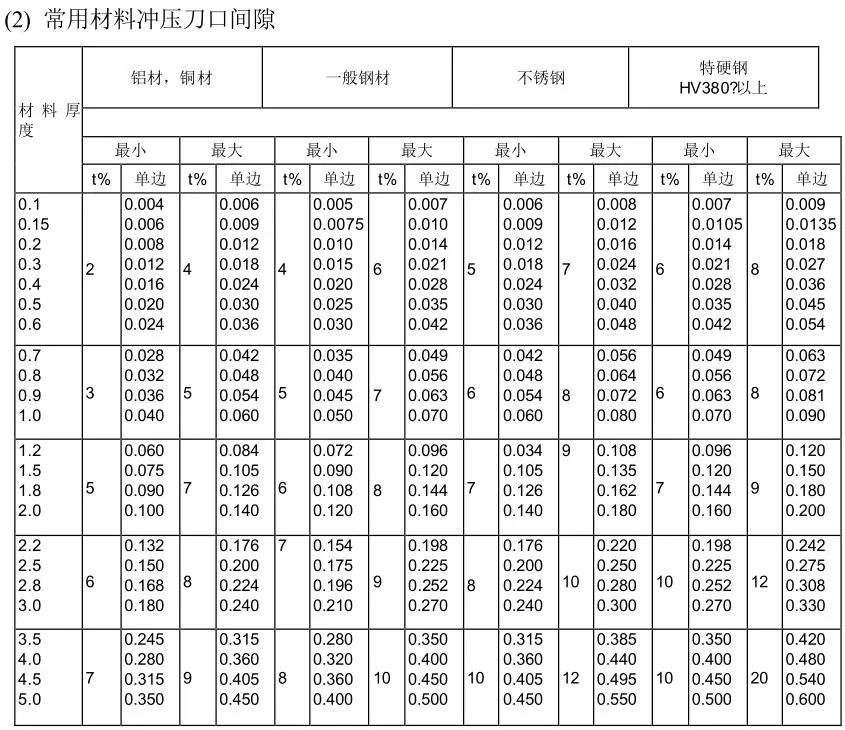
注:1.初始间隙的最小值,相当于间隙的公称数值。
初始间隙的最大值,是考虑到凸模和凹模的制造公差所增加的数值。
(3) 标准件的选用
本厂精密模具所使用的模具标准件由采购部负责采购。设计工程师负责出标准件采购单。标准件使用型号参考盘起公司的标准件型号。
(1) 模具图的绘制
a: 总图及成型工步结构设计完成后,绘制模板图及模具零件图、标准件图。
b: 模具图的绘制须严格遵守图层和线型,线色的规定执行。
c: 模板图上须仔细标明模板材料,模板厚度、热处理工艺及要求硬度、模板精度要求及其他技术要求。
d: 零件图上须仔细标明零件材料、零件尺寸、零件件数、零件热处理工艺及要求硬度、零件加工工艺方法等信息。
e: 模具外购零件属标准件的,按标准件型号写采购申请单,如不属标准件,则详细出具零件图,提供给供货方。
f: 所有图纸要求图面清晰,尺寸明了,表达准确,排列整齐
g: 模具图纸使用统一的图框。
(2)模具图纸的发放规范
a: 所有的模具图纸经上级审核签字后方可下发。
b: 一套完整的模具图纸包括模板图、零件图、标准件图、排料图、组立示意图、装配示意图、产品图,一般情况下,整套图纸一起下发。如模具制造周期短,可先下发范本图。模具材料订料单及模具标准件订料单随模具图纸下发或提前下发。
模具图纸下发到模具制造部门后,设计人员应随时跟进模具制造进度。及时了解加工过程中出现的各种情况,发现问题,及时协同制造部门解决。
a: 装配时应保证凸、凹模这间的间隙均匀一致,配合间隙符合设计要求
b: 镶件与范本及镶件相互之间的接合面密合
c: 落料、冲孔的凹模刀口高度,按设计要求制造,保证漏料孔畅通
d: 冲模所有活动部分的移动应平稳,无滞止现象,滑块、楔块在固定滑动面上移动时,其最小接触面积不少于其面积的四分之二。
e: 各紧固用的螺钉、销钉不得松动,并保证螺钉和销钉的端面不突出上下模平面
f: 各卸料螺钉沉孔深度应保持一致
g: 各卸料螺钉及顶杆的长度应保持一致
h: 凸模的垂直度必须在凸、凹模间隙值允许的范围内
j: 冲模的装配必须符合模具装配图及技术条件的规定
模具制造完成后,制订产品工艺文件。产品工艺文件是指导生产的第一手资料。要包含以下信息:产品型号、材料尺寸、生产辅助材料、生产工序、产品毛重、生产设备及设备型号、检验要求、包装规范等。具体工艺档的制订,请参考工艺档制订标准。
五.附录
1. 常用材料密度

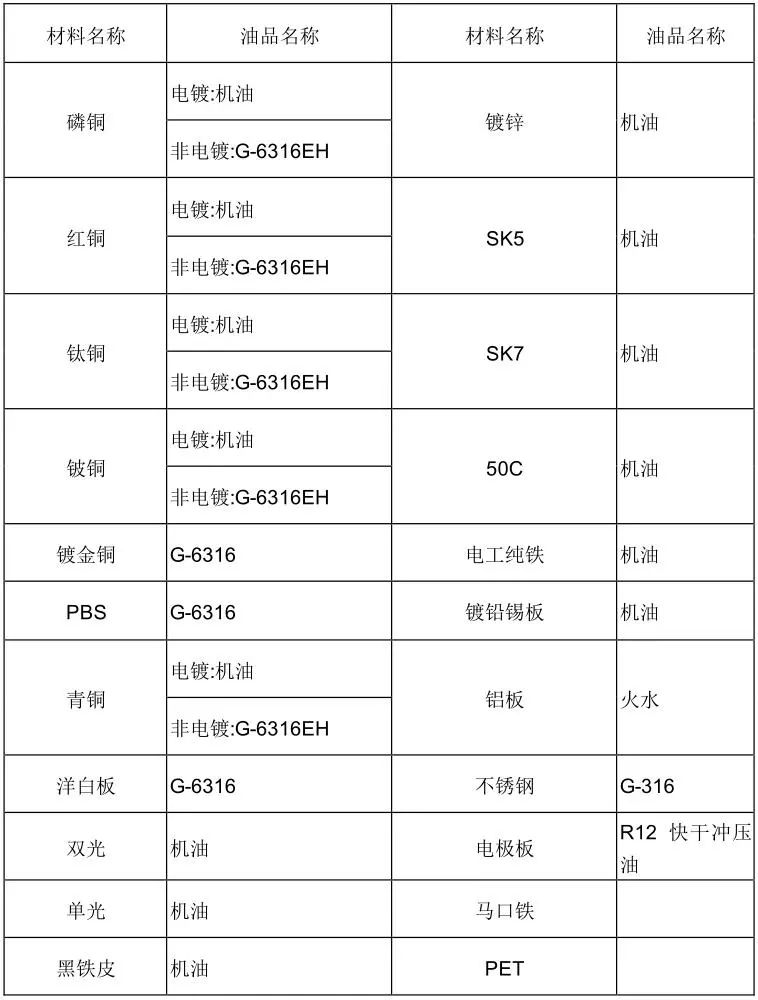
2.冲压油选择表

你们对这如何看,在下面留言大家一起评
模具设计学习咨询:204784466|模具前沿|设计技术|设计视频|设计资讯
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊一下我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。



