关于压力容器焊接工艺规程,NB/T 47014—2011 《承压设备焊接工艺评定》3.4条的定义为:焊接工艺规程(WPS) welding procedure specification 根据合格的焊接工艺评定报告编制的,用于产品施焊的焊接工艺文件。而NB/ 47015—2011 《压力容器焊接规程》未给出焊接工艺规程的定义,但在3.6.1条规定:工艺人员应根据焊件设计文件、服役要求和制造现场条件,依据评定合格的焊接工艺,从实际情况出发,按每个焊接接头编制焊接工艺文件(推荐表格见附录C)。
附录C中的焊接工艺文件其实是包括了JIC卡(焊缝识别卡 Joint Identification Card,图1)、焊材汇总表(图2)、焊接接头工艺卡(可以理解为WPS,图3)的针对压力容器设备编制的一套焊接工艺文件(包括但不限于WPS)。
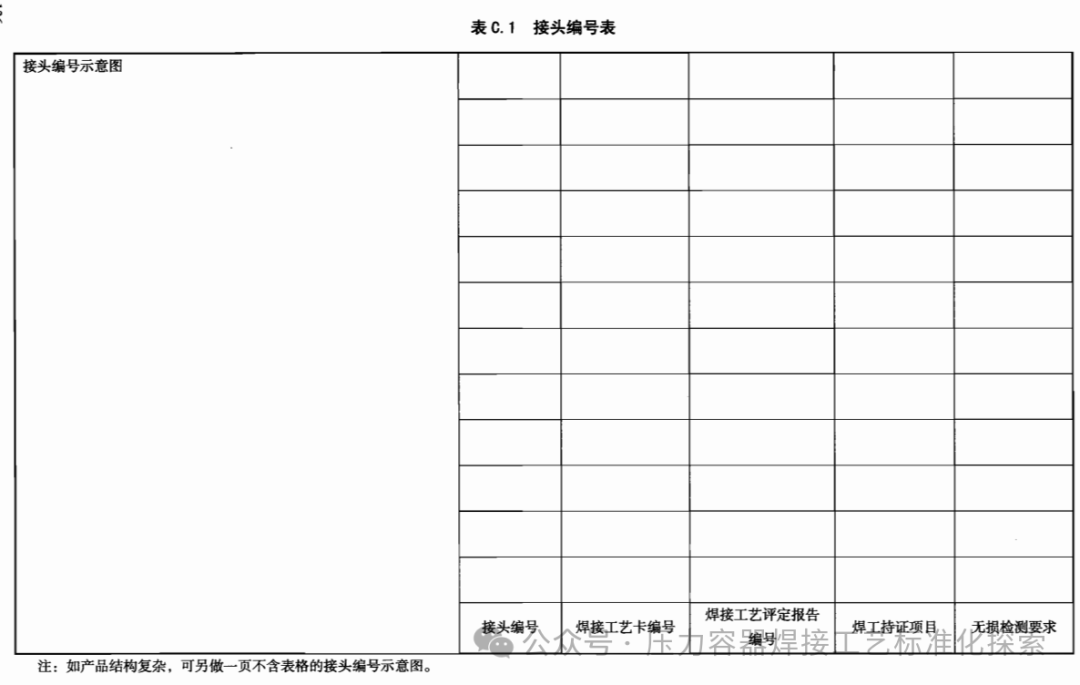
图1 JIC卡(焊缝识别卡 Joint Identification Card)
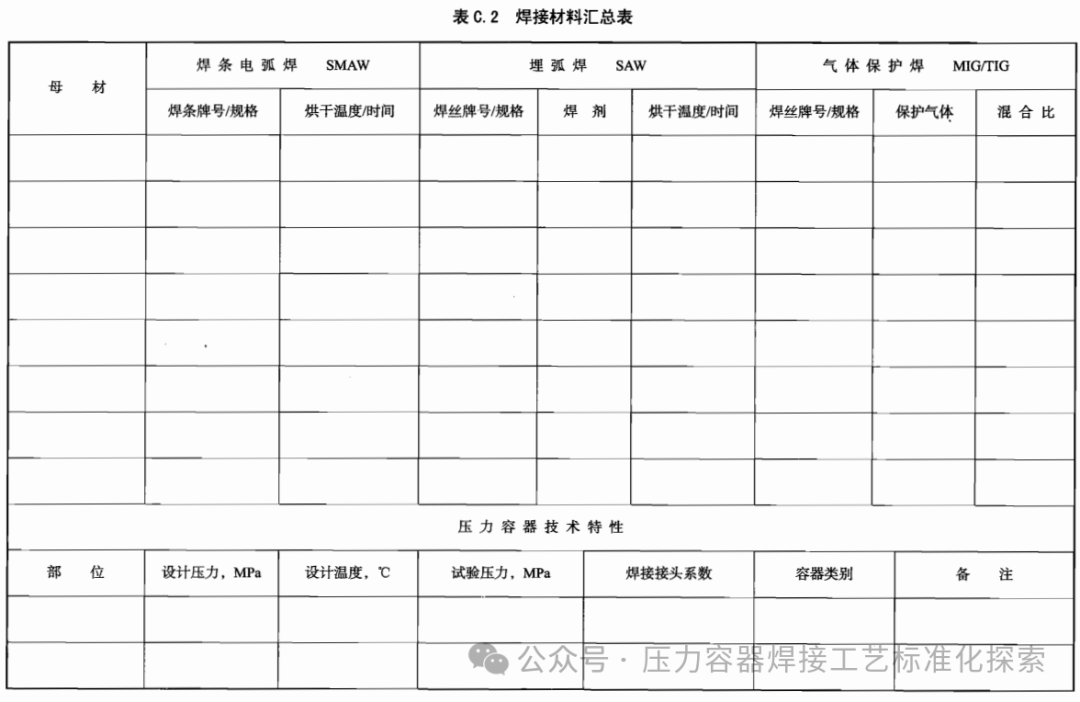
图2 焊材汇总表
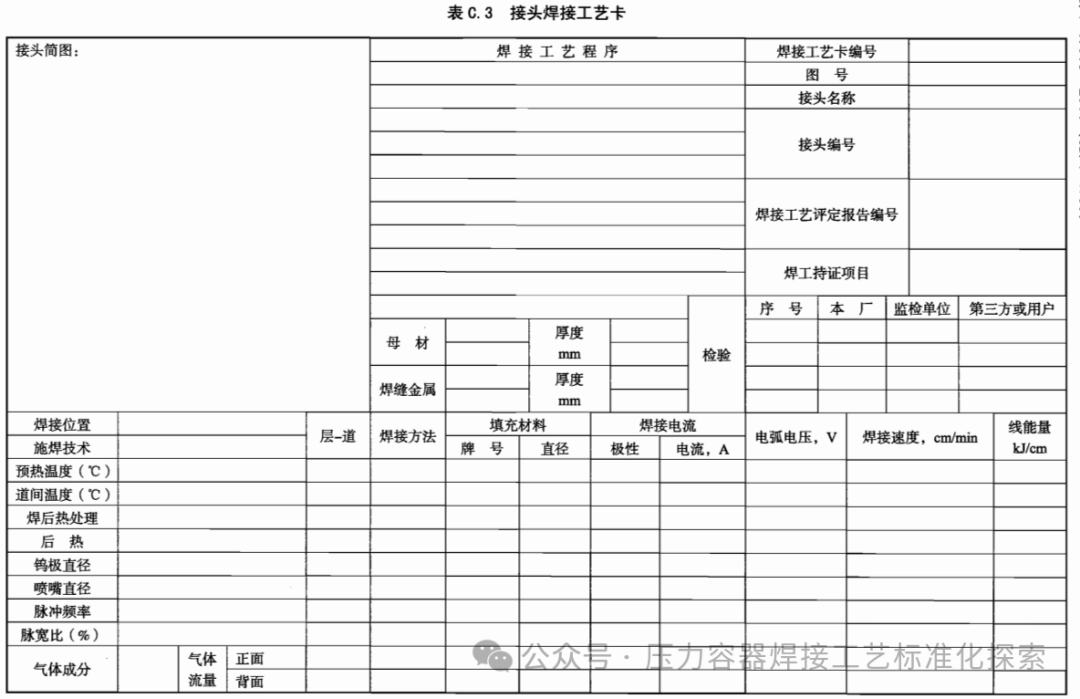
图3 接头焊接工艺卡(相当于焊接工艺规程)
查其他行业的焊接标准。
DL/T 869-2021 《火力发电厂焊接技术规程》中未找到焊接工艺规程的定义,但在10.3条规定:施工单位应将下列资料在工程竣工后归档: ..........f) 焊接作业指导文件;.....笔者个人理解,这里的焊接作业指导文件应包括焊接工艺规程。
NB/T 25085-2018《核电厂常规岛焊接技术规程》中未找到焊接工艺规程的定义,但在3.7条规定:
3.7.1施工单位在焊接工作前,应以相应合格的焊接工艺评定报告及相关技术标准规定为依据,编制完整的焊接工艺规程,用以指导焊接施工。
3.7.2焊接工艺规程应至少包括焊接接头设计、焊接材料、焊接顺序、电特性参数、预热及焊后热处理工艺、焊接操作要领等内容。
中国船级社《材料与焊接规范》2021版中3.1.2.3条对焊接工艺规程的定义为:焊接工艺规程(WPS)是工厂根据合格的焊接工艺试验报告,对焊接工艺计划书修改完善后 并经 CCS 正式批准的技术文件,用以指导产品生产焊接。通过全文搜索,未找到关于焊接工艺规程应包括哪些内容的表述,仅在11.2.1.2条中找到对铝合金的焊接工艺规程的要求:铝合金的焊接工艺规程应提交CCS认可,焊接工艺规程中应包括防止焊接变形和变形矫正的措施。
NB/T 20002.1-2013《压水堆核电厂核岛机械设备焊接规范 第1部分:通用要求》未给出焊接工艺规程的定义,但在4.3.2条中对焊接工艺规程中应包括哪些内容做出了明确的规定:焊接工艺规程应列出并规定影响焊接工艺评定有效范围的所有变素。
在ASME锅炉与压力容器规范第Ⅸ卷2023版QW-200.1(a)中,焊接工艺规程的定义为:Welding Procedure Specification (WPS). A WPS is a written qualified welding procedure prepared to provide direction for making production welds to Code requirements. 焊接工艺规程(WPS)是经过评定的书面的焊接工艺文件,用于为制造符合规范要求的产品焊缝提供指导。
而在QW-200.1(b)中,则规定了焊接工艺规程应包含哪些内容:Contents of the WPS. The completed WPS shall describe all of the essential, nonessential, and, when required, supplementary essential variables for each welding process used in the WPS. 完整的焊接工艺规程(WPS)应包括WPS中每种焊接方法对应的所有重要因素、次要因素及需要时的补加因素。
在国际标准ISO 15609-1 Second Edition 2019-08《Specificaton and qualifiction of welding procedurs for metallic materials—welding procedure speification—Part 1: Arc Welding》中,对焊接工艺规程(WPS)应包括的内容有非常详细、具体的要求,还给出了参考的样表(图4)。
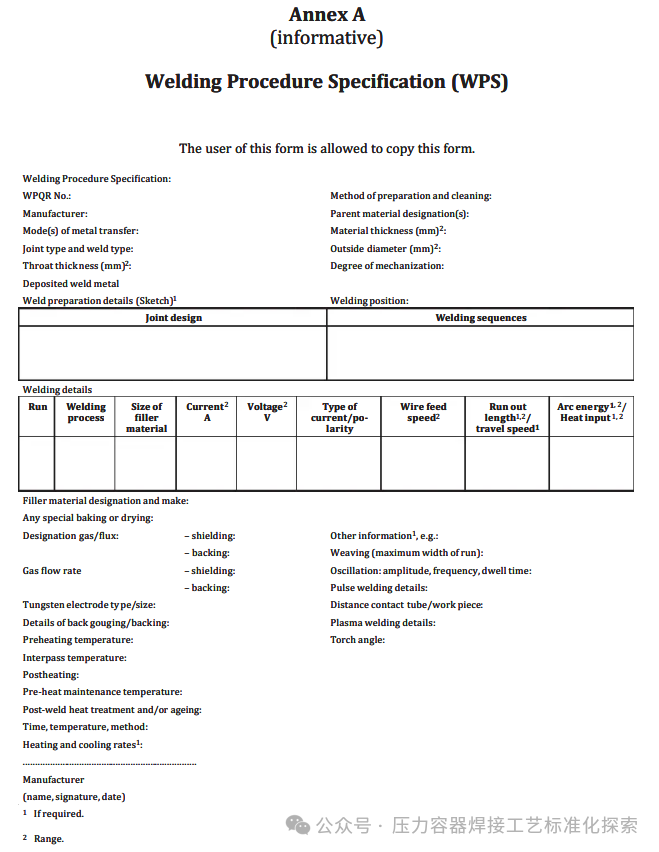
图4 ISO 15609-1 Second Edition 2019-08 焊接工艺规程样表
前面介绍了国、内外标准对焊接工艺规程(WPS)的定义及其应包含的内容,笔者个人认为,对于用于指导压力容器焊接的焊接工艺规程来说,ASME锅炉与压力容器规范第Ⅸ卷的规定是最合理的,要求明确、简单。
用于指导压力容器焊接的WPS必须要有焊接工艺评定(PQR)作为支撑,如果其中不包括所有的重要因素,怎么能保证这个WPS能被覆盖呢。例:Q345R筒体的埋弧焊,WPS中无道间温度的描述,而道间温度属于补加因素,如评定时最高道间温度是150℃,而产品焊接时根据该不对道间温度提要求的WPS进行焊接,实际道间温度达到了250℃,此时,焊接接头的冲击性能是有可能不合格的,压力容器的焊接质量存在严重的隐患。
同理,需要时的补加因素在WPS中也应有描述。
至于次要因素,虽然理论上不影响到焊接接头的性能,但是这些次要因素,是与焊工实际施焊密切相关的,如采用氩弧焊时采用什么钨级,喷嘴的规格,如果WPS中不规定,岂不是变成焊工自己想怎么定就怎么定。笔者个人认为,从指导焊工焊接生产的角度来说 ,WPS应包括补加因素。
上面谈了焊接工艺规程(WPS)中应包括哪些内容,下面再谈谈其中不需要包含哪些内容。
国内很多压力容器制造单位的WPS,在WPS中加入了笔者个人认为不需要加入的内容,主要有以下这些:焊缝编号、焊工项目、无损检测要求、焊材使用量、焊材烘烤要求。
焊缝编号与WPS没有直接关系,在JIC卡中指定每条焊缝选用的WPS可以达到同样的目的。并且焊缝编号写在WPS,如果焊缝有增加或减少,或者实际压力容器产品在制造过程中有焊缝的焊接工艺需要更改,则整张WPS都需要修改、升版,非常麻烦。
同理、焊工项目、无损检测要求也没有必要写在WPS中。
至于焊材使用量、焊材烘烤要求,则更没有必要写在WPS中,可以通过其他文件对焊材的使用做出规定。
实际上,国内不少压力容器制造单位的焊接工艺规程(WPS)都没有包含NB/T 47014—2011中表6(坡口焊缝、角焊缝)、表16(堆焊焊缝)的所有次要因素(部分有遗漏),有些连重要因素、补加因素都有缺项。
说了这么多,那我们实际编制压力容器产品的WPS时具体应怎么操作。笔者个人认为,在任何情况下,WPS中都应该包括所有重要因素、需要时的补加因素。以前的WPS,有遗漏也就算了,补了也是假的,没有必要,还没制造的压力容器产品,一定要逐张核对,有遗漏的因素补上。至于次要因素,笔者个人建议是根据不同的焊接方法,列出不同焊接方法对应的次要因素,然后制定个计划,在一定的时间内完成核对、增补的工作。
本文为个人原创,转载请注明出处。