干熄焦工艺改善焦炭质量的措施研究
1 降低干熄焦烧损改善焦炭质量
干熄焦焦炭有很高的抗碎性,孔隙减少使焦炭的反应性减小,高炉炼铁焦炭利用率提高,从而高炉生产能力提高约1%~3%[1]。通过调研分析发现干熄焦焦炭烧损严重会影响焦炭的抗碎性,通过以下工艺优化,焦炭烧损率平均降低0.145%,很好的解决了焦炭烧损率高的问题,改善了焦炭质量。
酒钢焦化厂自2008年至今,先后建立了两套140t/h干熄焦系统。降低干熄焦烧损率是目前干熄焦行业中难点,烧损率的核算也存在多种核算方式,如何以较准确的方法核算也是行业经常讨论的问题。目前干熄焦设计中采用的烧损率都是根据日本当时的实验数据取得经验值(1%左右),但是在行业各干熄焦实际运行中,烧损率基本在2%左右,远大于设计理论值。烧损率高不仅导致了焦炭的烧损,不利于体现干熄焦的经济效益,同时,随循环气体带到锅炉的焦粉在锅炉内部燃烧对锅炉炉管的寿命存在一定影响,也会导致锅炉运行参数的波动,不利于锅炉的稳定运行。在焦炭干熄过程中,虽然烧损无法避免。但是,通过对工艺设备进行优化,可以起到降低烧损率的目的。所以降低烧损率,对提高焦炭产量,提高干熄焦经济效益,延长设备使用寿命意义重大。
结合焦化厂干熄焦的具体生产实践,通过对干熄焦系统全流程的热平衡测试得出,2018 年3-4#焦炉干熄焦烧损率为1.5%左右,5-6# 焦炉干熄焦烧损率为1.8%左右,远高于设计值1.0%和1.2%。
通过开展降低干熄焦烧损率技术攻关活动,对工艺、设备进行优化,达到降低烧损率的目的,使3-6#焦炉干熄焦烧损率降低0.1%以上。
干熄焦在正常生产时,循环系统内会不断产生CO、H2等可燃气体,为了保证干熄焦系统的安全生产,需控制循环气体内可燃气体成分含量不超标,方法为导入空气燃烧。由空气导入阀向干熄炉环形烟道内导入空气,首先被烧掉的是循环气体内的可燃气体,其次是焦粉及小块径焦炭,导致了焦炭的烧损。同时,因干熄焦循环系统密封不是完全严密的,负压区存在一定泄漏,且装焦时会从炉口吸入空气,也导致了焦炭的烧损。另外,在正常生产排焦温度过高时,红焦显热回收不充分,为完成蒸汽回收指标,导致了烧损率的增大。
干熄炉内主要反应方程式:

根据气体成分比例,得出:8C+7O2=2CO +6CO2
1.1 导入空气量过大,采取以下措施可减少导入空气量
(1)规定CO含量控制在4%~6%,既能防止可燃气体达到爆炸极限,又能起到减少空气导入量,控制烧损率的作用。
(2)4 月份,通过开展充入氮气降低烧损率实验,当充氮量达到1500m3/h 时,干熄焦空气导入量由15000m3/h 降至12000m3/h。通过气体平衡核算,烧损率降低明显。
1.2 系统密封不严,负压区泄露大,系统氧含量高,采取以下措施减少负压区泄露
(1)在5-6# 炉干熄焦系统检修期间,将干熄焦锅炉过热器集箱后箱体保温拆除后,过热器炉管与水冷壁连接处密封不严,箱体与水冷壁未满焊。因炉管与水冷壁在锅炉运行过程中存在热胀冷缩,连接部位不能焊接在一起。通过研究决定,对过热器炉管与水冷壁连接处采用石棉填充、管卡固定、浇注密封的方式进行处理;将后箱体与水冷壁筋板连接处进行焊接,外部再进行浇注密封,通过这两种方式对锅炉泄漏情况进行了处理。干熄焦恢复正常后,氧气含量明显降低,由1.0%下降到0.2%左右,降低了焦炭烧损。
(2)按计划每周检查循环系统的密封性,目前存在的主要泄漏点有:二炼干熄焦锅炉入口膨胀节有少量泄漏,该部位在正常生产时处于高温状态无法处理,计划系统检修时进行处理。其他部位如锅炉人孔、中栓盖板螺栓存在螺丝松动、微量泄漏等,都及时进行了紧固处理。
1.3 排焦温度过高,红焦显热回收不好,采取以下措施降低排焦温度
(1)将热管换热器改为副省煤器,降低了进干熄炉循环气体温度,降低了排焦温度。
(2)通过对工艺参数进行调整、核算,确定经济合理的排焦温度为150~160℃。并对二炼焦及三炼焦干熄焦底部调节棒及中央周边进风进行调整,最终使二炼干熄焦排焦温度降到180℃左右,三炼焦排焦温度降到150℃左右,见表1。

表1 对策实施前后干熄焦运行参数对照表
通过提高CO 含量控制范围及导入部分氮气,导入空气量由15000m3/h 下降到12000m3/h,导入空气量下降幅度较大,焦炭烧损减少;通过对系统严密性进行检查处理,系统O2含量由1.0%下降到0.2%;通过对热管换热器进行改型,对调节棒及中央周边进风进行调节,排焦温度由200℃以上下降到150~180℃。
通过系统热平衡计算得出:排焦温度200℃时,产汽率z 与烧损率x 的关系:z=9569x+452.86 kg/t(1);排焦温度180℃时,产汽率z 与烧损率x 的关系:z=9569x+460.53 kg/t(2);排焦温度150℃时,产汽率z 与烧损率x 的关系:z=9569x+471.51 kg/t(3)。
二炼干熄焦产汽率代入式(1),原烧损率为1.44%,排焦温度下降到180℃,代入式(2),目前烧损率为1.35%,降低0.09%;三炼干熄焦产汽率代入式(1),原烧损率为1.76%,排焦温度下降到150℃,代入式(3),目前烧损率为1.56%,降低0.2%。
改进后二炼焦烧损率降低0.09%,三炼焦烧损率降低0.2%,平均降低0.145%,达到目标值,实现了焦炭质量的提升。
2 干熄焦气料比优化
干熄焦利用氮气冷却红焦,同时氮气被加热,加热的氮气进锅炉和炉水换热,炉水升温变高温蒸汽,送汽轮机发电利用,降温的氮气再经循环风机送到干熄炉底部循环使用[2]。对二炼焦干熄焦运行数据统计分析发现,在实际运行过程中,排焦温度偏高,经常发生循环风量与排焦量不匹配,即气料比波动较大的现象,气料比最大可波动至1700m3/t焦,排焦温度最高可达200℃,且锅炉入口温度偏低,红焦显热得不到充分吸收,干熄焦热效率越低,蒸发量较低,见表2。
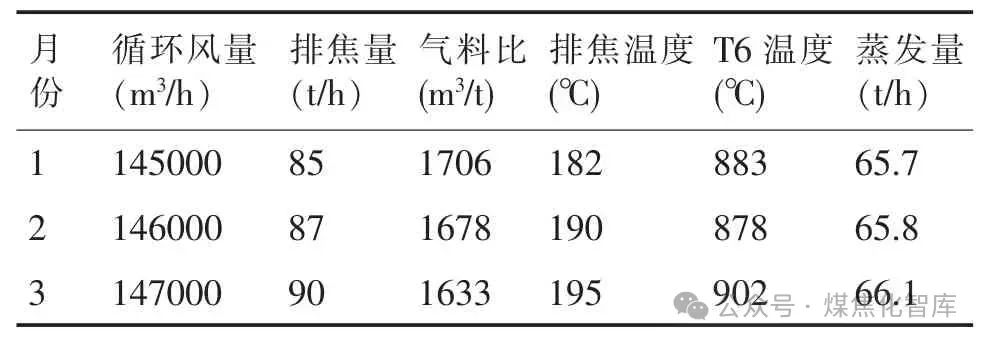
表2 2020 年1~3 月干熄焦运行数据统计分析表
干熄焦运行实际气料比1600m3/t 焦,与设计气料比1240m3/t 焦偏差过大,造成烧损率大,气料比高,造成风机负荷增大,电能消耗大,排焦温度高,造成红焦显热得不到充分吸收,造成皮带烧损严重。
导致气料比大、排焦温度高的主要原因是正负压区存在泄漏,回流调节阀关不严,回流中栓底部浇注料脱落,干熄炉内焦炭下落不匀。
检查循环系统的密封性,发现锅炉人孔、中栓盖板螺栓存在螺丝松动、微量泄漏等,安排人员及时进行了紧固处理。2021 年5 月24 日系统检修时对锅炉出口风道外侧进行补焊,对干熄炉入口膨胀节进行粘补;利用干熄焦年修对锅炉出口风道进行重新浇注,对回流中栓盖板进行了整体焊接。利用干熄焦年修气密性试验发现,循环系统泄漏量明显减少,循环系统严密性明显增强,循环系统气料比降至1350m3/t 焦,达到预期效果,见表3。
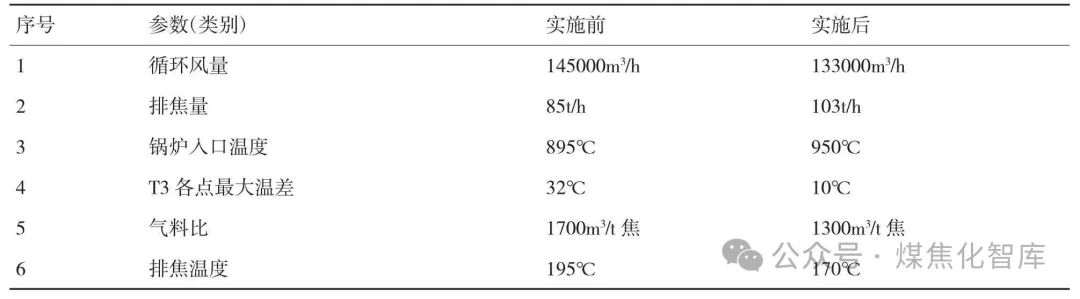
表3 调节棒调节前后参数
干熄焦年修期间对回流调节阀进行整体解体检修,对调节阀的开度进行了重新标定;年修期间对干熄焦所有的回流中栓底部的浇注料进行了重新浇注;进入干熄炉内的循环气体量增加,增加了焦炭的冷却效果,干熄焦气料比降至1300m3/t 焦,排焦温度降至170℃,达到预期效果。
通过对干熄炉底部调节棒处的温度进行测量,并结合T3、T4 温度进行分析,对干熄炉底部西北侧调节棒进行调节;年修期间将干熄炉底部的调节棒全部砸出,对磨损严重的调节棒进行了更换,从而改善了焦炭质量。
3 结语
根据系统工程与循环经济理论,结合干熄焦的具体生产实践,通过对干熄焦系统全流程的测试和对影响干熄焦烧损率的原因进行分析,提出降低干熄焦烧损率的工序优化方案及设备改造方案,优化干熄焦生产工艺条件,提高循环系统设备的严密性,可以达到降低焦炭烧损率的目的。
经本文的综合比较分析,干熄焦工艺作为熄焦工艺的一部分,目前在熄焦方面改善焦炭质量最好的方法就是干法熄焦。酒钢焦化厂二炼焦干熄焦气料比与设计气料比偏差大,排焦温度偏高,造成循环系统高负荷低效率运行,影响焦炭质量,通过以上探索和工艺优化,循环系统气料比降至1300m3/t 焦,接近设计气料比,同时降低了排焦温度,改善了焦炭质量。