
涓浗閾搁€犺涓氬獟浣撹仈鐩熸垚鍛樹箣涓€鐨�鐑姞宸ヨ涓氳鍧�锛坵ww.rjghome.com锛�鈥斺€旂儹鍔犲伐琛屼笟浜哄憳鐨勭綉涓婃妧鏈氦娴佸鍥€�浠ュ喍鐐笺€侀摳閫犮€侀敾鍘嬨€佺剨鎺ャ€佺儹澶勭悊銆佺悊鍖栨娴嬬瓑鐩稿叧鐭ヨ瘑涓轰富锛屼互鏈哄姞宸ャ€佺數鑴戣璁$瓑鐭ヨ瘑涓鸿緟鐨勮涓氭妧鏈綉绔欍€傜偣鍑绘爣棰樹笅钃濆瓧鈥滅儹鍔犲伐琛屼笟璁哄潧鈥濆厤璐瑰叧娉紝鎴戜滑灏嗕负鎮ㄦ彁渚涢摳閫犮€侀敾閫犮€佺儹澶勭悊銆佺剨鎺ユ柟闈㈢煡璇嗙殑寤朵几闃呰銆�

聽 聽 閾濆悎閲戝悗绔洊鍘嬮摳宸ヨ壓浼樺寲鍙婂眬閮ㄦ尋鍘嬭璁�
鎽� 瑕�
聽 聽 聽 鍒嗘瀽浜嗛摑鍚堥噾鍚庣鐩栭摳浠剁粨鏋勫伐鑹烘€э紝鏍规嵁鍘嬮摳宸ヨ壓缁忛獙鍏紡璁捐浜嗘祰娉ㄧ郴缁熴€傞噰鐢‵low-3D杞欢杩涜鏁板€兼ā鎷燂紝鍙戠幇鍚庣鐩栭摳浠舵偓缃瓟鍖哄煙涓嶈兘瀹炵幇閲戝睘娑查『搴忓厖濉€傛牴鎹暟鍊兼ā鎷熺粨鏋滀慨鏀规祰娉ㄧ郴缁熻璁″苟杩涜瀹為檯鐢熶骇锛岄摳浠跺帤澹佸尯鍩熶骇鐢熺缉瀛旂己闄枫€傞拡瀵瑰帤澹佸尯鍩熻璁″眬閮ㄦ尋鍘嬪伐鑹猴紝鍦ㄥ叾鍑濆浐杩囩▼涓繘琛屾尋鍘嬭ˉ缂╋紝娑堥櫎浜嗗悗绔洊閾镐欢鎮疆瀛旈儴浣嶇缉瀛旂己闄枫€�
聽 聽 聽 鍥藉唴鍘嬮摳浠朵骇鍝佸憟鐜板鍏冨寲鐗瑰緛锛屾兜鐩栭鍩熷寘鎷苯杞︺€侀€氳銆佷簲閲戙€佺帺鍏枫€佸鐢点€佽埅绌虹瓑銆傜洰鍓嶅浗鍐呮瘡骞村帇閾镐欢浜ч噺绾�210涓囧惃锛屽叾涓摑鍚堥噾鍘嬮摳浠跺崰鎬讳骇閲忕殑3/4銆侫DC12閾濆悎閲戝帇閾镐欢鍏锋湁鎴愬搧鐜囬珮銆佸瘑搴﹀皬銆佸己搴﹂珮銆佸姞宸ユ€ц兘濂界瓑鐗圭偣锛岄€傚悎澶ф壒閲忕敓浜э紝骞挎硾搴旂敤浜庢柊鑳芥簮姹借溅鍜岀數瀛愰€氳棰嗗煙銆傞摑鍚堥噾鍚庣鐩栨槸鏂拌兘婧愭苯杞﹂┍鍔ㄧ數鏈虹殑閲嶈閮ㄤ欢锛屽畠鏃㈡槸鐢垫満澶栧3鐨勪竴閮ㄥ垎锛屽張鍏兼湁杞存壙搴у姛鑳斤紝闇€鍏峰瓒冲寮哄害鍜屽垰搴︿互鏀拺杞瓙杩愬姩锛屽悓鏃跺绾宠酱鎵夸緵娌圭殑娌硅矾鍜岀數瀛愭帶鍒剁殑绾胯矾銆�
1銆佷骇鍝佺粨鏋勫垎鏋�
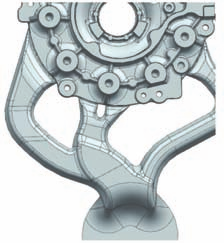
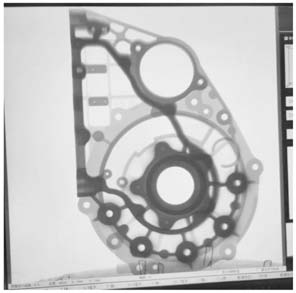
聽 聽 聽 鍚庣鐩栫粨鏋勫鍥�1鎵€绀猴紝鏉愯川ADC12锛屽睘浜嶢l-Si-Cu绯婚摑鍚堥噾銆傚帇閾镐欢澹充綋鍖哄煙澹佸帤5mm锛岀粨鏋勫鏉傦紝涓績鏈変竴澶勭洿寰勪负60mm鐨勮酱鎵垮瓟锛岃儗闈㈡湁5澶勭洿寰�29mm鐨勫帤澶ф偓缃瓟锛屽鏄撲骇鐢熺缉瀛斻€佺缉鏉剧己闄枫€�
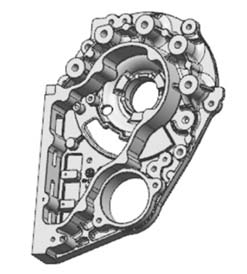
鍥�1 鍚庣鐩栧帇閾镐欢缁撴瀯
2銆佸帇閾稿伐鑹鸿璁�
2.1 鍒嗗瀷闈㈤€夊彇
聽 聽 聽 鍒嗗瀷闈㈣璁″鍥�2鎵€绀恒€備负浜嗕粠鍨嬭厰涓『鍒╁彇鍑哄悗绔洊鍘嬮摳浠讹紝鍦ㄩ摳浠舵渶澶ф埅闈㈠璁剧疆鍒嗗瀷闈紝骞剁患鍚堣€冭檻鍖呯揣鍔涚殑褰卞搷锛屼娇鍘嬮摳浠跺湪寮€妯″悗鐣欏湪鍔ㄦā澶勶紝鍒╃敤鍔ㄦā涓婄殑椤舵潌鎺ㄥ嚭宸ヤ欢銆�
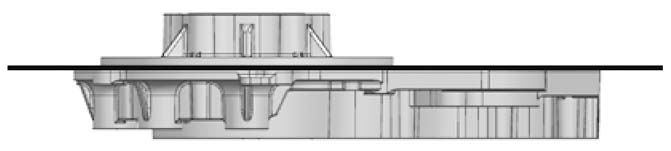
鍥�2 鍒嗗瀷闈㈣缃ず鎰忓浘
2.2 娴囨敞绯荤粺璁捐
聽 聽 聽 鍚庣鐩栧渾鐩樹晶鏈�5澶勬偓缃瓟锛屽鍘氳緝鍘氾紝鏄皵瀛斿拰缂╁瓟鍙戠敓鐨勯珮椋庨櫓鍖哄煙锛屽洜姝ゆā鍏疯璁℃椂浼樺厛灏嗗唴娴囬亾甯冪疆鍦ㄨ澶勶紝浠ユ彁楂樻鍖哄煙鐨勮ˉ缂╂晥鏋溿€傚悓鏃讹紝璇ュ缁撴瀯澶嶆潅闅句互鎺掓皵锛屼紭鍏堝~鍏呰鍖哄煙浣垮喎鏂欐祦鍚戞湯绔紝鍙噺灏戝嵎姘旂己闄枫€傚唴娴囬亾鎴潰绉寜娴侀噺缁忛獙鍏紡
聽 聽 聽 锛�1锛夎绠楋細

寮忎腑锛欰g涓哄唴娴囬亾鎴潰绉紱G涓洪€氳繃鍐呮祰閬撶殑閲戝睘娑茶川閲忥紝鏍规嵁3D妯″瀷娴嬬畻涓�2983g锛浵佷负閲戝睘娑插瘑搴︼紝鍙�2.4g/cm鲁 锛泇g涓哄唴娴囬亾澶勯噾灞炴恫鐨勫厖濉€熷害锛屽彇40m/s锛泃涓哄厖鍨嬫椂闂达紝鍙�0.05s锛涜绠楀緱鍐呮祰閬撴埅闈㈢Н涓�621m銕� 銆�
聽 聽 聽 妯祰閬撳帤搴﹀昂瀵歌繃灏忎細闄嶄綆閲戝睘娑叉俯搴︼紝杩囧ぇ鍒欏喎鍗撮€熷害缂撴參锛屽奖鍝嶇敓浜х巼锛屽澶ч噾灞炴秷鑰椼€傛í娴囬亾鍘氬害鐢辩粡楠屽叕寮忥紙2锛夌‘瀹氾細
聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽 D=锛�5~8锛塗 锛�2锛�
寮忎腑锛欴涓烘í娴囬亾鍘氬害锛孴涓哄唴娴囬亾鍘氬害锛屽彇D=25mm銆傛í娴囬亾鐨勬埅闈㈢Н褰㈢姸璁捐涓烘墎姊舰锛屾埅闈㈢Н澶у皬浠庣洿娴囬亾鍒板唴娴囬亾淇濇寔鍧囧寑娓愮缉鍙樺寲銆�
2.3 婧㈡祦绯荤粺璁捐
聽 聽 聽 婧㈡祦绯荤粺鑳藉鍙婃椂鍦版敹闆嗗喎姹¢噾灞炴恫锛屾帓鍑哄瀷鑵斾腑鐨勬皵浣擄紝鎶垫秷娑℃祦锛屽閾镐欢璧峰埌閮ㄥ垎琛ョ缉浣滅敤銆傝€冭檻鍒板厖濉窛绂昏緝闀匡紝閲戝睘娑叉姷杈惧瀷鑵斿熬閮ㄦ椂鐑噺鎹熷け澶э紝鍥犳鍦ㄩ噾灞炴恫鏈€鍚庡厖濉殑浣嶇疆璁剧疆澶氶亾婧㈡祦妲姐€傚畬鏁寸殑娴囨敞绯荤粺涓庢孩娴佺郴缁熻璁″鍥�3鎵€绀恒€�
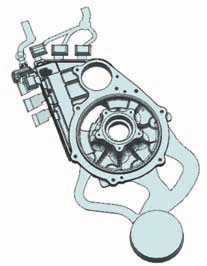
鍥�3 鍚庣鐩栭摳浠跺帇閾稿伐鑹�
3銆佹暟鍊兼ā鎷熶笌宸ヨ壓浼樺寲
3.1 鍓嶅鐞�
聽 聽 聽 閲囩敤Flow-3D杞欢瀵硅璁$殑鍘嬮摳宸ヨ壓杩涜鏁板€兼ā鎷熼獙璇併€傚皢璁$畻鍩熷唴涓夌淮鍑犱綍妯″瀷浠tl鏍煎紡瀵煎叆杞欢涓紝璁剧疆缃戞牸鍗曞厓灏哄涓�0.15cm锛屾ā鍏锋潗鏂欒涓篐13锛屽帇閾镐欢鏉愭枡璁句负ADC12锛屾祦鍔ㄦā寮忚涓虹磰娴佹ā鍨嬶紝宸ヨ壓鍙傛暟鐨勮缃琛�1銆�

琛�1 宸ヨ壓鍙傛暟
3.2 鍒濆鏂规
聽 聽 聽 鍏呭瀷杩囩▼鏁板€兼ā鎷熺粨鏋滃鍥�4鎵€绀恒€備粠鍥句腑鍙互鐪嬪嚭锛宼=0.3578s鏃跺埢锛岄噾灞炴恫棣栧厛浠庝腑闂寸殑鍐呮祰閬撹繘鍏ュ瀷鑵旓紱t=0.3578s鏃跺埢锛�3涓í娴囬亾鐨勯噾灞炴恫鍦ㄤ腑蹇冩眹娴侊紱t=0.3889s鏃跺埢锛屾暣涓瀷鑵旂殑杞粨澶ч儴鍒嗗~鍏呭畬姣曪紱t=0.3966s鏃跺埢锛屾暣涓摳浠跺熀鏈厖濉畬姣曘€備粠閲戝睘娑茶繘鍏ュ唴娴囬亾寮€濮嬪埌濉厖瀹屾垚锛屼骇鍝佸~鍏呭叏绋嬫椂闂翠负0.0388s銆備粠鍥�4d鍙互鐪嬪嚭锛孉鍖哄煙鏍囪鐨勬偓缃瓟鏈畬鎴愬厖濉紝姝ゆ椂璇ュ尯鍩熷懆鍥村凡缁忚閲戝睘娑插寘鍥达紝鍗峰叆璇ュ鐨勬皵浣撳皢闅句互鎺掑嚭锛岄渶瑕佸娴囨敞绯荤粺杩涜浼樺寲銆�
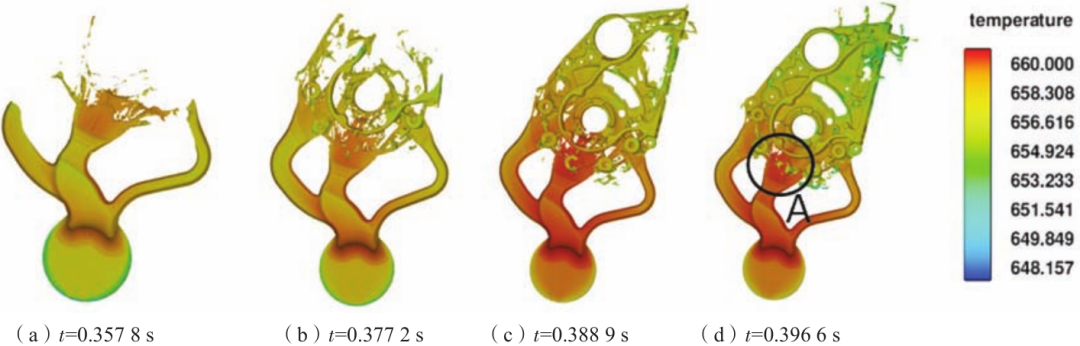
鍥�4 鍏呭瀷杩囩▼鏁板€兼ā鎷熺粨鏋�
3.3 浼樺寲鏂规
聽 聽 聽 鏍规嵁閾镐欢鐨勭粨鏋勭壒鐐瑰拰鍒濆宸ヨ壓鏂规鏁板€兼ā鎷熺粨鏋滐紝灏嗕腑闂寸殑鍐呮祰閬撳垎涓轰袱鏀紝璋冩暣杩涙枡鐨勮搴︽湁鍒╀簬浼樺厛鍏呭~閾镐欢鍓嶇鐨勫帤澹佸尯鍩熴€備紭鍖栧悗鐨勫唴娴囬亾璁捐濡傚浘5鎵€绀恒€�
鍥�5 浼樺寲鍚庣殑娴囨敞绯荤粺
聽 聽 聽 娴囨敞绯荤粺浼樺寲鍚庨摳浠跺厖鍨嬭繃绋嬫暟鍊兼ā鎷熺粨鏋滃鍥�6鎵€绀猴紝鐢卞浘鍙锛宼=0.3694s鏃跺埢锛岄噾灞炴恫閫氳繃鍐呮祰閬撳紑濮嬪厖濉瀷鑵旓紱t=0.3852s鏃跺埢锛屽紑濮嬪厖濉腑蹇冭酱鎵垮瓟浣嶇疆锛岄噾灞炴恫娴佸姩骞崇ǔ锛泃=0.3927s鏃跺埢锛岄鍏堣繘鍏ュ瀷鑵旂殑閲戝睘娑茶繘鍏ユ孩娴佹Ы锛屽皢澶规潅鐨勬皵浣撲笌姘у寲鐗╁甫鍏ユ孩娴佹Ы锛屾鏃跺帇閾镐欢鍩烘湰鍏呭~瀹屾瘯锛屼笌鍒濆宸ヨ壓鐩告瘮锛屾湁缂洪櫡鐨勬偓缃瓟鍖哄煙鍏呭瀷鐘跺喌鑹ソ锛泃=0.4004s鏃跺埢鍏呭瀷瀹屾瘯锛屽厖鍨嬭繃绋嬫椂闀跨害涓�0.031s锛岄噾灞炴恫鍏呭~椤哄簭鑹ソ锛岄摳浠惰疆寤撴竻鏅般€�
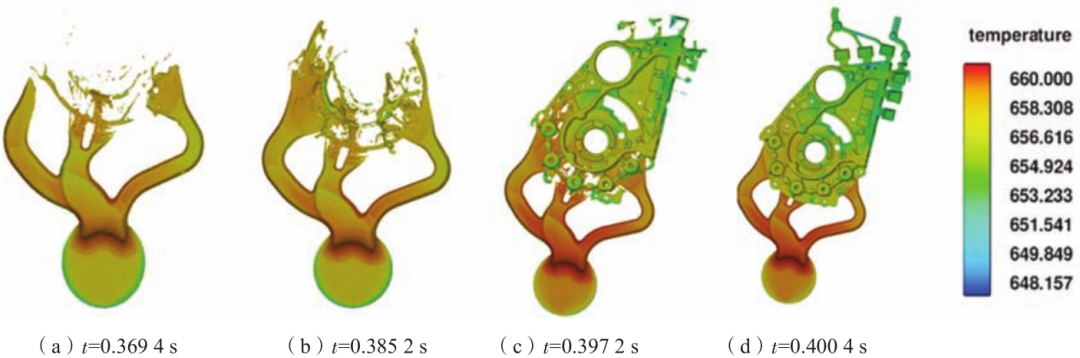
鍥�6 浼樺寲娴囨敞绯荤粺鍚庡厖鍨嬭繃绋嬫暟鍊兼ā鎷熺粨鏋�
4銆佸眬閮ㄦ尋鍘嬪伐鑹�
聽 聽 聽 鏍规嵁浼樺寲宸ヨ壓璁捐鍒跺妯″叿骞惰繘琛岃瘯浜э紝閾濆悎閲戞潗鏂欓€夋嫨ADC12锛屽帇閾告満涓篋CC800T鍗у鍐峰鍘嬮摳鏈猴紝鍘嬮摳杩囩▼涓妯″叿鍨嬭厰鎶界湡绌猴紝浠ュ噺灏戦摑娑叉祦鍔ㄨ繃绋嬪す鏉傚拰姘斾綋鍗峰叆閲忥紝鎻愰珮濉厖璐ㄩ噺銆傜粡X灏勭嚎鏃犳崯鎺激妫€娴嬪彂鐜帮紝浜у搧閮ㄥ垎浣嶇疆瀛樺湪杈冨缂╂澗锛屽鍥�7鎵€绀恒€傚垎鏋愯缂洪櫡浜х敓鐨勫師鍥犳槸姝ゅ澹佸帤灏哄杈冨ぇ锛屽嚌鍥鸿緝鏅氾紝涓績鐑妭琛ョ缉涓嶈冻銆傜患鍚堣€冭檻妯″叿缁撴瀯涓庣敓浜у疄闄呮儏鍐碉紝纭畾閲囩敤灞€閮ㄦ尋鍘嬪伐鑹鸿繘琛屼紭鍖栥€�
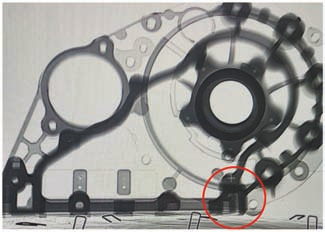
鍥�7 鏃犳崯鎺激缁撴灉
聽 聽 聽 灞€閮ㄦ尋鍘嬫槸鍦ㄦā鍏蜂腑澧炲姞鎸ゅ帇閿€锛岄€氳繃娌圭几鎺ㄥ姩鎸ゅ帇閿€锛屽閾镐欢缂╁瓟閮ㄤ綅鍔犲帇锛屽己鍒惰ˉ缂╋紝鍙幏寰楅珮鍝佽川鐨勫帇閾镐欢銆傛尋鍘嬩綅缃鍥�8鎵€绀猴紝璁剧疆涓ゆ敮鐩村緞鍒嗗埆涓�9mm涓�6mm鐨勬尋鍘嬮攢銆�
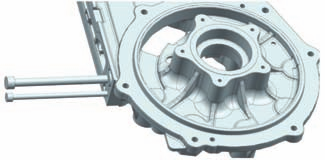
鍥�8 灞€閮ㄦ尋鍘嬭璁�
鎸ゅ帇娌圭几鐩村緞鐨勯€夊彇鐢卞紡锛�3锛夌‘瀹氾細
聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽聽 P绯荤粺娌瑰帇S娌圭几聽=P鎸ゅ帇S鎸ゅ帇閿€聽聽 锛�3锛�
聽 聽 聽 浜у搧鍒堕€犻噰鐢ㄥ姏鍔睤CC800T鍘嬮摳鏈猴紝璇ヨ澶囩殑P绯荤粺娌瑰帇聽涓�14MPa锛孭鎸ゅ帇鐨勬暟鍊间负閾搁€犲簲鍔涚殑3~4鍊嶏紝鍙�360MPa锛孲鎸ゅ帇閿€涓烘尋鍘嬮攢鎴潰绉紝璁$畻寰楁补缂稿唴寰勪负57mm銆傝€冭檻鍒版尋鍘嬭繃绋嬩腑鎸ゅ帇閿€涓庢尋鍘嬪闂存湁涓€瀹氭粦鍔ㄩ棿闅欙紝閾濆睉瀹规槗杩涘叆锛岄€犳垚鎽╂摝鍔涘澶э紝灏嗘补缂稿唴寰勫悜涓婇€夊彇涓�80mm锛屼互鍏嬫湇杩愬姩闃诲姏鍜屾満姊拌兘娑堣€椼€�
聽 聽 聽 鎸ゅ帇寤惰繜鏃堕棿鏄厖鍨嬪畬鎴愬悗鑷冲眬閮ㄦ尋鍘嬪紑濮嬬殑鏃堕棿锛屽湪閾搁€犺繃绋嬩腑锛屽綋閲戝睘娑插浜庡崐鍥烘€佺姸鎬佹椂寮€濮嬫尋鍘嬪彲浠ヨ幏寰楁渶浣崇殑鎸ゅ帇鏁堟灉銆傛尋鍘嬫寔缁椂闂存槸鎸囨尋鍘嬮攢寮€濮嬫尋鍘嬬洿鍒板洖閫€鏃舵墍鎸佺画鐨勬椂闂淬€傞€氳繃璇曢獙锛岀‘瀹氬欢杩熸椂闂翠负1.5s锛屾寔缁椂闂翠负10s銆�
聽 聽 聽 瀵规ā鍏风粨鏋勪紭鍖栧悗杩涜鐢熶骇锛岀粡妫€楠岋紝璁剧疆灞€閮ㄦ尋鍘嬪悗鐨勫帇閾镐欢浜у搧璐ㄩ噺鑹ソ锛孹灏勭嚎鎺激缁撴灉濡傚浘9鎵€绀猴紝鏃犳槑鏄惧瓟娲炵己闄枫€�
鍥�9 宸ヨ壓浼樺寲鍚庨摳浠舵棤鎹熸帰浼ょ粨鏋�
5銆佺粨鏉熻
聽 聽 聽 锛�1锛夐€氳繃瀵归摑鍚堥噾鍚庣鐩栫粨鏋勫伐鑹烘€у垎鏋愩€佸帇閾稿伐鑹鸿璁″拰鏁板€兼ā鎷熶紭鍖栵紝骞堕噰鍙栨敼鍙樺唴娴囬亾鏁伴噺鍜岃搴﹀伐鑹烘帾鏂斤紝瀹炵幇浜嗛噾灞炴恫椤哄簭濉厖銆�
聽 聽 聽 锛�2锛夊湪鍘氬鍖哄煙璁捐灞€閮ㄦ尋鍘嬪伐鑹猴紝寤惰繜鏃堕棿1.5s锛屾寔缁椂闂�10s锛屾秷闄や簡璇ュ尯缂╁瓟缂洪櫡锛屽緱鍒板悎鏍奸摳浠躲€�
浣滆€�
鏉庡厜娴�
瀹佹尝鍗氬ぇ鏈烘鏈夐檺鍏徃
钁h秴濂� 鍗俊瀛� 瀛欏疂瀵� 鏉熷閬�
瀹佹尝澶у鏈烘宸ョ▼涓庡姏瀛﹀闄�
娴欐睙鐪侀浂浠惰涧鍒舵垚褰㈡妧鏈爺绌堕噸鐐瑰疄楠屽
鏈枃鏉ヨ嚜锛氶摳閫犳潅蹇�



鍏嶈矗澹版槑锛氶櫎娉ㄦ槑鍘熷垱鍙婃槑纭爣娉ㄦ潵婧愬锛屾枃绔�绯荤綉缁滆浆杞斤紝鐗堟潈褰掑師浣滆€呮墍鏈夈€備絾鍥犺浆杞戒紬澶氾紝鎴栨棤娉曠‘璁ょ湡姝e師濮嬩綔鑰咃紝鏁呬粎鏍囨槑杞浇鏉ユ簮锛屽鏍囬敊鏉ユ簮锛屾秹鍙婁綔鍝佺増鏉冮棶棰橈紝璇蜂笌鎴戜滑鑱旂郴锛屾垜浠皢鍦ㄧ涓€鏃堕棿鍗忓晢鐗堟潈闂鎴栧垹闄ゅ唴瀹�锛�
娆㈣繋澶у鐐瑰嚮闃呰鍘熸枃锛岃繘鍏ヨ鍧涜繘琛岃璁恒€�
鏁闀挎寜涓嬫柟鐨勪簩缁寸爜鍏虫敞鎴戜滑锛屼互渚胯幏鍙栨渶鏂扮殑璧勮淇℃伅銆�
鎴栬€呮悳绱㈠叕浼楀彿RJGRZM
