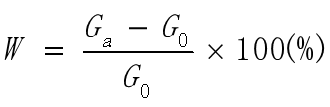
纺织材料中水分的重量占材料干重的百分比称之为回潮率。回潮率广泛应用于纺织界。设试样的干重为G0,试样的湿重为Ga,则回潮率W为:
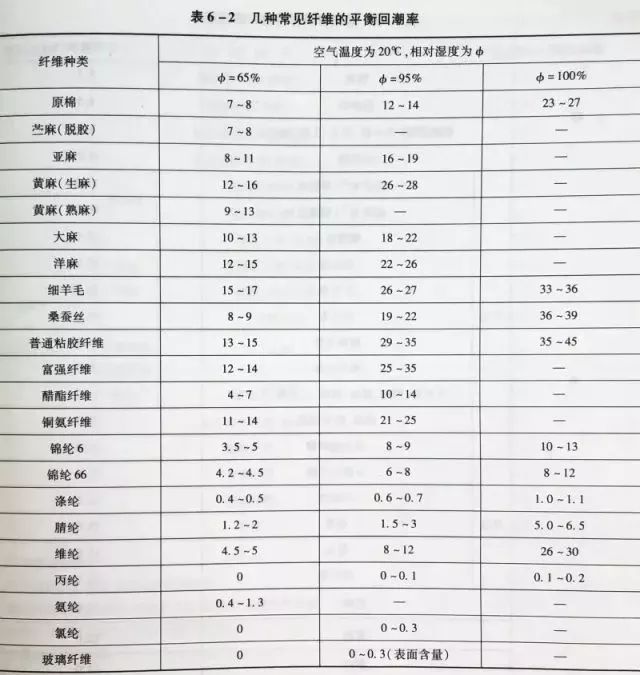
几种常见纤维在不同相对湿度下的回潮率见下表:
重量是贸易计价和成本核算时的重要依据,回潮率不同,重量就不同。而在贸易和成本计算中,纺织材料并不一定处于标准状态,即使是在标准状态下同一种纤维材料的实际回潮率也不一定是一个常量。
为了计重和核价的方便性需要,就必须对各种纤维材料及其制品认为制定一个标准值,这个标准值称之为公定回潮率(纺织材料回潮率的约定值),应该注意公定回潮率的值是纯属为了工作方便而认为选定的,它接近于标准状态下回潮率的平均值。
各国对于纺织材料公定回潮率的规定通常是根据自己的实际情况来制定的,所以并不一致,但差异不大。
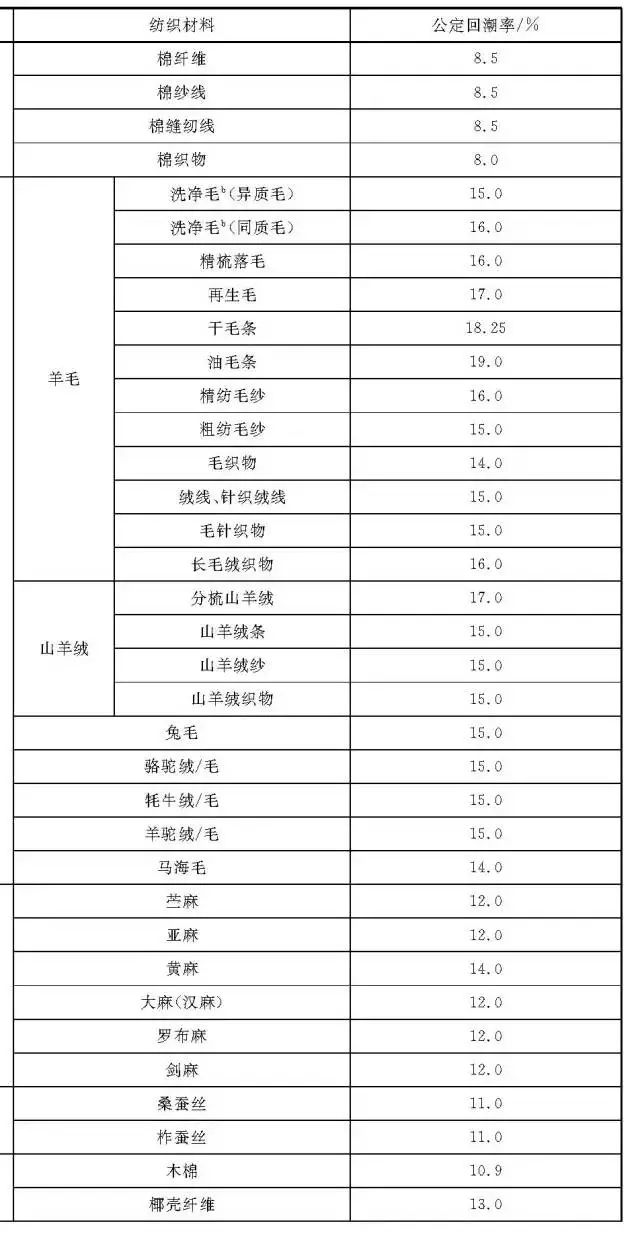
我国常见纺织材料的公定回潮率见表:
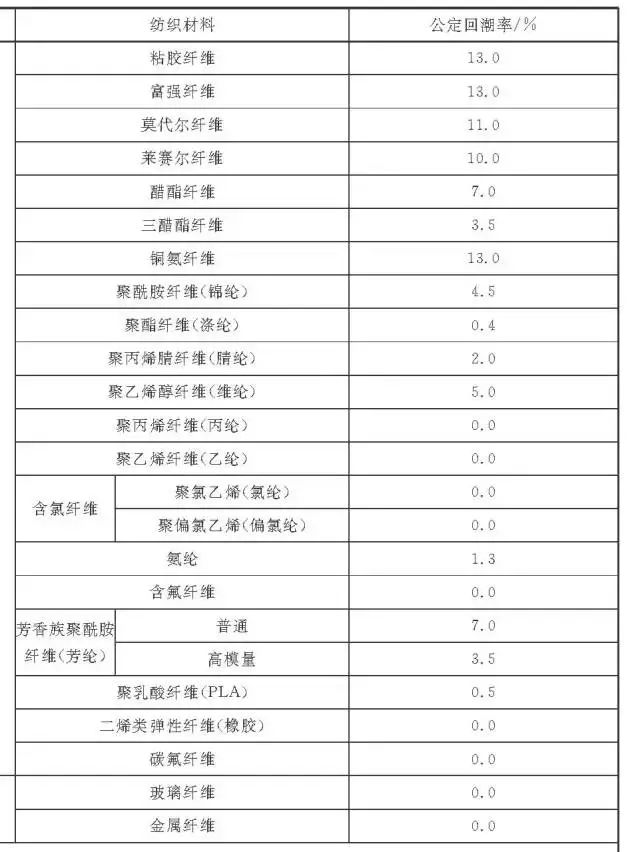
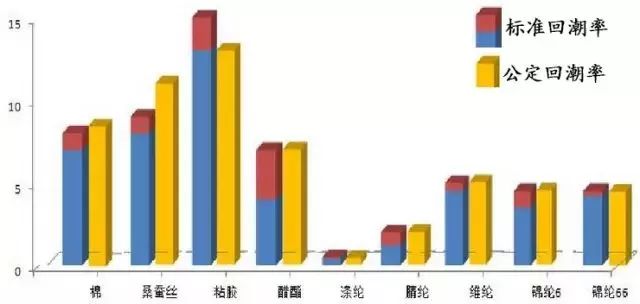
❂ 标准回潮率和公定回潮率对比
纺织材料实际所处换定下所具有的回潮率,又称实测回潮率。实际回潮率代表了材料当时的含湿情况。
由几种纤维混合的原料,混梳毛条或混纺纱线的公定回潮率,可以通过干重混合比加权平均计算获得(其它重量的混纺比,如公定重量混纺比,可参照下面的方法计算),并约至小数点后一位。下面以混纺纱为例来说明。
设P1,P2,…,Pn分别为纱中第一种,第二种,…第n种纤维成分的干燥重量百分率(%),W1,W2,…,Wn分别为第一种、第二种,…,第n种对应原料纯纺纱线的公定回潮率(%),则混纺纱的公定回潮率W混为:
W混=(P1W1+P2W2+…+PnWn)×100%
如65/35涤棉混纺纱的公定回潮率按上式计算其公定回潮率为:
W混=(65%×0.4%+35%×8.5%)×100%=3.24%
影响纤维回潮率的原因有内因和外因两方面:
伴生物和杂质 不同伴生物和杂质影响不同。棉纤维中棉蜡,毛纤维中油脂使吸湿能力减弱;麻纤维的果胶和蚕丝的丝胶使吸湿能力增强。
2、外因
1、对重量的影响
回潮率的变化当然会造成纺织材料的重量的变化,这里需要强调的是在贸易中是以公定重量作为货款基准的,否则不是买方吃亏(材料偏于潮湿)就是卖方吃亏(材料偏干燥),失去贸易的公允,这也是贸易纠纷的主要原因之一;在生产中,进行单位长度的重量控制(定量控制),纤维材料的重量随吸着水分量的增加而成比例地增加。
2、对长度和横截面积的影响
回潮率增大会使纤维体积膨胀,且即横向膨胀远远大于纵向膨胀。
原因:大分子沿轴向排列,吸湿后分子间距增大,而大分子的长度不会增长。
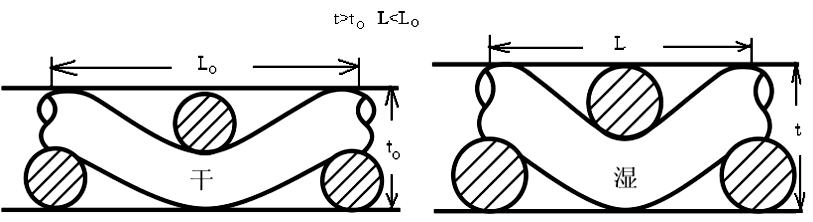
织物吸湿前后织物结构的变化
纤维吸湿膨胀不仅是纤维变粗、变硬,而且也是造成织物收缩(缩水)的原因之一。织物进水后,纤维吸湿膨胀,使纱线直径变粗,织物中纱线的弯曲程度增大,同事互相挤紧,是织物在经向或纬向比吸湿钱需要占用更长的纱线,其结果是使织物收缩。不过纤维的吸湿膨胀也有有利的一面,如水龙带和雨衣可以利用它们遇水后纤维吸湿变粗是织物更加紧密,而使水更难通过。膨胀在织物的起皱、干燥和染色等工艺过程中也是一个重要因素。
3、对密度的影响
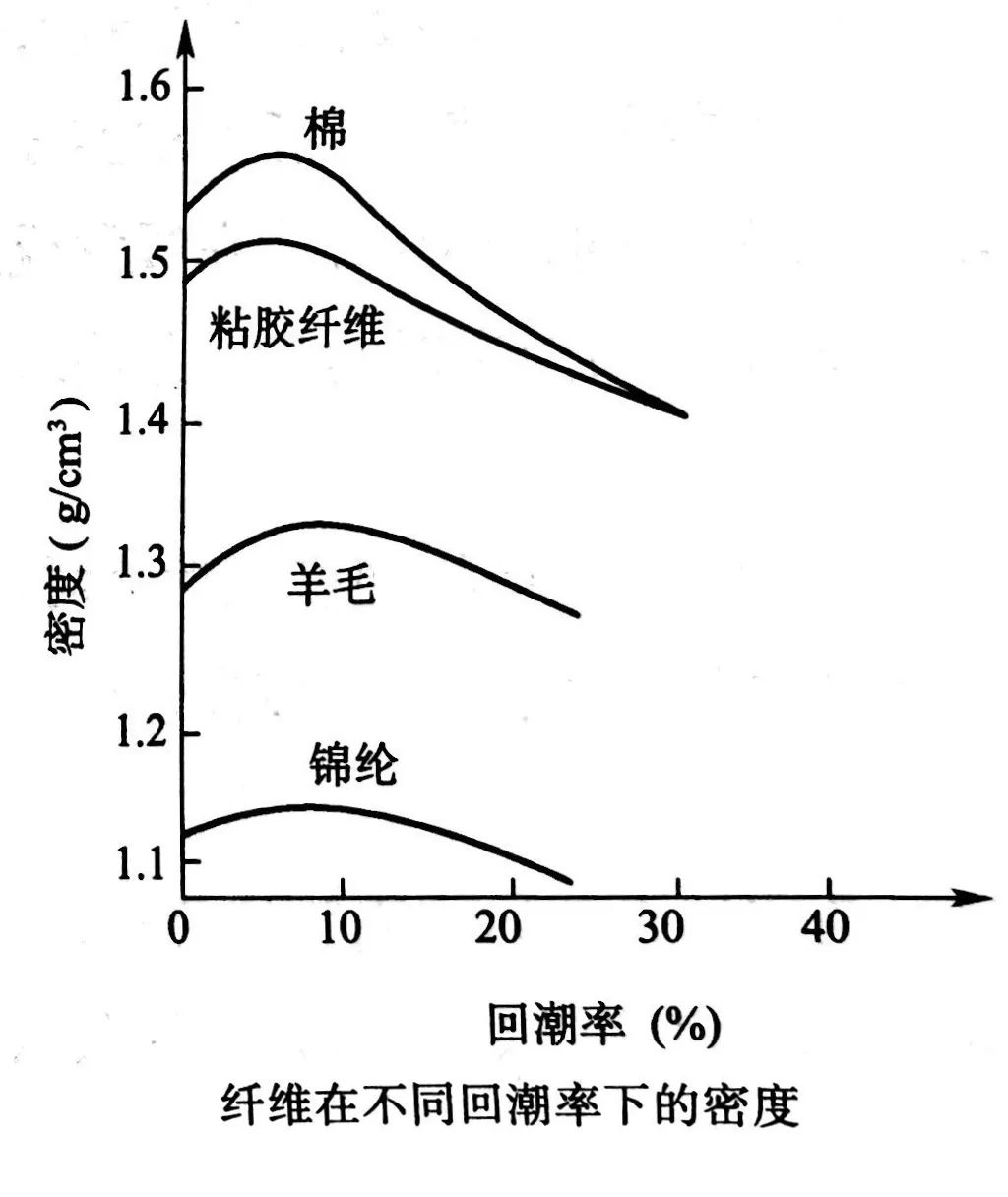
从上图可以看出。纤维的密度随着回潮率的增加密度先上升而后下降。
4、对机械性质的影响
对于大多数纤维而言,其强力随着回潮率的增加而下降,少数纤维几乎不变,个别纤维(棉、麻)的强力上升。绝大多数纤维的断裂伸长率随着回潮率的增加而上升,少数纤维几乎不变。这主要由于水分子进入之后拆开了大分子之间的交联,分子间力减小,大分子易滑脱,故强力降低。

随着回潮率的增加,纤维变得柔软容易变形,模量下降,容易缠结,而较密实的织物则由于纤维的捧场而变得僵硬;纤维表面的摩擦因数随着回潮率的增加而变大。
回潮率的变化导致纤维机械性能的改变,而机械性能的改变又影响纺织的加工和产品的质量。如回潮率过低,则会使纤维的刚性变大而发脆,加工中易断裂,静电现象也明显;回潮率过高,则会使纤维不易松开,其中的杂质难以清除,容易相互纠缠扭结,易于缠绕机器上的部件,会造成梳理、牵伸、织造等工艺的波动。抱合性的改变同样会使纱线的结构和织物质量改变,会造成纱线强力、毛羽、条干、织物尺寸、织物密度等的不稳定或变化等。
5、对热学性质的影响
纺织材料随着回潮率的增加其保温性能逐渐下降,冰凉感增加,点燃温度上升,玻璃化温度下降,热收缩率上升,抗熔孔能力有所改善。回潮率的变化对材料热学性质的影响很大。
6、对电学性质的影响
纺织材料属于绝缘材料,但其绝缘性能会随着回潮率的增加而下降,介电损耗增大,静电现象会有所降低。
7、对光学性质的影响
回潮率升高时,纤维的光折射率下降。光的吸收会增加,颜色会变深,光降解和老化会加剧。
来源:色尙纺布博士