点击上方蓝字关注我们!

随着电动汽车不断的改进和推广,电工钢需求增长,预计到2027年电工钢市场的增长率将达到7.5%。无论是取向还是无取向钢种,无论是薄还是超薄规格,都具有强度高、重量轻和性能优等特点,对未来的电动汽车至关重要。然而,薄规格、高磁导率取向和无取向电工钢的生产具有挑战性,需要在提高产能的同时保证质量。
现在,普锐特冶金技术能够提供轧制这些极硬材料的技术和方案,而且还将不断改进。
规格薄,强度高,
轧制难度大
电工钢中的硅含量最高可达6.5%,其中典型商用钢种的硅含量最高为3.2%。硅含量增加意味着电阻增大。这类钢种通常轧制成薄和超薄规格,即0.25毫米及以下。厚度、强度和硅含量是其特性指标。不过,由于硬度和脆性增大的缘故,所有这些参数都对电工钢的可轧制性有影响。因此,对钢铁生产企业来说,这类钢种的轧制带来了更大的挑战。
这些特别脆的钢种在冷轧时遇到的挑战包括工作辊变形、厚度不均匀(尤其是在带钢边缘,称为边降)、边缘开裂和热滑伤等。面对这些会造成产量和质量下降的问题,钢铁生产企业必须克服困难,达到极高的质量标准和收得率水平,才能满足增长的需求。
普锐特冶金技术的解决方案
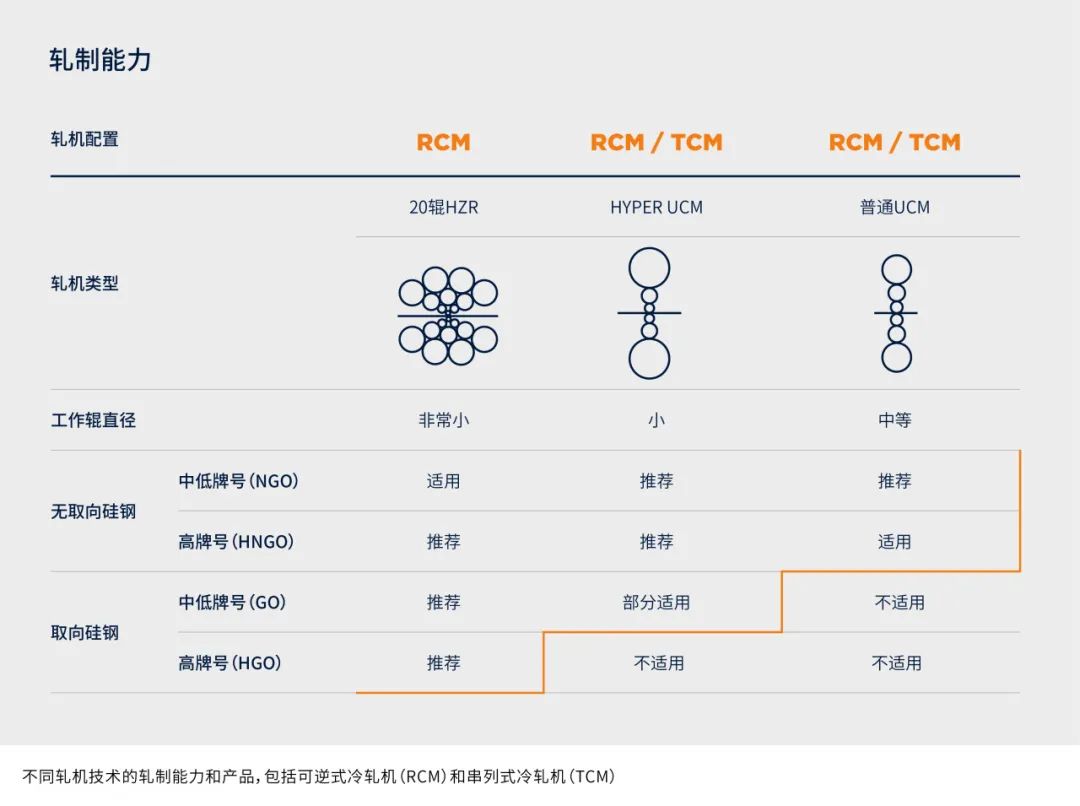
6辊万能凸度控制轧机
Hyper UC-Mill

普锐特冶金技术开发了6辊万能凸度控制轧机Hyper UC-Mill,其工作辊直径比普通UC-Mill减小了大约20 – 40%,从而能够达到更大的压下量。Hyper UC-Mill的工作辊直径与带钢最大宽度的比值能够达到20%。这一比值对高硅电工钢(比如高磁导率无取向电工钢)乃至先进高强钢(AHSS)的轧制都非常合适。
该方案还有更多的创新
● 为达到精确的边降和平直度控制而结合采用了工作辊窜辊、中间辊窜辊、工作辊弯辊和中间辊弯辊
● 液压缸通过“窜动”工作辊而起到补偿作用,以达到稳定的轧制力和平直度指标
● 窜辊使压下量和板形保持不变,意味着改善平直度
最少油量
最佳效果
在整个轧制过程中,需要采用多种方法使带钢稳定在一定温度,包括带钢冷却、工作辊冷却、带钢速度变化、轧制道次分布和感应加热。如果带钢温度太低,可能会发生边缘开裂和断带;而如果带钢温度太高,则可能出现热滑伤或表面缺陷。
微量润滑技术
在进行工作辊冷却时,乳化液润滑是保持温度的一种有效手段。为了保证最大限度减少乳化液的使用量,普锐特冶金技术开发了微量润滑技术,将轧制油雾化后喷射到工作辊表面。它在工作辊表面形成一层油膜,从而改善摩擦条件。这层油膜非常薄,意味着带钢温度不会受到影响。由于摩擦减小,加上油膜具有隔热的作用,轧制过程中的带钢温度能够保持稳定。先进的润滑方案和温度控制系统的结合提高了效率,降低了成本,提高了产品质量的一贯稳定性。
更薄
更快
随着电动汽车日益普及,电工钢在钢铁市场中的份额将会逐渐增加。然而,需求的增长也将对质量、性能和厚度规格提出更高的要求。生产企业将会面临以更快的速度和更高的精度提供优质电工钢的挑战。
Hyper UC-Mill能够改善带钢的厚度和质量指标,而串列式冷轧机采用Hyper UC-Mill设计意味着更快地达到更薄的规格。不过,虽然大多数Hyper UC-Mill都适合于不同类型无取向电工钢的轧制,但ZR轧机为更高硬度材料达到更薄的规格带来了机会。
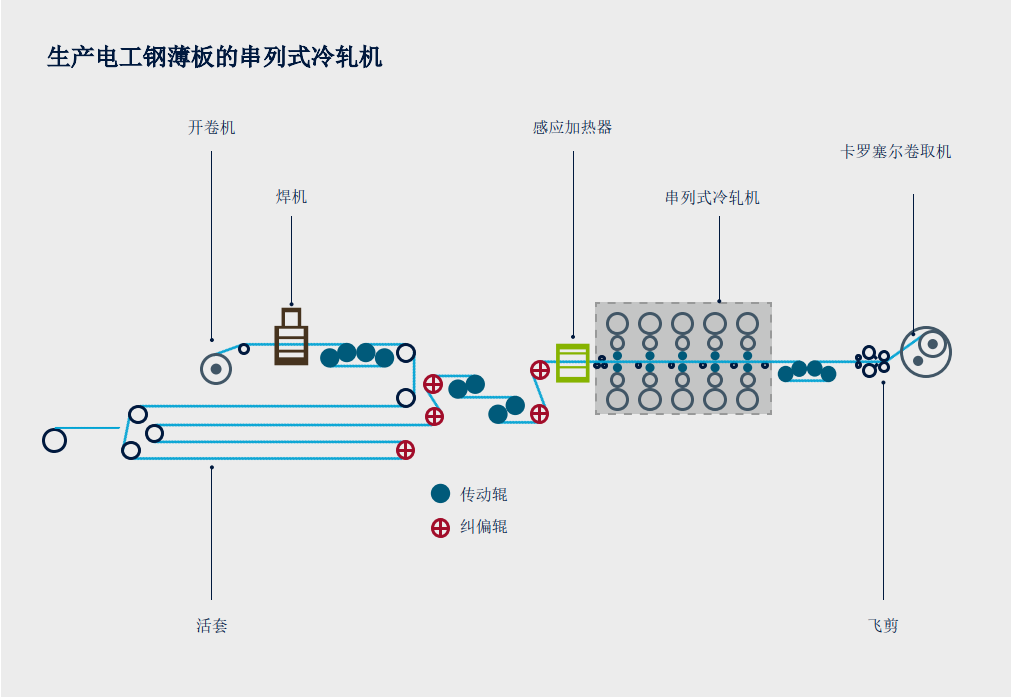
▲滑动查看串列式冷轧机的典型配置
HZ轧机
普锐特冶金技术开发了分体式牌坊的ZR轧机,即HZ轧机。它增大了辊缝开口度,使穿带操作变得容易。它的辊径配置十分灵活,在其他方面也有改进。依靠它,普锐特冶金技术为UC轧机和ZR轧机确立了新标准。
Hyper UC-Mill和HZ轧机都能够以稳定的高质量高效率地生产取向和无取向电工钢,从而满足今后不断增长的市场需求。

免责声明:本公众号除原创图文之外,其他内容的版权及责任均由原发布者所有。如有版权问,请联系小编。