经典好文,点击阅读:汽车模具冲压分析:汽车件冲压起皱、开裂问题很揪心、试试这几种方法
实战案例分享:五金模具设计的工厂实战案例,步骤详细,过程

产品展开主要目的是获得产品在没有成型之前所需材料尺寸,目前所有产品展开计算公式都为经验总结获得。所以,不管是哪个公司、哪个公式都不可能做到百分百准确。
展开基本计算公式:
产品尺寸=料内+料内+补偿款
注:料内指材料靠近折弯两侧直段长度

从上述公式可以发现,其实展开就是计算补偿量。
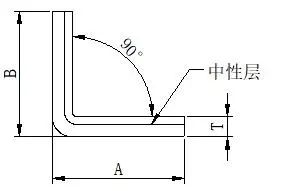
通过实际案例可以发现,材料在折弯后,靠近折弯内侧材料被压缩(出现堆料),靠近折弯外侧被拉伸(出现龟裂)。而在材料拉伸于压缩中间某个位置材料处于不变状态,我们将这个位置称为“中性层”。
实际可以理解为补偿量长度就是中性层长度。中性层在什么位置?究竟该如何确定呢?

中性层位置实际并不存在,只是我们人为想象出来用来表达位置而已,每个公司对中性层位置确定都不太一样,我们来看看富士康是如何计算的。
L=[A-T*tan(α/2)]+[B-T*tan(α/2)]+T/3*α
α:单位为rad
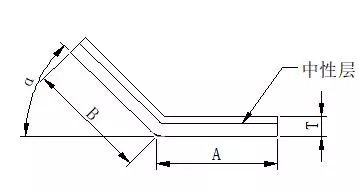
▲折弯匹配图
实际,总结起来就是材料内侧圆弧向外偏移T/3即可。这就是对于折弯角度非90°、折弯内R非尖角计算公式。
为了让大家直接使用计算方式,小编将以最简化公式给大家进行分析,如下图:
折弯内R=0
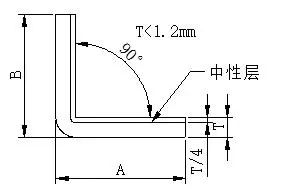
▲补偿量:0.4T
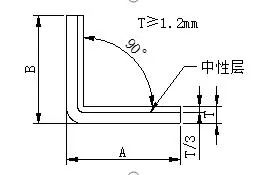
▲补偿量:0.5T
折弯内R≠0
R≥5T时: λ=T/2
1T≤R<5T λ=T/3
0<R<T λ=T/4
▲带内R
Z折展开方式及折弯结构选择,折弯次数确定依据:
(1)、当C≥5时,一般分两次成型,按两个90°折弯计算(需考虑折弯冲头强度),公式如下:
L=A-T+C+B+2K
(2)、当3T<C<5时(一次成型),公式如下:
L=A-T+C+B+K
(3)、当C≤3T时(一次成型),公式如下:
L=A-T+C+B+K/2
注:K表示补偿量数值
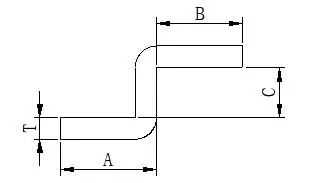
▲Z折计算公式示意图
ps:展开在手法,并非公式,切记!
今天的文章就先分享到这里,明日继续更新。
加群方式:
扫描/识别下方二维码加群或添加公众号小编微信,并邀请进群
QQ交流学习群(1011032507)
PS :已在学院其他学习群者请勿重复添加!
扫描/识别二维码加入QQ群