换阳极,是铝电解生产中的重中之重。
在预焙电解槽中,阳极的使用周期为28~31d,当阳极达到使用周期时,残极厚度约为15~17cm,如果继续使用,就会发生阳极钢爪熔化现象。这时,应根据预焙阳极结构设计和组装情况,在保持一定残极高度情况下及时更换阳极,从而保证铝电解槽的正常稳定运行。
换极前准备工作
1) 换极前认真测量电解质水平,电解质水平低于17cm 时,必须从邻近槽倒入热电解质,电解质达到要求后再进行换极作业。
2) 打磨阳极导杆,对阳极大母线进行清灰,降低阳极压降。
3) 换极前先确认电解槽噪声,若电解槽噪声较大,处理正常后再进行换极。
工作一般步骤:确认槽号、极号—联系计算机—备块—准备好换极工具---揭开槽罩—扒料—开口—拔出残极—画线—勾块—捞渣—新极定位,新极设置高度—收边—上料—清扫卫生,盖槽罩—巡视电压。
以下是操作视频:

1)揭开槽罩:以所换极为中心,视极数揭开三块或四块槽罩。 2)扒料:用铝耙呈扇形将应换极上的氧化铝浮料和边部可扒出的电解质块。 3)联系计算机:按槽控箱上的‘更换阳极’键,与计算机取得联系。 4)开缝:指挥天车工下降多功能机组打壳装置,打开拟换极四周的结壳,(靠邻前两天所换极一侧不需开口),当换两块极时,必须打开两块极中间结壳。 5)拔出残极:,指挥天车工下降多功能机组,阳极提升装置,卡住导杆,下降阳极扳手,旋松卡具,缓慢地将阳极拔出,并吊离电解槽至通道位置。 6) 画线:用卡尺底部水平贴紧残极底掌,把水平母线上的下划线与卡尺对齐并在卡尺上画线,同时观察阳极的形状,看阳极是否有长包、掉角、氧化、化爪、裂纹等异常现象并作记录,然后指挥天车把残极吊至残极清理架放好。 7)勾块,进行“三摸一推” :大钩等工具把落入槽内的块勾出来。 ①摸炉底情况。察看炉底是否有沉淀、结壳块、阴极破损等,进行处理并记录; ②摸相邻残极的情况。检查邻极是否有裂纹、长包、化爪等异常,如有裂纹、化爪则提前换极,如有长包则提极清理,并记录清楚; 8)新极定位:天车工把残极吊至残极清理架上后,吊回一块新极,用卡尺底部水平贴紧新极底掌,以卡尺上划线为基准在新极导杆上水平画定位线,导杆上定位线应比卡尺上定位线低1.5~2cm。这是为了让新阳极能跟上其他阳极的消耗。在此过程,注意检查阳极是否合格,不合格的不能用。换极注意事项:
1) 阳极上浮料务必扒干净,开边尽可能开成U字形,防止中缝大块进入电解槽。若起极时中缝浮料或者大块进入电解槽,轻则破坏电解槽物料平衡,重则造成电解槽掉电压甚至电解槽滚铝。
2) 利用换极机会,处理炉底结壳。在换极时,人工利用自制扁铲、尖头钢钎等专用工具,打捞炉底结壳和炉底沉淀,辅助形成规整的炉膛。
3) 提高新极定位准确性,防止阳极设置偏差引起的电压摆、脱极。在生产实践中,自主开发激光定位换极小车替代传统的兜尺进行定位,提高定位准确性。
4) 加强换极团队协作,提高换极速度。尽可能压缩换极时间,换极后立即收边,添加保温料,盖好槽罩板,减少换极的热量损失,防止因热量损失大造成电压爬升,超出操控机浓度控制范围后,压极距导致电压针摆增大。
5) 换极后复紧卡具,处理卡压,防止阳极下滑造成电压摆。
阳极被称为电解槽心脏,一定要确保操作正常。出现异常要及时处理,决不能拖延,否则会出现大问题,后悔晚矣。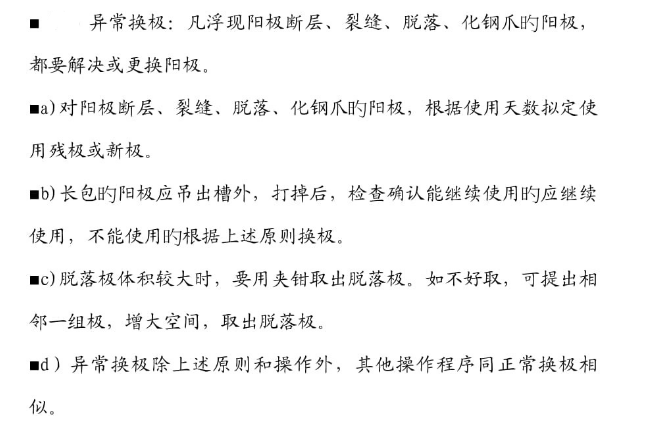
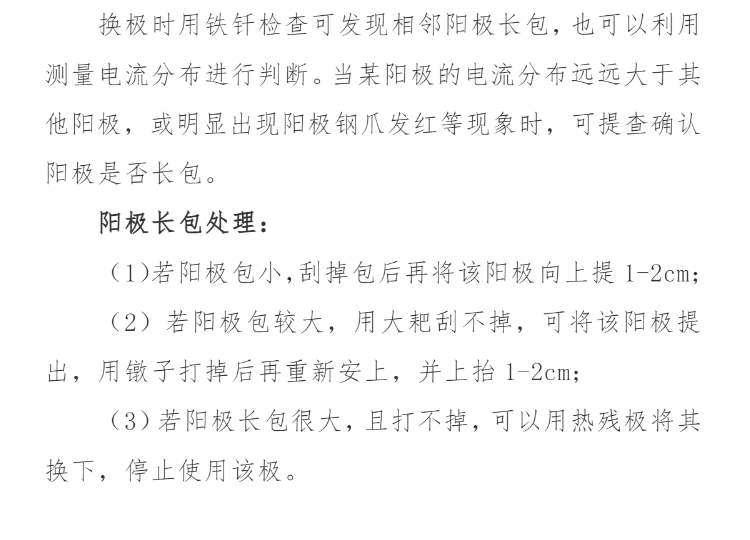
异常换极之阳极长包处理方法:

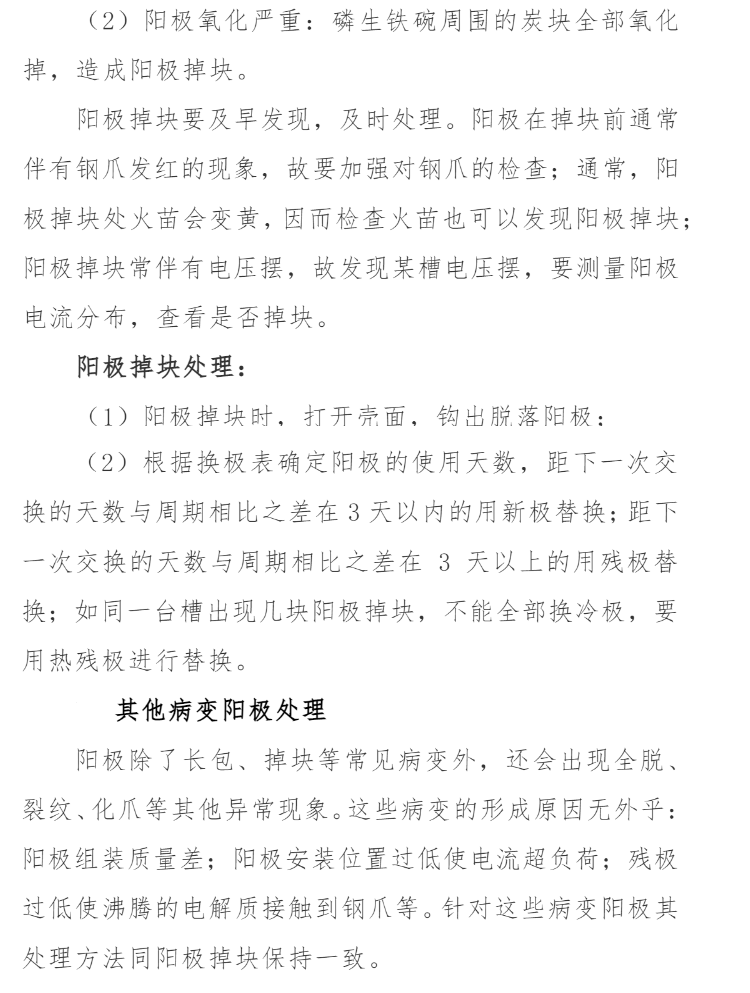
 异常换极之阳极掉块处理方法:
异常换极之阳极掉块处理方法:

下面来看一下国外换极视频,对比一下:
换极中的安全工作也一定要注意,不然发生烫伤烧伤就不好了。生产中,每次更换阳极都是对电解槽的一次干扰,更换阳极后电解槽物料和能量平衡遭到破坏、电流分布发生变化,并且在操作过程中搅动铝液加速了铝的二次反应,降低电流效率;另外,如果操作不规范,壳面块打捞不干净,还会造成阳极长包甚至发生滚铝事故等。为减少换极对电解槽的干扰,各大电解铝厂都对换极作业提出了严格的操作标准,更有许多厂拍了标准作业视频,安全教育视频,目的只有一个,把换阳极做好。