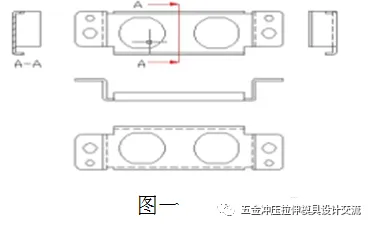
一﹒载入或绘制产品图(如图一)
二﹒产品图展开
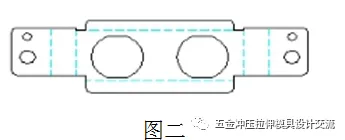
使用者可运用接合法展开将产品图展开﹐再运用单断面展开校核展开长度. 【注】
1.运用PressCAD软件之接合法展开与运用一般CAD功能展开之区别:
PressCAD软件之接合法展开可自动加补正值,而一般CAD功能展开则需设计者手动加补正值.
2.运用接合法展开,若图面复杂,删除料厚(圆角)容易出错, 可运用单断面展开之长度校核.
3.运用接合法展开,选择基准点宜选择其基准边之中点.
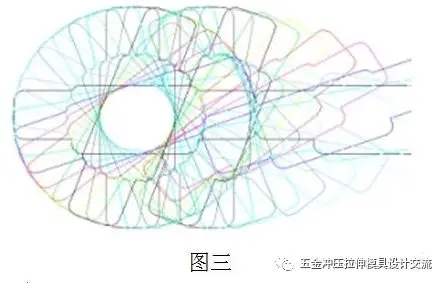
三﹒材料使用率计算
【注】
1.必须将成品之外形串接成复线图元,再执行本功能。
2.每次步进角度必须设>0,若设定为<=0则系统会自动改成1。
3.执行本指令产生的数据资料,系统将自动储存,供给<料条排列>指令抓取使用。
四﹒料带排列
【注】
1)执行本指令,不必将成品展开图之外形串接成复线(Pline)图元。
2)执行本指令,须先执行使用率计算指令,求出最佳"节距"及"旋转角度"值供系统进行料条排列。
3)系统即依所有设定值自动于料带层(MATER)绘出料带图。
五﹒料带制作
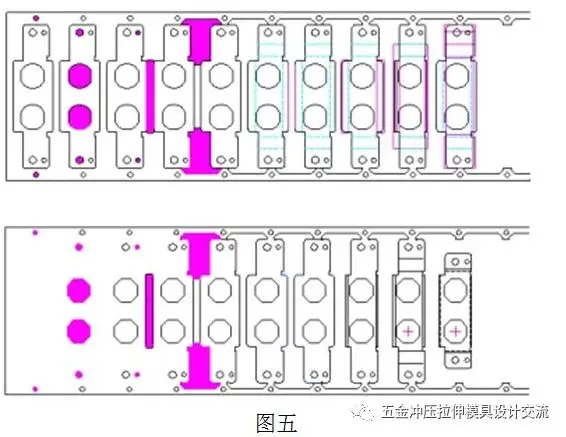
料带制作是连续模设计之核心环节,需要经验丰富的设计师来完成,任何设计软件都不能替代,当料条排列好后,设计师开始构思工站布置,依照料带图于辅助图层绘制辅助线,定出冲头之外形。
【注】 以下是工站布置过程中应考虑的事项(仅供参考):
配合制品之形状及精度等要求,选择适正的冲压加工方法.
配合制品形状及精度要求规划加工工程之顺序.
冲压加工制程条件及模具强度或刚性等之检讨.
冲压加工进行时,制品取出及废料排出之对策处理检讨.
模具之调整性和维护保护便利性等方面之考虑及检讨.
(6) 考虑模具设计之变更及工程追加之可能性.
六﹒模具总设定
料带制作OK后,设计师开始构思模具结构,设定模板厚度、材质和硬度,设定模板零件的固定方式、位置排列及其间隙配合。
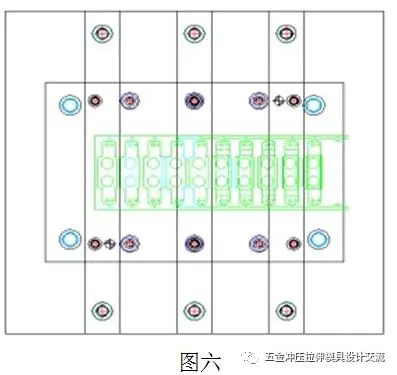
七﹒模板绘制
模具总设定OK后,设计师开始绘制模板。
【注】
(1)若直接选取已绘制好代表模板外框大小的图元绘制模板,该图元必需是复线。
(2)模板绘制OK后,设计师可直接执行料表清单指令(下拉功能表:冲模设计料表清单), 料表清单将列出模板规格, 设计师可以此规格进行模板备料.

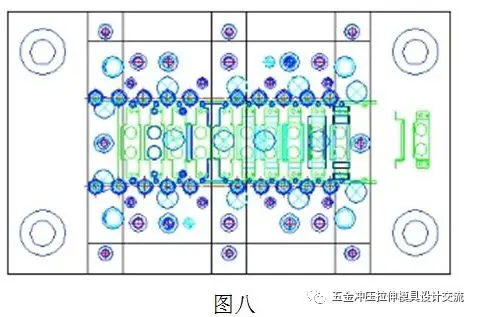
八﹒冲头、入子及其它零件绘制
模板绘制OK后,设计师可运用PressCAD功能绘制冲头、入子及其它零件。
【注】
(1) 冲头绘制完毕,可运用冲头校对功能检查冲头布置是否正确。执行冲头校对功能,需已执行过计算材料使用率与料带排列,系统记忆着正确的节距。
(2) 冲头、入子绘制完毕,若发现工站布置不理想,可运用节距移位功能修改之。
(3) 若模板零件设定绘制出错,可运用零件处理功能修改之。
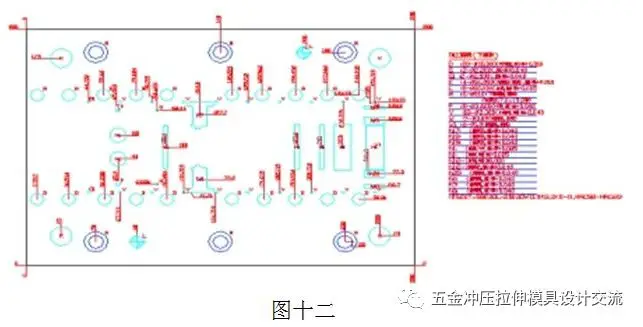
九﹒绘制模具组立图

冲头、入子及其它零件绘制OK后,设计师可开始绘制模具组立图。
【注】
(1)选取欲绘制的零件,连续模系统可自动将各不同的零件(圆形标准件),各绘制一个。
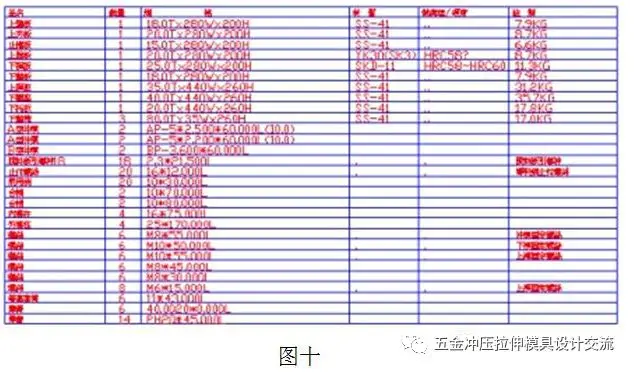
(2) 设计师可执行料表清单指令(下拉功能表:冲模 设计料表清单),料表清单可列出模板及标准件之规格。(如图十)
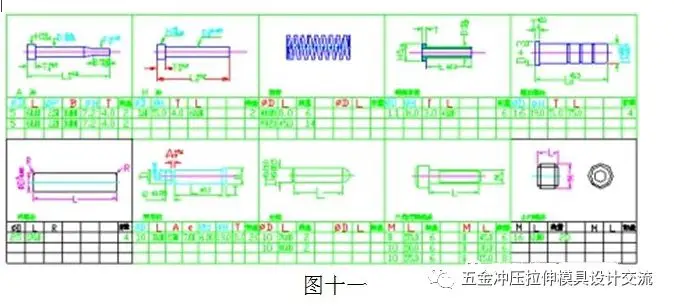
(2) 设计师可执行拆零件图指令(下拉功能表:冲模 设计拆零件图),系统将自动绘制圆形标准件,并列出标准件之规格。(如图十一)
十﹒尺寸标注与注解输出
【注】设计师在进行尺寸标注时,不需拆模板图,只需在指定的模板的尺寸层进行尺寸标注即可。
十一﹒出图
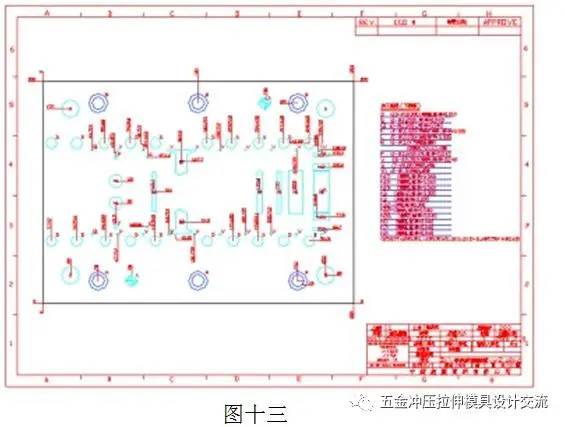
【注】尺寸标注与注解输出OK后,设计师可运用PressCAD套图框功能插入图框和PressCAD全自动打印功能, 即可打印图纸。
