 资料来源于网络。经整理分享,仅供参考!
资料来源于网络。经整理分享,仅供参考!
GGG70L与EN-JS2070为同种材料,按照国际惯例采用其新名称EN-JS2070。合金铸铁由于其组织中的石墨具有自润滑作用,能有效减轻拉延过程中的摩擦,同时可通过表面淬火提高易磨损区域的硬度,满足走料部分高硬度、高耐磨的要求,材料成本及加工成本较低,因此广泛应用于拉延模具、翻边整形模具等工作件中。国外标准中EN-JS2070可应用于2.0~2.5mm的拉延模具。国内合金铸铁MoCr应用较为广泛,近年来又发展了 EN-JS2070(GGG70L)、TGC600、GM338等合金铸铁材料,其中 TGC600为丰田牌号,主要用于整体修边、翻边凸模、落料镶块等,由于国内用量少、价格高,整体修边时不利于模具的调试及维护,项目无特殊要求时很少使用;GM338 性能低于EN-JS2070,用量少,价格高,项目无特殊要求时,不使用;MoCr因其合金灰铁的材料特性,型面麻坑等铸造缺陷很难消除。因此,注重 ENJS2070的技术进步,率先增加EN-JS2070金相组织要求,改变铸造余量,与铸造企业合作推动ENJS2070铸造质量的提高,将MoCr 与EN-JS2070进行对比分析,扩大EN-JS2070的应用范围,将ENJS2070应用于1.8 mm的拉延模具,引领并推动铸造行业及模具行业的发展。
MoCr在国内应用广泛,EN-JS2070应用时间短,国内的技术水平低,一段时间内无法达到附体试棒抗拉强度650MPa、珠光体含量85%的水平,通过将国外标准余量进行更改,增加金相组织要求等措施,在铸造厂的配合下,EN-JS2070珠光体含量由65%提高到75%~80%,接近先进国家的标准水平。
金相组织要求。EN-JS2070金相组织要求见表1。以某铸造厂为例,对EN-JS2070没有金相组织要求时,抗拉强度平均为580 MPa左右,增加金相组织特别是珠光体含量要求后,抗拉强度平均为640 MPa以上。

实型余量对铸件型面质量的影响
铸造厂采用冷铁方案加速表面冷却,确保加工后不出现缺陷且材质致密。由于冷铁的冷却效果范围有限,型面在能去除铸件黑皮的前提下,加工量越少,铸件表面质量越好,实型余量为10mm时,在保证合理的加工量的同时冷铁效果又好。冷铁与模型不贴合或加工余量过大时,冷铁冷却效果差,加工后易出现材质不致密,甚至产生缩松缺陷,因此应避免此情况发生。当铸件加工余量过大时,铸型和冷铁对表面的激冷作用有限,机械加工会去除具有较好组织和性能的铸件表面部分,而使铸件内部成为工作表面,增加了工作表面出现缺陷的几率。
按一般经验,局部深窝按孔深与孔径比,实型不应做出深窝,但局部壁厚过厚,造成铸造缺陷。顶料窝为模具典型结构,修改实型标准,要求实型做出深窝,同时遇到类似问题提醒铸造厂家采取措施,避免局部壁厚过厚出现的铸造缺陷。
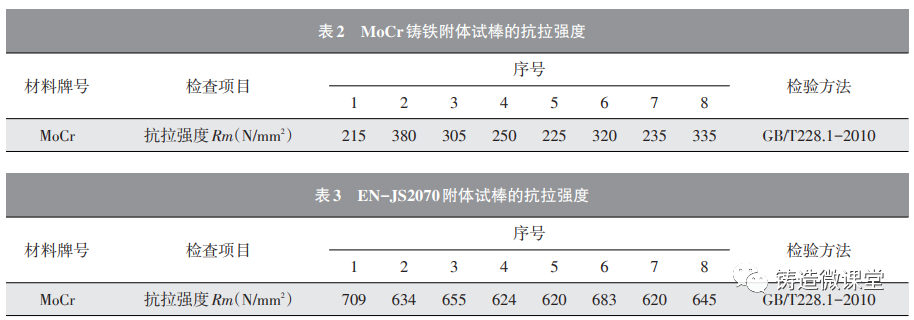
对比MoCr与EN-JS2070抗拉强度和微观组织
MoCr 铸铁附体试棒的抗拉强度,ENJS2070附体试棒的抗拉强度见图。根据数据可知,国产MoCr铸铁附体试棒的平均抗拉强度为283MPa,EN-JS2070 的平均抗拉强度648 MPa,因此 EN-JS2070性能远高于MoCr铸铁。
MoCr 铸铁片状石墨交汇处易出现石墨疲劳剥落形成麻坑,用于拉延或翻边模具时易造成板料表面拉毛,严重影响模具及制件面品质量,MoCr铸铁烧焊性能差,不利于模具的更改及维护,因此EN-JS2070 GGG70L代替MoCr铸铁,广泛用于外板拉延、翻边凸模、深拉延模具。但由于 MoCr 铸铁比 EN-JS2070 价格低 30%以上,因此 MoCr 铸铁仍然用于内板拉延模及翻边凸模等。

EN-JS2070使用范围
a.外覆盖件如侧围、翼子板、发罩外板、后背门外板、顶盖等,双槽模如发罩内、外板在同一套拉延模具中,采用同样的材料EN-JS2070。
b.深拉延模具如轮罩、中地板等拉延模具采用EN-JS2070。
c.国内EN-JS2070用于普通钢板,即板料抗拉强度≤440 MPa,料厚1.5 mm、1.6mm拉延模。
d.国内EN-JS2070用于普通钢板,即板料抗拉强度≤440 MPa,料厚 1.8mm拉延模凹模、压料圈采用EN-JS2070,局部镶入Cr12MoV 镶块,满足冲压产品要求及模具使用要求。避免大量Cr12MoV 镶块的应用,减少材料成本、加工成本,缩短周期。
通过对某工厂冷冲压模具合金铸铁的应用发展情况进行总结,获得以下主要结论。
a.对于EN-JS2070 而言,珠光体含量对于力学性能起到重要作用,当含量为 75%~80%时,材料力学性能较为优异。
b.实际 EN-JS2070铸件必须控制合理的加工余量,加工余量过大会造成工作面晶粒粗大,铸造缺陷增加,而具有较好性能的铸件表面层被加工掉。
c.实型加工过程中,必须针对具体的形状合理选择刀具才能保证合理的加工余量。
d.EN-JS2070 材料结合有效的涂层技术能够进一步扩大使用范围,缩短模具设计制造周期。
编辑声明
铸造微课堂所发布未注明原创的文章均转载自网络,是由编辑团队收集整理的资料。本着共享互利的原则,由编辑团队进行简洁化后发送。所有内容仅供个人学习、研讨、参考之用。不得用于任何商业用途!
如果您认为铸造微课堂所发布的内容中图片及文字涉及版权事宜请及时联系告知。接到告知后编辑团队会及时进行删除。
铸造微课堂发布注明原创的文章,欢迎各平台转发分享,但请注明转载来源及原作者。
铸造微课堂不对转载内容的真实性负责,并不承担由此引起的法律责任!
联系邮箱:zhuge110@126.com;kinsimer@163.com。
联系微信号:Kinsimer
长按下方二维码关注我们,为您提供从基础理论到实践工艺等铸造全方位知识。积跬步以致千里,汇小流以成江河。
