热处理工艺对高端6082铝合金挤压棒材组织和力学性能的影响
2023-08-12 13:25 浏览:25

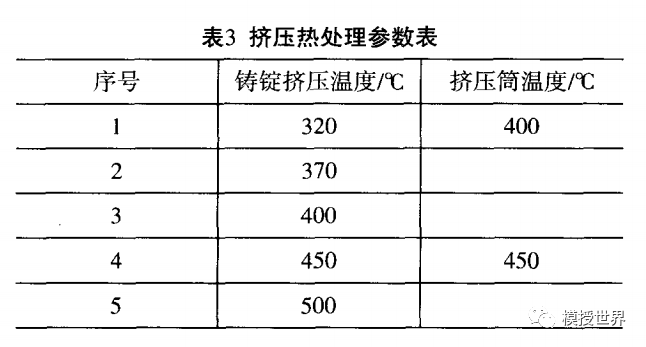
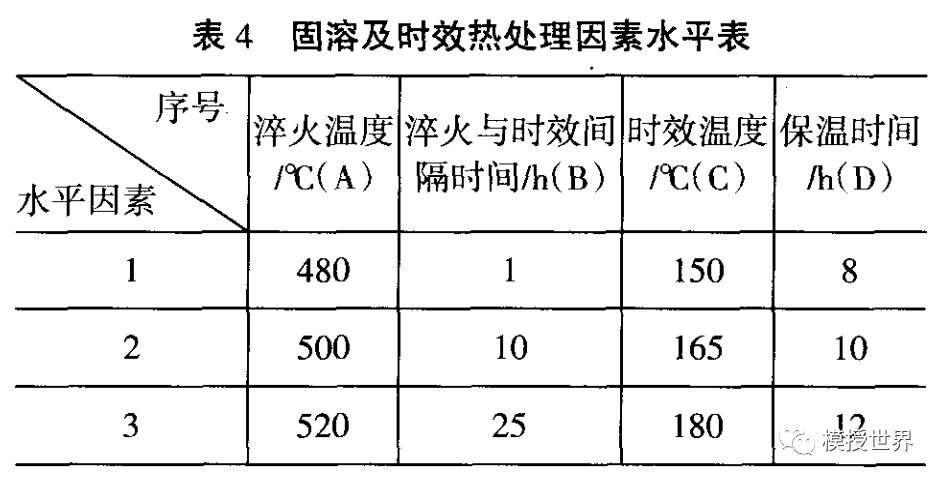
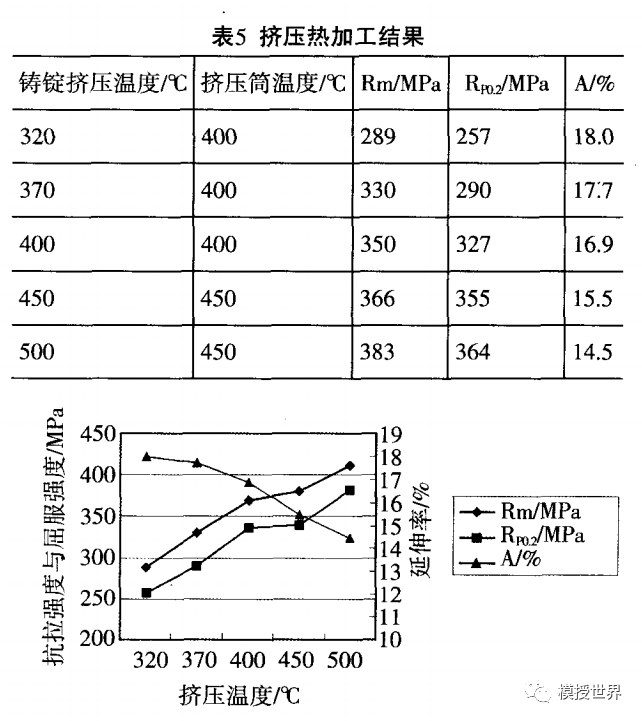
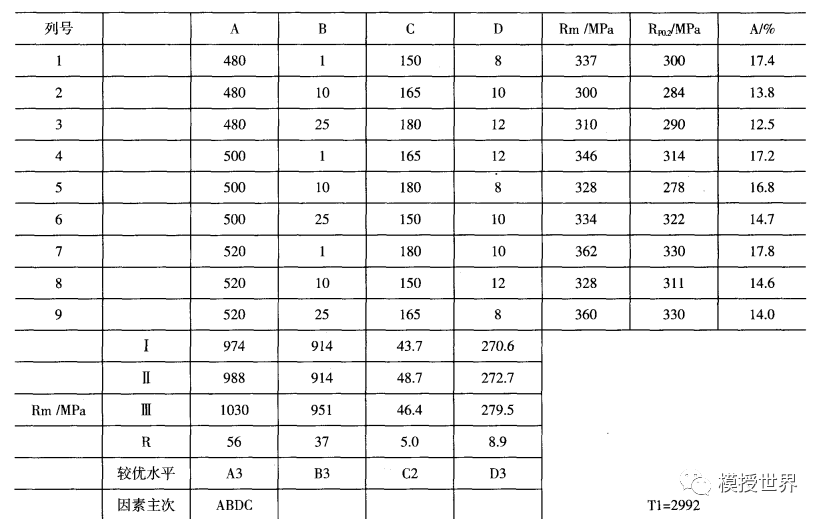
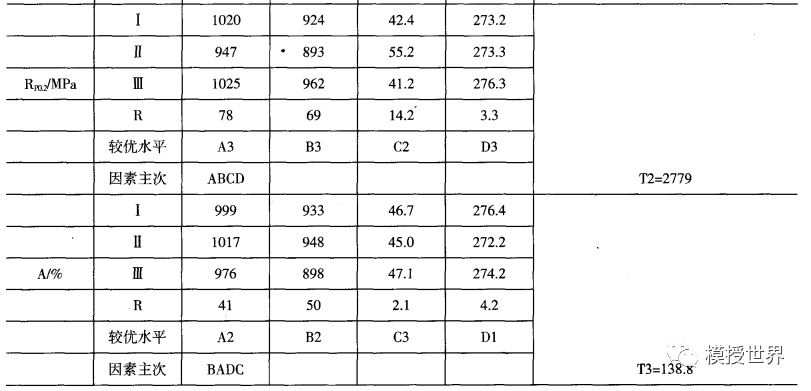
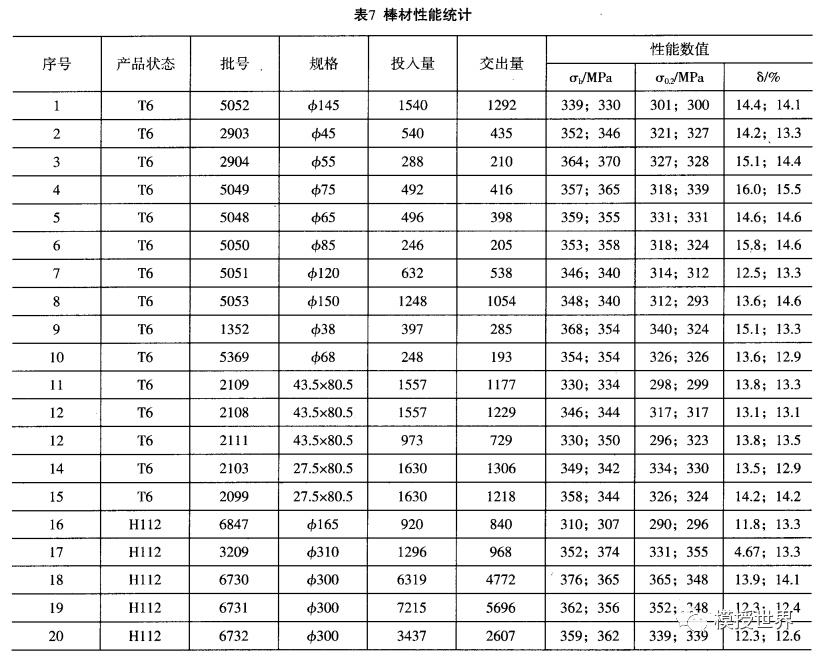
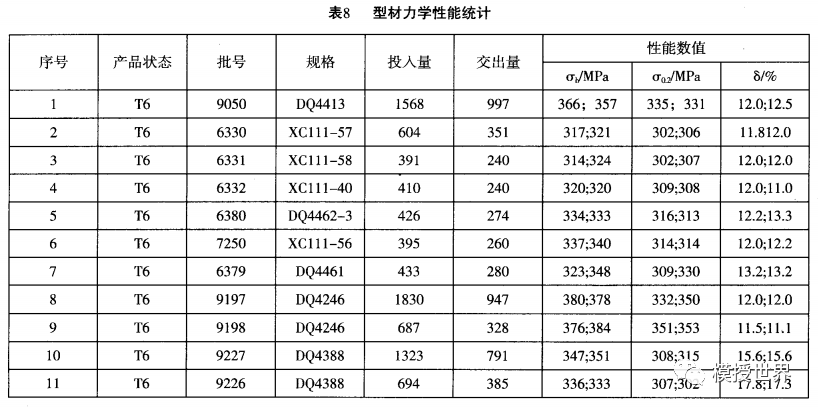
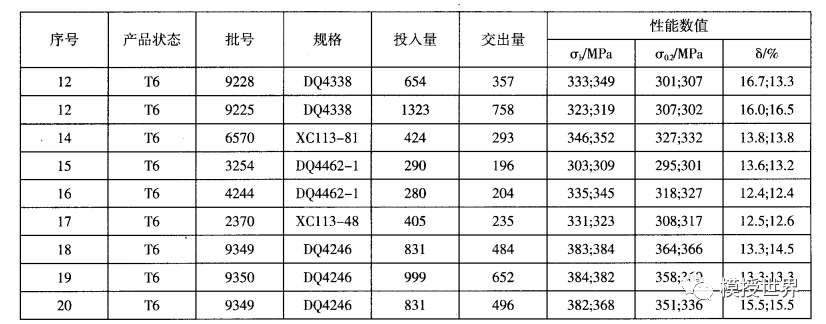
铝合金中等强度,具有较好的加工特性、淬透性及冲击韧性,并且具有良好的耐腐蚀性能,可加工成管材、棒材、型材、线材,广泛应用于电子产品及海洋等行业。目前6082铝合金棒材市场需求量不断增加,为适应市场经济的发展和满足用户的需求,我们对6082—T6棒材使用不同的挤压热加工工艺和成品热处理工艺进行试验,寻找出棒材力学性能满足用户要求的热处理工艺制度。铸锭规格Ф162x500,采用半连续铸造生产方法,不均匀化处理。铸锭冶金质量符合公司内控技术标准。6082合金的化学成分见表1。试验棒材6082规格为Ф14mm,挤压筒直径Ф170mm,4孔挤压,挤压系数18.5。具体工艺流程如下:铸锭加热一挤压一淬火一拉伸矫直切头尾取样一辊式矫直一成品锯切一人工时效一验收一交货。本次试验研究的目的是找到影响6082-T6棒材性能的挤压热处理工艺和成品热处理工艺参数,最终使6082T6棒材满足标准性能要求。根据标准要求,6082合金纵向室温力学性能指标应符合表的规定。挤压热加工工艺主要研究铸锭挤压温度和挤压筒温度对力学性能的影响,具体参数选择见表3。固溶及时效热处理工艺选用正交试验 ,因素水平选择见表4,正交设计表为IJ9(34)。挤压热加工试验结果见表5及图1。每组取9个试样,取其力学性能平均值。根据金相图及化学成分拟定试样热处理制度为:淬火制度520%/40min;时效制度165%/12h。由表5及图1可以看出:随铸锭挤压温度和挤压筒温度的升高,抗拉强度和屈服强度逐渐升高。挤压温度450~500℃、挤压筒温度450℃时抗拉强度和屈服强度最好,材料的延伸率低,但仍满足标准要求。其原因是由于挤压温度低,会使金属产生冷作硬化,使晶粒间界破碎 和在淬火前加热中A1一Mn固溶体分解加剧,产生再结晶,结果使挤压效应消失,随着挤压温度的升高,制品的强度极限Rm显著增加;当挤压筒温度接近或超过铸锭温度时,将促使不均匀变形减少,从而减少粗晶环深度,使制品的屈服强度Rm提高。所以挤压热加工合理参数为:铸锭挤压温度选为450~500℃,挤压筒温度为430~450℃。由表6可以看出,较优水平为A3B1C2D3即淬火温度为520℃,人工时效温度为165~170℃,时效保温时间为12小时,棒材具有很高的强度和塑性。淬火过程 即形成过饱和固溶体过程,淬火温度低,减小了合金中过饱和固溶体的浓度,因而影响强度,当淬火温度达~520℃时,大大提高淬火后的固溶强化效果。淬火与人工时效之间的间隔时间即室温停放,室温停放对机械性能有很大的影响,特别是淬火后不进行拉伸矫直的型棒材更是如此,当淬火与人工时效之间的间隔时间超过1h时,将使强度特别是屈服强度大大降低。我们对6082-T6棒材固溶温度为520℃、530℃时做高倍及偏光分析,从高倍照片可以看出化合物均匀析出,存在大量析出相质点且分布均匀。通过在蔡氏公司Axiovert200试验设备下做偏振光分析结果表明:晶粒组织照片有明显的区别,在中心部位晶粒细小且分布均匀;边部发生了部分再结晶,晶粒呈长条状,这是由于该合金在高温下晶核长大形成粗大的针状析出相的结果。在实际生产中,我们的热加工对实际生产中的20批棒材和20批型材做了力学性能统计,见表7和表8,力学性在实际生产中,我们的热加工工艺为:挤压温度能试样皆为T6状态。力学性能均满足目标值。(1)挤压热加工工艺参数:挤压温度450~500℃;挤压筒温度430~450℃。(2)成品热处理工艺参数:最佳固溶温度520-530℃;时效温度为温度165±5℃,时效、保温时间12h;淬火与时效间隔时间不超过1h。(3)经实践考核,热加工工艺为:挤压温度450-530℃,挤压筒温度400-450℃;固溶温度:510-520℃;时效制度:155-170℃/12h;淬火与时效间隔时间不限,是可行的,可纳入工艺操作规程。来源-铝加工