阀门的铸造是阀门制造过程的重要环节,有了好的铸件就决定了好阀门成功的重大比例。下面介绍铸造工艺设计和阀门行业常用的几种铸造工艺方法:
影响铸造收缩率的因素很多,铸件在铸型中固态收缩时还受外界阻力的影响,会使其实际的收缩量减少,此时称为非自由收缩,而非自由收缩率总是小于自由收缩率。影响铸造收缩率的因素主要有金属合金的种类、铸件结构和尺寸长度,另外造型材料、型芯的紧实程度等也影响铸件产生非自由收缩率。
根据阀门的生产实践,为了方便模具设计,缩尺一般参考下表选取:
钢 种 | 缩 尺 | |
碳 钢 | WCB ZG25 | 20/1000 |
不锈钢 | CF8 CF8M ZG0Cr18Ni9 ZG0Ci18Ni12Mo2Ti | 20-25/1000 |
铬钼钢 | ZGCr5Mo C5 | 20-25/1000 |
耐热钢 | WC6 WC9 | 18-22/1000 |
铸 铁 | HT250 | 10/1000 |
(二)砂型铸造:阀门行业常用的砂型铸造,按粘结剂的不同还可分为:湿型砂、干型砂、水玻璃砂和呋喃树脂自硬砂等。
铸钢件湿型砂的配比及性能表:
序
号 | 配 比 (%) | 性 能 |
用 途 | ||||||||
新 砂 |
旧 砂 | 膨 润 土 | 碳 酸 钠 | 糊 精 | 纸 浆 | 含 水 量 % | 透 气 性 AFS | 湿压 强度 KPa | |||
粒 度 组 别 | 加 入 量 | ||||||||||
1 | 10 | 100 | 9/11 | 0.2 | 0.2/0.4 | 3.8/4.3 | 100/200 | 56/ 77 | 小铸钢件用砂 | ||
2 | 15 | 50 | 50 | 3 | 0.4 | 0.6/ 1.2 | 4/4.7 | 100 | 50/ 75 | 机器造型用砂 | |
(2)干型砂是以粘土为粘结剂的造型工艺方法,稍加膨润土可以提高其湿强度。它的特点是:砂型需要烘干,有良好的透气性,不易产生冲砂、粘砂、气孔等缺陷,铸件的内在质量较好。它的缺点是需要砂型烘干设备,生产的周期较长。
(3)水玻璃砂是以水玻璃为粘结剂的造型工艺方法,它的特点是:水玻璃遇CO2后有自动硬化的功能,可有气硬化法造型和造芯的各种优点,但存在型壳溃散性差,铸件清砂困难以及旧砂再生、回用率低的缺点。
水玻璃CO2硬化砂配比及性能表:
序
号 | 配 比 % | 性 能 |
用
途 | |||||||
新 砂 | 水玻璃 | 碱溶液 15-20% | 膨 润 土
| 含水量 % | 湿 透 气 性 | 湿 压 强 度 KPa | 硬化强 度 MPa | |||
粒度级别 | 加入量 | |||||||||
1 | 15 | 100 | 8-9 | 0.7 | 4-5 | 4-5 | ≥100 | 25-30 | ≥1.5 | 大铸件 |
2 | 30 | 100 | 6.5-7.5 | 4.5-5.5 | ≥300 | 5-15 | 铸钢件型芯砂 | |||
3 | 21 | 100 | 4-4.5 | LK-2 溃散剂 | 水0.4-0.6 | ≤3.5 | ≥150 | ≥1.0 | ||
(4)呋喃树脂自硬砂造型是以呋喃树脂为粘结剂的铸造工艺方法,在常温下由于粘结剂在固化剂的作用下发生化学反应而固化型砂。它的特点是砂型不必烘干,这就缩短了生产周期,节约了能源。树脂型砂易于紧实、溃散性好,铸件的型砂易于清理,铸件尺寸精度高,表面光洁度好,可以大大提高铸件质量。它的缺点是:对于原砂的质量要求高,生产现场有轻微的刺激性气味,而且树脂的成本也较高。
原 砂 | 呋喃树脂加入量占原砂重量比 | 固化剂加入量占 呋喃树脂重量比 | 硅烷加入量占 呋喃树脂重量比 |
100% | 1-2% | 30-50% | 0.1-0.3% |
原砂+固化剂(对甲苯磺酸水溶液)-(120~180S)-树脂+硅烷-(60~90S)-出砂
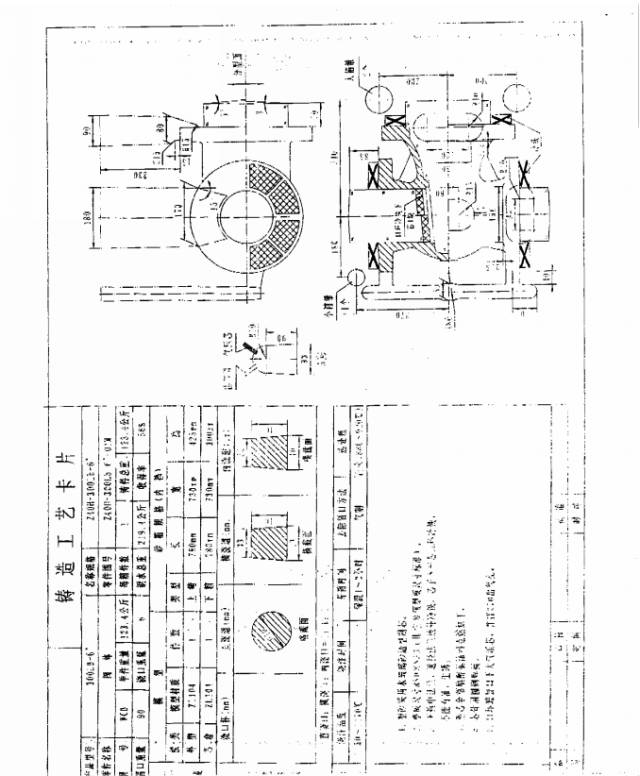
(5)典型的砂型铸造工艺卡片:
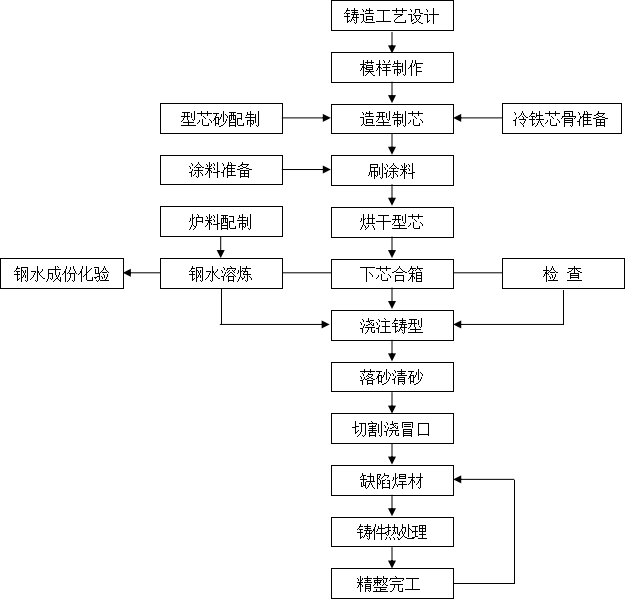
(6)典型的砂型铸造生产流程:
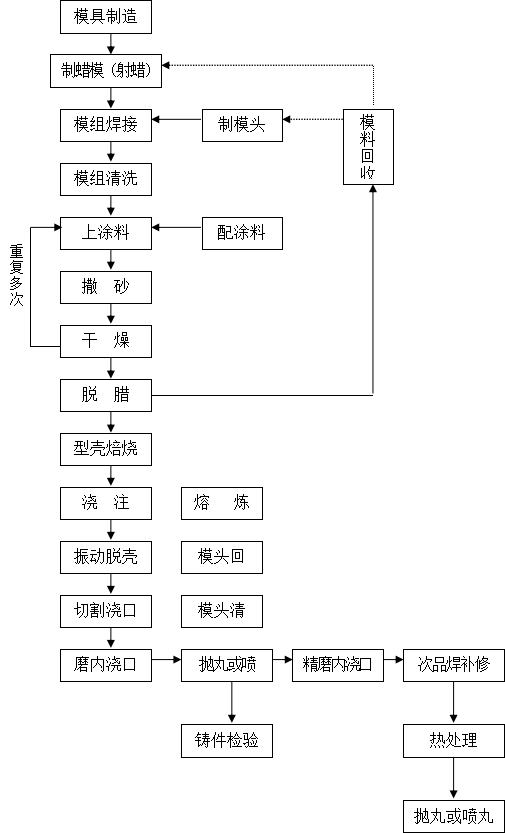
(1)溶模铸造的两种工艺方法:①采用低温蜡基模料(硬脂酸+石蜡)、低压注蜡、水玻璃型壳、热水脱蜡、大气熔炼浇注工艺,主要用于质量要求一般的碳素钢和低合金钢铸件,铸件尺寸精度可达国家标准CT7~9级。②采用中温树脂基模料、高压注蜡、硅溶胶模壳、蒸汽脱蜡、快速大气或真空熔炼浇注工艺,铸件尺寸精度可达CT4~6级的精密铸件。
⑤溶模铸造也有一定的局限性,如:工艺流程繁琐、生产周期长。由于其可采用的铸造工艺手段有限,用于铸造承压薄壳阀门铸件时,其承压能力不能很高。
(四)铸造缺陷的分析
任何的铸件内部都是会有缺陷的,这些缺陷的存在给铸件的内在质量带来很大的隐患,在生产过程中为消除这些缺陷进行的焊补也会给生产流程带来很大的负担。尤其是阀门作为承受压力、温度的薄壳铸件,其内部的组织致密性非常重要。因此,铸件的内部缺陷成为影响铸件质量的决定因素。
阀门铸件的内部缺陷主要有气孔、夹渣、缩松和裂纹等。
气孔缺陷的防止方法:①在冶炼方面应尽量少用或不用锈蚀的金属原料,工具和钢水包要烘烤干燥。②钢水浇注要高温出炉、低温浇注,钢水要适当镇静以利于气体的上浮。③浇冒口的工艺设计要增大钢水的压头,避免气体卷入,并设置人工气路,合理排气。④造型材料要控制含水量、发气量,增加透气性,砂型和砂芯要尽量烘烤干燥。
(2)缩孔(松):它是产生在铸件内部的(尤其是在热节部位)呈连贯或不连贯的圆形或不规则的空洞(腔),内表面粗糙,颜色较暗,金属晶粒粗大,多呈树枝状结晶,聚集在一处或多处,水压试验时容易发生渗漏。
产生缩孔(松)的原因:金属由液态凝固为固态时发生体积收缩,此时如得不到足够的钢水补充,则必然产生缩孔。铸钢件的缩孔基本是由于对顺序凝固过程控制不当而造成的,原因可能有冒口设置不正确、钢水浇注温度过高,金属收缩量大等。
防止缩孔(松)产生的方法:①科学的设计铸件的浇注系统,使钢水实现顺序凝固,先凝固的部位应有钢水补充。②正确、合理的设置冒口、补贴、内外冷铁,确保顺序凝固。③在钢水浇注时,最后从冒口处顶注补浇有利于保证钢水温度和补缩,减少缩孔的产生。④在浇注速度方面,低速浇注比高速浇注有利于顺序凝固。⑸在浇注温度方面不宜过高,钢水高温出炉,经镇静后浇注,有利于减少缩孔。
防止夹砂(渣)产生的方法:①钢水冶炼时要尽量排气排渣彻底,钢水出炉后在钢水包里镇静一下,有利于钢渣的上浮。②钢水的浇注包尽量不用翻包,而用茶壶包或底注包,以免钢水上部的渣子顺着钢水进入铸件型腔。③在钢水浇注时要采取蓖渣措施,尽量减少钢渣随钢水进入型腔。④为了减少夹砂的可能,在造型时要保证砂型的紧实度,修型时注意不要掉砂,合箱前要将型腔吹干净。
(4)裂纹:铸件的裂纹大多为热裂纹,其形状不规则,有穿透或不穿透、连续或断续,裂纹处的金属呈暗色或有表面氧化。
产生裂纹的原因:有两个方面,即高温应力与液膜变形。
高温应力是钢水在高温下收缩变形受阻而形成的应力,当该应力超过了金属在该温度下的强度或塑性变形极限时便产生了裂纹。液膜变形是钢水在凝固结晶过程中晶粒之间产生液膜,随着凝固结晶的进行,液膜发生变形,变形量和变形速度超过一定极限时,便产生了裂纹。热裂纹产生的温度范围约在1200~1450℃左右。
产生裂纹的影响因素:①钢中S、P元素是产生裂纹的有害因素,他们和铁的共晶物降低了铸钢在高温的强度和塑性,导致裂纹产生。②钢中的夹渣和偏析增加了应力集中,因而增加了热裂倾向。③钢种的线收缩系数越大,热裂的倾向越大。④钢种的导热系数越大,表面张力越大,高温机械性能好,热裂的倾向越小。⑤铸件的结构设计工艺性不好,如圆角太小、壁厚悬殊太大、应力集中严重,都会产生裂纹。⑥砂型的紧实度太高,型芯的退让性不良阻碍铸件收缩会增加裂纹倾向。⑦其它如浇冒口排列不当、铸件冷却速度太快、切割浇冒口及热处理造成过大应力等也都会影响裂纹的产生。
针对以上裂纹产生的原因和影响因素,采取对应的措施,就可以减少和避免裂纹缺陷的产生。
综合以上铸造缺陷产生原因的分析,查找存在的问题,采取相应的改进措施,就可以找到解决铸造缺陷的方法,有利于铸件质量的提高。
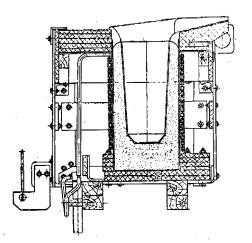
⑷造渣反应:通俗的说法,炼钢就是造渣。渣是炼钢过程中加入炉中的造渣材料(熔剂)与炉中杂质和各种氧化物的混合物,炉渣的作用有两个:①保护作用,渣覆盖在钢水表面,使钢水避免与炉气接触,减少钢水被有害气体侵入,也保护钢水中的有用元素不致于被氧化、烧损。②通过炉渣进行的一系列反应,祛除钢水中的杂质。
铸造碳钢氧化法冶炼的典型工艺过程 :
时期 | 序号 | 工序 | 操作要点 |
熔化期 | 1 | 通电 | 用允许的最大功率供电 |
2 | 助熔 | 推料助熔,吹氧助熔,加入渣料矿石 | |
3 | 取样、扒渣 | 炉料全熔,充分搅拌,取样分析C、P | |
氧化期 | 4 | 吹氧脱碳 | 钢水温度达1560℃,加入硅铁,吹氧脱碳 |
5 | 取样 | 停止吹氧,取钢样,分析C、P、Mn | |
还原期 | 6 | 扒渣、脱氧 | 扒除氧化渣,加入锰铁和渣料,造稀薄渣 |
7 | 还原 | 加入还原渣料,进行还原 | |
8 | 取样 | 充分搅拌钢水,取钢样分析C、P、Mn 、S | |
9 | 调整成分 | 根据钢样分析结果,调整化学成分 | |
10 | 测温 | 测量钢水温度,检查脱氧情况 | |
出钢 | 11 | 出钢 | 钢水温度达标,插铝,然后大口出钢,钢渣同流 |
12 | 浇注 | 钢水镇静5分钟,开浇,并取钢样 |
WCB的退火工艺曲线如下图:
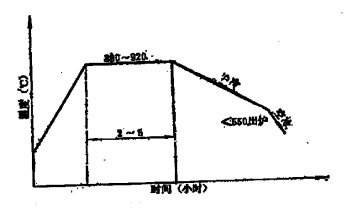
WCB正火+回火工艺曲线如下图。

奥氏体不锈钢的主要缺陷是容易产生晶间腐蚀,而克服这一缺陷的方法,除降低钢的含碳量(C≤0.08%)和在钢中添加稳定元素(钛、铌)外,就是增加固溶化处理,以提高耐腐蚀性能。
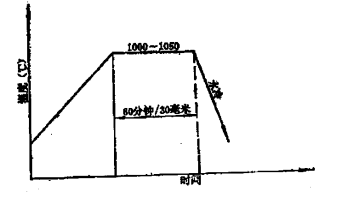
铸件固溶化处理的加热温度是影响热处理质量的重要因素。各种牌号奥氏体不锈钢的成分虽然不同,但固溶处理的加热温度差异不大,均在1000~1150℃温度范围。加热速度在430~820℃区间加热速度应更快,以避免析出碳化铬相。保温时间取决于铸件壁厚和装炉量,一般保温系数采用每25㎜壁厚保温1小时。出炉后要采取激冷,尤其在通过430~820℃温度范围时,冷却速度要快,一般采用水冷。
ZG1Cr18Ni9铸件固溶化处理工艺曲线见下图。
阀门焊接工艺
(二)钴基硬质合金的手工堆焊:钴基硬质合金电弧堆焊的密封面,具有比Cr13型不锈钢堆焊密封面更好的硬度和耐磨、耐蚀性能。阀门行业常用的钴基硬质合金焊条牌号有:D802、D812、D807、D817等,其化学成分、焊接参数和焊后性能都有专门的规范表可以查询,阀门厂家可以根据零件的堆焊要求按焊条的规范进行选用。
堆焊件的焊前准备工作,如:焊前工件需要预热、焊后需要热处理,其温度范围参考下表:
母材种类 | 堆焊前预热温度 ℃ | 堆焊后热处理温度 ℃ |
低碳钢 | 300~350 | 620~650 |
低合金耐热钢 | 300~400 | 680~720 |
奥氏体不锈钢 | 250~300 | 525~575 |
(1)堆焊注意事项: