为了更好的控制锡膏印刷质量,规范钢网的制作、验收、使用、保管与维护等作业程序,确保钢网得以有效管制。
1、材料及制作方法:
(1) 网框:网框尺寸选择需符合所选用锡膏印刷机要求,钢网边框材料可选用空心铝框或实心铝框。铝型材网框规格为:宽度 40mm,厚度 40/30mm;
(2) 钢片:依据网孔加工方法选择钢片材料,激光切割工艺优选 SUS304,制程工艺需要时选择 FG 或纳米涂层钢片,电铸工艺选择硬镍合金材质,厚度在 0.08~0.3mm 范围;
(3) 张网用丝网:丝网材料为尼龙丝,其最小屈服张力≥35N;
(4) 张网用胶布、胶水:在钢网底部,使用铝胶布覆盖钢片与丝网结合部位及网框部位,在钢网的正面钢片与丝网结合部位、丝网与网框结合部位,必需用强度足够的胶水填充,所用的胶水应不与清洗钢网用的清洗溶剂起化学反应;
(5) 钢网制作方法:首选激光切割的方法,切割后使用电抛光降低孔壁粗糙度; 必要时采用电铸工艺。
2、钢网外形及标示要求:
(1) PCB 居中要求:PCB 中心、钢片中心、钢网外框中心重合,三者中心距最大值≤3mm;PCB、钢片、钢网外框的轴线在方向上应一致,任两条轴线角度偏差≤2°;
(2) 钢网标示:钢网标示应位于钢片 TOP 面左下角/右下角,其内容需至少包含以下信息:
① 钢网厂商;
② PCB PN:例 YPCB-00961-1D3;
③ 钢网版次:A,B,C……;
④ 钢网厚度 T(阶梯钢网备注阶梯厚度):例 T=0.13mm/0.05mm;
⑤ 注明 T(TOP)或 B(BOTTOM);
⑥ 流水码:01,02……;
⑦ 加工日期:20180926;
3、Mark点制作要求:
为保证印刷的精确度,Mark 点最少制作数量为对角 2 个,根据 PCB 资料提供的大小及形状按 1:1方式开口,PCB 面(非印刷面)激光半刻烧黑。
4、钢片厚度选择:
通常情况下,钢片厚度的选择根据 PCB 板上管脚间距最小的器件来决定;钢片厚度与最小 Pitch、组件大小值关系如下表所示,
(1) 钢片厚度选择;
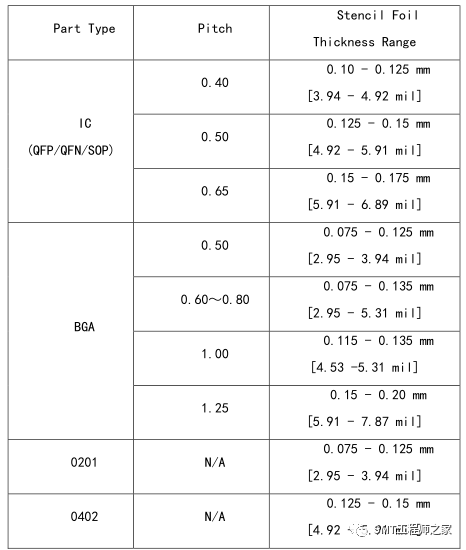
(2) 阶梯钢网选用原则:当 PCB 板上有 0.4mm QFP、0.5mm QFP、0.5mm CSP/BGA、0.8mm BGA 等细间距器件与 PLCC、大表贴变压器、城堡式器件、通孔回流焊器件、过孔上焊盘器件共存时,可以选择阶梯钢网,开阶梯钢网考量要素:开口尺寸满足体积比、面积比;阶梯高度(C 值)超出钢网基准面≦0.05mm;突出部分与基准部分布局距离(A 值) ≥C*36;突出部分开口与边缘距离(B 值)≥0.65mm;

5、钢片开口设计要求:
(1) 一般原则:
a.三球定律:
至少有三个最大直径的锡球能垂直排在模板的厚度方向上;
至少有三个最大直径的锡球能水平排在模板的最小孔的宽度方向上;
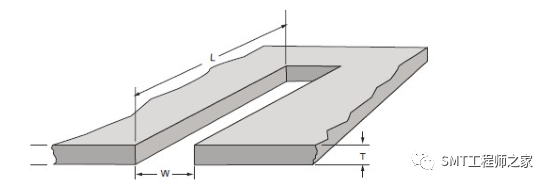
b.面积比=开口面积/开口孔壁面积=L*W/2(L+W)*T>0.66;
c.宽厚比=开口宽度/钢片厚度=W/T>1.5;
(2) 大焊盘开孔设计;当焊盘长或宽大于 4mm 时,钢网开口需加网格填充,可视焊盘大小均分;
(3) 印刷面为上面,网孔下开口应比上开口宽 0.01mm 或 0.02mm,锥度约 5~7 度,利于脱锡。
6、钢网验收
(1) 网框检验:用直尺检查网框大小,超过规范判退;将网框放在大理石平台上检查其平面度,超出规范判退,网框底部平整,放置水平台翘起高度<2mm;
(2) 开口与位置检查:
a.开口少开或多开判退;
b.开口孔壁粗糙度检查:用放大镜观察钢网开口是否整齐、光滑,边缘不应有疤痕、粗糙等;
(3) Mark 点检验:检查 Mark 点位置是否正确,边沿应清晰、整齐和界线分明,Mark 点不能多刻或少刻;
(4) 钢片检查:厚度在公差范围内(±10um),表面无折痕、无变形、无油迹;
(5) 钢网张力检验:用张力计检查钢网四个角落和中心处的张力,张力应在 35~50N.CM 范围内;
(6) 钢网标识检查:按照 5.1.2(3)要求,检查钢网标示内容是否正确及完整;
(7) 钢网出货检查:需检查拼板尺寸、Fine pitch 零件尺寸、Mark 点等重要尺寸,报告保存 1 年。
7、钢网的存储与管理:
(1) 确认 OK 钢网须做好标示记录,以防未验收或不合格钢网流入产线;
(2) 验收合格钢网须入库扫描进行保管;
(3) 仓储应使用钢网储存架,并按钢板所标示机种对应储位存放,且标示统一向外,以利取用。
8、钢网的使用
(1) 产线应按照当前生产机种 SOP 說明到备品室扫描领取对应钢网,并确认以下内容,如发现异常请反馈管理员并更换钢网;
(2) 设备工程师应根据产品品质要求及 SOP 规定调用印刷程序和设定参数,根据 SOP 规定范围内调整自动擦拭频率;
(3) 清洗钢网:换线或停线 30 分钟以上时,应及时将钢网上锡膏铲除,并清洗钢网(送清洗房或手动擦拭钢网),在清洗钢网时,应注意轻拿轻放,如发现钢网变形或破损并且导致印刷不良时应将钢网立即下线,由工程单位确认是否需要报废处理;
(4) 对印刷次数已达上限(10 万次)的钢网应立即下线归还备品室,由管理员做标识管控,做报废处理;
(5) 工令结束须及时将钢网归还备品室,禁止放于产线,以防错用到其它机种;
(6) 对于使用多次的钢网,当张力小于 30N/CM 时做报废处理。对于报废之钢网由管理员统一回收,并交于厂商作销毁处理。
9、小钢网制作及使用要求
(1) 小钢网制作开孔可以参考量产常规网板及物料规格书中的建议,并考虑手动印刷和设备印刷印刷的差异,适当进行开孔调整,钢片厚度上相对量产的网板会偏薄一些;
(2) 小钢网制作必须根据物料极性标示进行对应标示,返修作业时必须将小钢网极性与物料本体极性对齐,以防止印刷方向错误;
(3) 小钢网制作需要标示治具名称、治具编号、治具版本、环保要求、产品信息、元件位置、开孔及厚度信息以便使用时进行确认;
(4) 小钢网连续 10 次用无尘纸蘸取酒精进行清洗,若单次使用少于 10 次的,必须清洗完成后方可进行存放;
(5) 返修用小钢网由返修单独管理,要求密封放置,以防止异常及灰尘造成小钢网脏污;
(6) 小钢网由工程、返修及品质三方签字确认后方可上线使用,验收方法参考量产网板。