
1. 超声表面波用于轴承检测时的技术分析
在轴承零件实际生产中往往因质量问题而造成批量退货,虽然裂纹缺陷比例不是太大,但对挑出轴承表面裂纹却没有理想的方法。
常用的磁粉探伤和渗透探伤方法必须是在轴承拆解为零件后才可应用。
上述两种方法虽然可以挑检裂纹缺陷,但对于成品轴承而言存在很大的弊端,均存在一些难以克服的缺点。
比如,对于渗透探伤法,由于轴承表面油脂渗入表面开口的裂纹处,渗透液无法渗入裂纹处,造成检查过程中产品漏检,并且渗透探伤的效率极低,还存在不易清洗的缺点;
而磁粉探伤法虽然具有较高的检测效率,但是根据磁粉探伤的适用范围,轴承必须先拆卸再清洗,在此过程中易造成轴承零部件(如保持架、密封圈、钢球)的磕碰及轴承套圈表面磷化膜破坏,影响轴承的外观质量和使用性能。
因此,寻找和选择一种在不拆卸轴承的条件下,对零件表面缺陷进行分析判断的无损检测方法势在必行,本文根据超声表面波探伤原理和应用,开展相关实验研究,表明超声表面波在成品轴承缺陷检测中具有广泛应用前景。
2. 超声探伤原理分析及应用的可能性
2.1 超声表面波探伤的原理
超声波探伤主要有纵波、横波和表面波等三种波形,表面波的波长较短检测灵敏度较高。
超声表面波主要沿介质表面传播,在均匀介质中能定向传播且能量衰减很少,可传播很远距离,能量主要集中于距表面深度一个波长,在它传播的路径上如果遇到一个细小的缺陷,如气孔、裂纹等,在金属与空气相接触的界面上就会反射,屏幕上就能显示这种反射波以此来得到缺陷波信号,这是检测表面缺陷的一种可靠方法。
2.2 影响超声表面波探伤的因素
(1)油质的影响
超声表面波探伤时探头前面不得有油污,若在反射波传播的表面涂上油,那么所传播的波几乎完全被衰减,如用手指触压工件表面也一样。
这是因为在试件的一侧为空气时和有液体存在时波的传播效应截然不同,并可以理解为超声表面波的垂直分量在液体层中引起衰减所致。
由此可以通过用手按波的传播表面来判断表面是否为裂纹或棱边的反射。
(2)棱边反射
如超声表面波传播中遇到工件的棱边会产生反射波,也有一部能量超过棱边继续传播。超声表面波在棱边上的反射棱边为直角时,反射率高,以棱边反射的波为基准点可以探圆周方向的缺陷。
(3)带曲率的棱边反射
如果棱边有倒角,那么在棱角处会产生反射波。如工件的曲面半径为r且随曲率半径增加,反射回波降低,即可以有更多能量通过圆弧面。成品轴承的超声表面波检测就是基于这种传播原理,以棱边反射为基准终点可以做纵向缺陷的检测。
2.3 超声表面波探头选择
对超声表面波探头的要求:超声表面波探头采用与斜探头相似的楔块,当横波折射角为90°时,即产生超声表面波。
由于超声表面波的传播速度较小,波长较短,因此探伤灵敏度较高。
2.4 扫描范围调整
超声表面波探伤时扫描速度调整方法与普通斜探头存在差异。入射点按探头前沿(即探头端头)计算。
调扫描比例时,将探头对准试块棱边,回波信号按水平距离调节成一定比例,一般前后移动探头,改变L值。
例如当L1=20mm,L2=40mm时,利用深度旋钮,水平旋钮,调节水平刻度分别为20、40位置处,以此完成1:1调整。
3. 超声表面波探伤在轴承探伤的实际应用
通过掌握和分析超声表面波的原理以及影响因素,进行相关验证性实验。
实验结果表明使用超声表面波探伤,在轴承成品不拆卸的状态下实施探伤不会对轴承的使用造成影响,降低成品轴承质量抽查、质量复查过程中存在的困难,为关键部位轴承的生产、使用、维护及保养提供安全可靠的实用检测手段。
在实验中用的表面波探头的规格为:
频率2.5MHz、5MHz;
晶片尺寸:
6×8 mm、8×8 mm、10×10mm;
探头前沿:≤3mm;
灵敏度余量:≥40dB(前沿距棱边20mm)。
下图1和图2分别为成品轴承和拆卸后套圈超声表面波探伤的波形,从图1和图2的波形图可以看出,成品轴承探伤和拆套后轴承套圈探伤的缺陷波形是一致的。
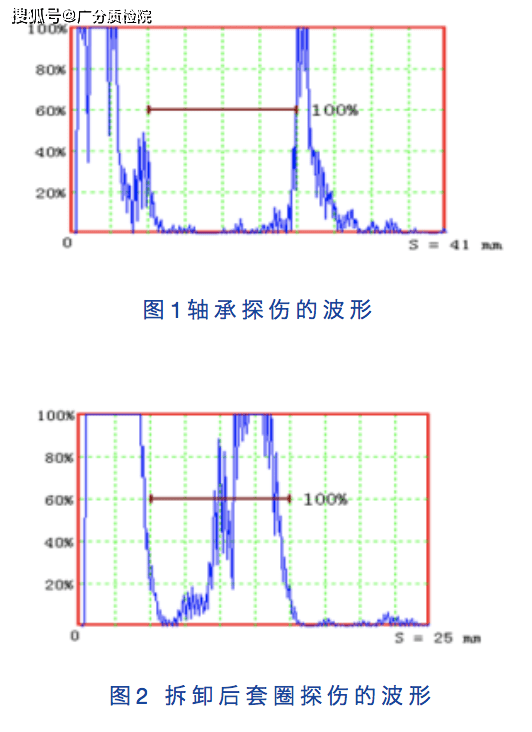
(图1,2)
图3是在超声表面波探伤时确认存在缺陷的成品轴承,外径表面缺陷照片。
通过采用磁粉探伤方法也证实缺陷的存在,将图3中超声表面波探伤成品轴承缺陷处在拆套后进行磁粉探伤,从磁粉探伤结果分析,磁痕位于轴承外圈外径面边缘位置,磁痕非常细小,如图4所示,该处磁痕显示清晰可见。
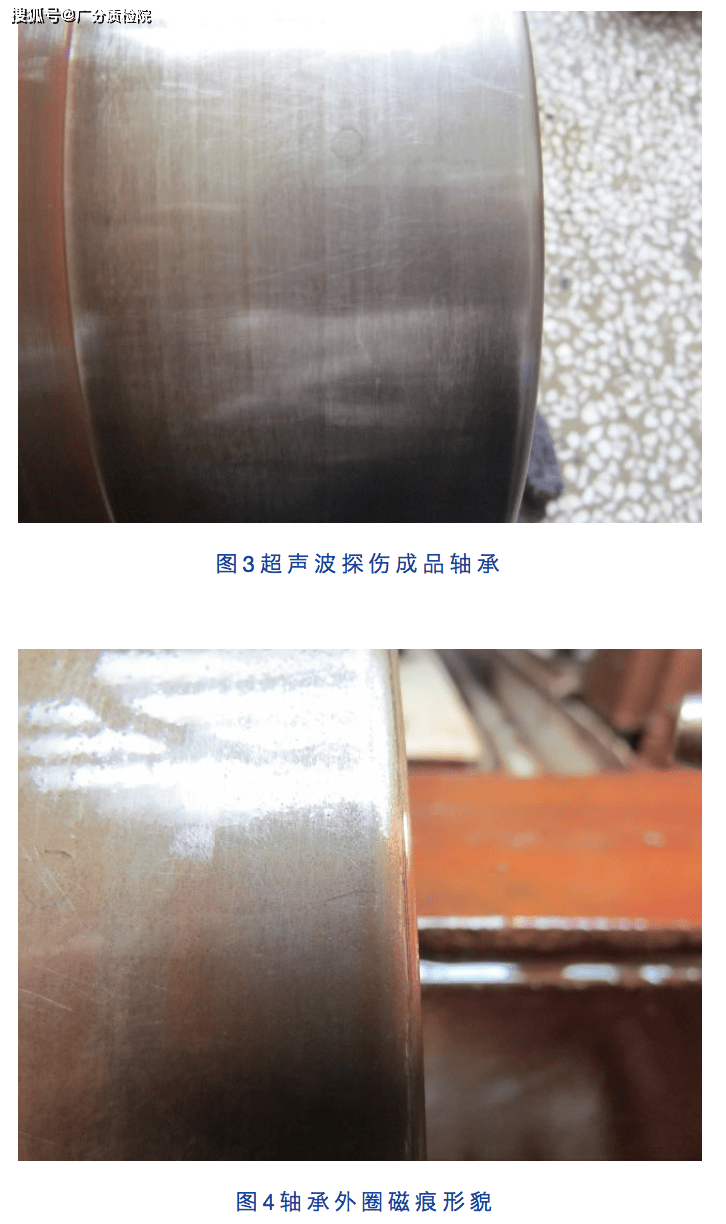
(图3,4)
对轴承外圈外径裂纹处进行冷酸擦拭,可见裂纹处外径面有灰黑色高温回火烧伤,并且有点状白亮色二次淬火烧伤分布,如图5所示,经分析认为裂纹处烧伤应是在研磨加工零件外径面时产生的。
另通过对裂纹处取样并经冷酸腐蚀后在显微镜下观察,裂纹垂直于表面,裂纹内未发现材料夹杂物、氧化皮等异物分布,在金相显微镜下可见裂纹所在外径表面存在明显烧伤现象,如图6所示。
由此分析判断,试验零件套圈外径面裂纹是由于在磨加工外径面时产生的磨削裂纹。
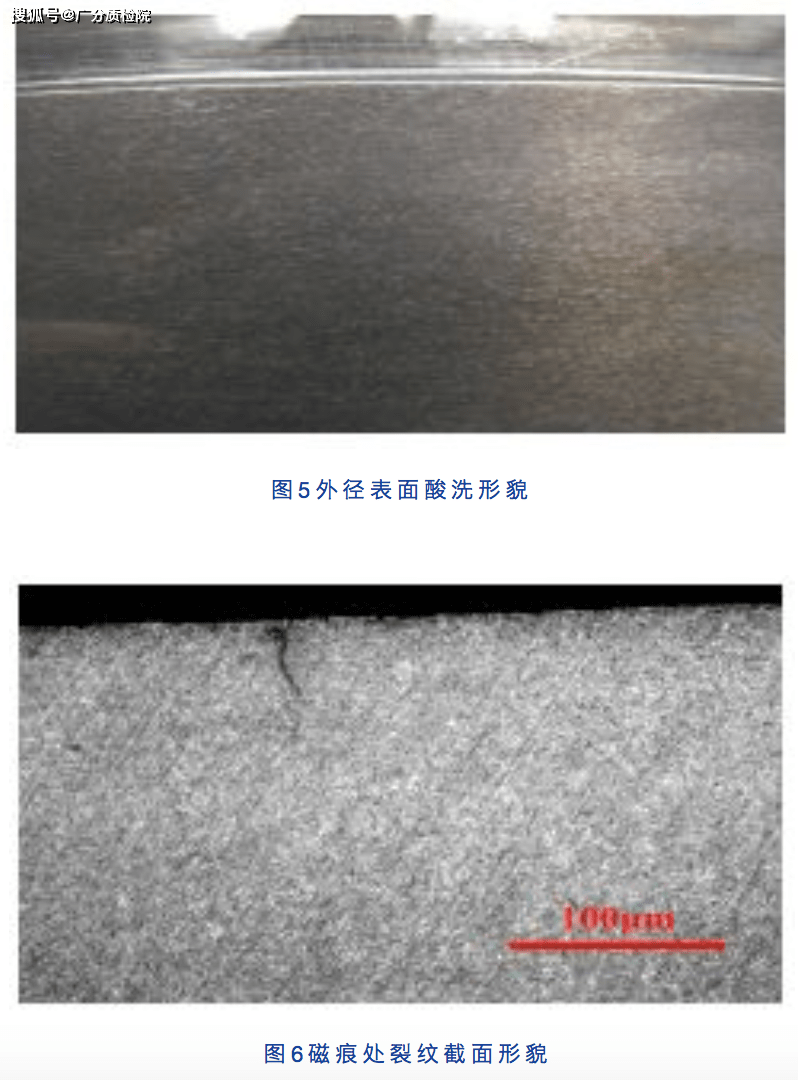
(图5,6)
4. 结论
通过试验,超声表面波探伤这种无损检测技术可以成功的应用于成品轴承的表面及近表面的缺陷检测,应用于特殊情况下对产品质量的处置,由于其成功运用避免了由于拆卸轴承导致的产品零件的破坏,降低了拆卸轴承的成本,从而保证了成品轴承的产品质量。
这种方法的成功运用,对轴承制造企业、对轴承行业都提供了非常实用的有效检测手段。
- End -
内容涉及标准可能存在废止的情况,请实际操作中勿采用,本文仅提供知识参考思路!若有错误,请留言指正,也希望这些知识点可以帮到你!
本文来源:广分质检院(搜狐号)
声明:本文章系转载,版权归原作者所有。本号尊重原创,转载文章仅为传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如其他媒体、网站或个人从本网站转载使用,请保留本站注明的文章来源,并自负版权等法律责任。如对文章有疑议请及时与我们联系。
热点推荐
点击下方相关图文了解详情
01
02
美标AWS/CWI,API,ASME 探伤试块
03
原装进口ASTM标准射线参考图谱选购
04
找设备,找耗材,上领翼商城一站采购

