轴承用钢冶金质量的基本要求
滚动轴承的使用寿命和可靠性很大程度上与轴承用钢的冶金质量有着密切的关系。由于轴承钢所具有的特性,对冶金质量的要求比一般工业用钢要严格的多。
1严格的化学成分要求
一般滚动轴承用钢主要是高碳铬轴承钢,即含碳量1%左右,加入1.5%左右的铬,并含有少量的锰、硅元素的过共析钢。只有严格控制轴承钢中的化学成分,才能通过热处理工序等到满足轴承性能的组织和硬度。
2较高的尺寸精度
对于滚动轴承用钢要求钢材尺寸精度较高, 这是因为大部分轴承零件都要经过压力加工成型。为了节省材料和提高劳动生产率, 绝大部分轴承套圈都是经过锻造成型,钢球经过冷镦或热锻成型,小尺寸的滚子也是经过冷镦成型,如果钢材的尺寸精度不高,就无法精确的计算下料尺寸和重量,不能保证轴承零件的产品质量,容易造成设
备和模具的损坏。
3特别严格的纯洁度要求
钢中的纯洁度是指钢中所含非金属夹杂物的多少,纯洁度越高,钢中的非金属夹杂物含量越低。轴承钢中的氧化物、硅酸盐、点状不变形夹杂物等有害夹杂物是导致轴承早期疲劳剥落、显著降低轴承寿命的主要原因。而且,脆性夹杂物由于在磨加工过程中容易从金属基体上剥落下来,严重影响轴承零件精加工后的表面质量。为了提高轴承的使用寿命和可靠性,必须降低轴承钢中的非金属夹杂物的含量。
4严格的低倍组织和显微(高倍)组织要求
轴承钢的低倍组织是指一般疏松、中心疏松和偏析,显微(高倍)组织包括轴承钢的退火组织、碳化物网状、带状和液析等。低、高倍组织的优劣对滚动轴承的性能和使用寿命有很大的影响。所以,在轴承钢材料标准中对低、高倍组织有着严格的要求。
5特别严格的表面缺陷和内部缺陷要求
对轴承钢而言,表面缺陷包括表面裂纹、表面夹渣、毛刺、折叠、结疤、氧化皮等,内部缺陷包括缩孔、气泡、白点、过烧、严重的疏松和偏析、显微孔隙等。这些缺陷对于轴承的加工、轴承的性能和使用寿命有着很大的影响,在轴承钢材料标准中明文规定不允许出现这些缺陷。
6特别严格的碳化物不均匀性要求
在轴承钢中,如果出现碳化物分布不均匀,在热处理加工过程中容易造成组织和硬度的不均匀。在碳化物分布较少的区域,形成马氏体针状组织,硬度偏低。因为在《滚动轴承零件热处理技术条件》中对热处理后的组织、硬度和硬度均匀性有着严格的要求,而且,碳化物不均匀性还容易使轴承零件在淬火冷却时产生裂纹,碳化物不均匀性还导致轴承寿命的降低。
7特别严格的表面脱碳层要求
在轴承钢材料标准中对钢材的表面脱碳层有着严格的规定, 如果表面脱碳层超出标准的规定范围,在热处理前的加工过程中没有将其全部清除掉,那么在热处理淬火过程中容易产生淬火裂纹,造成零件的报废。

锻造钢球生产工艺和质量指标
高铬球质量指标:含铬量≥10.0%、含碳量在1.80%-3.20%之间都称为高铬球,国家标准要求高铬球硬度(HRC)必须≥58以上,冲击值ak≥3.0J/㎝2,若达此硬度高铬球必须采用高温淬火+回火处理(目前国内高铬球淬火有油淬和风淬两种淬火方式),如检测硬度(HRC)低于54以下说明高铬球没有经过淬火处理。
二、中铬球质量指标:含铬量3.0%~7.0%,含碳量在1.80%-3.20%之间都称为中铬球,冲击值ak≥2.0J/㎝2,国家标准要求中铬球硬度(HRC)必须≥47以上,为保证钢球质量中铬球需采用高温回火处理(以达到消除铸造应力之目的),如钢球表面呈暗红色表明产品已经过高温回火处理、如钢球表面仍呈金属本色表明产品没有高温回火处理。
三、低铬球质量指标:含铬量0.5%~2.5%,含碳量在1.80%-3.20%之间都称为低铬球,国家标准要求低铬球硬度(HRC)必须≥45以上,冲击值ak≥1.5J/㎝2,为保证钢球质量低铬球也需采用高温回火处理(以达到消除铸造应力之目的),如钢球表面呈暗红色表明产品已经过高温回火处理、如钢球表面仍呈金属本色表明产品没有高温回火处理。
1、传统工艺:顾名思义就是锻打而成的钢球,采用空气锤对原材料进行锻打到一定的形变量,增加压缩比,从而使耐磨球的组织结构更加密实,提高韧性和硬度。传统的工艺需要先按照尺寸下料,然后用煤或者天然气将料加热到一定温度,空气锤锻打,热处理,产品检验传统工艺有太多的弊端,最主要的有生产效率低下、产品质量人为控制导致个体差异大、环境污染严重、工人劳动强度很大、热辐射和噪音辐射等严重危害工人健康。原材料:锻造钢球所需的原材料--圆钢,全部从国家大型钢厂订购,并且可以对不同耐磨钢球材质的特殊要求,进行特殊加工。原材料加热:我们采用节能型感应棒料加热电炉进行加热,可以保证整块原材料温度均匀并且大大降低原材料损耗,加热后原材料均匀的温度可以保证耐磨钢球在热处理过程中硬度均匀。热处理系统:通过自行研制的水淬火热处理生产线和科学的热处理工艺,可以随意控制耐磨钢球的入水温度和出水温度使锻造耐磨球从表面到芯部的硬度更高并同时具有高韧性,破碎率极低,在各种恶劣的工作环境下保持耐磨球的稳定性。
2、斜扎工艺:随着时代的发展,传统工艺逐渐淡出历史舞台,取而代之的是斜扎工艺,斜扎工艺基本思路是用电炉将整根的圆钢加热,通过输送装置送入轧辊,通过电机和减速机带动轧辊旋转,轧辊就可以利用其自身的球槽设计将高温的圆钢斜扎成球。斜扎工艺无需下料,无需空气锤锻打,大大提高了生产效率,工人劳动强度也大大降低,受到的噪音等危害也大大减少,斜扎技术是锻造钢球行业飞跃式的发展但是斜扎工艺有很大的缺陷,最主要的是表面质量和圆度等方面,斜扎技术扎出的钢球表面有夹皮、缺肉、过烧、突起、失圆度高等缺陷,而且斜扎技术在钢球直径大于50mm时,扎出的钢球各项指标均达不到相关标准的要求。直径大于90mm的钢球,斜扎技术已经不能生产。
3、旋切滚锻技术:随着世界矿业机械的发展,球磨机直径越来愈大,同时伴随着半自磨机的出现,矿山对于球磨机钢球的需求也从小直径开始逐渐更新为大直径。显然,传统工艺和斜扎技术已经不能满足矿山的需要。在这种情况下,山东钢球股份有限公司董事长侯宇岷先生,带领公司的技术人员,通过国外学习、自主研发,通过不断地摸索、试验,经过几年的辛苦努力,终于研发成功了锻造钢球旋切滚段自动化生产线。旋切辊锻机等关键技术荣获国家5项发明专利,配合其新型RCAB系列专利材料,生产出来的产品被国际矿业巨头“必和必拓”“力拓”“淡水河谷”等认可锻造钢球热处理系统通过自行研制的水淬火热处理生产线和科学的热处理工艺,使锻造耐磨球从表面到芯部的硬度更高并同时具有高韧性,破碎率极低,在各种恶劣的工作环境下保持耐磨球的稳定性。旋切滚锻自动化钢球生产线技术采用全新的自动上料技术、中频&高频感应电炉加热技术、旋切辊锻机技术、螺旋等温机技术、滚筒式螺旋淬火机技术、全自动保温桶等先进设备,生产效率比传统工艺提高了近20倍,工人的劳动强度和工作环境得到了极大地改善。用先进的感应炉加热,取代了煤炭和天然气等,节能降耗的同时,不会给环境带来污染。生产出来的钢球不管是表面质量还是内在品质,都超过了相关标准的指标,圆度、硬度、冲击值、跌落值都超过了国家标准的规定。尤其是打破了直径100mm以上大直径钢球,只能依赖传统空气锤锻打的常规。可谓锻造钢球发展史上又一次飞跃。目前公司能生产直径20mm—150mm之间的锻造钢球。
4、锻造钢球液态挤压成型技术。钢球公司此项技术正在研发和申请专利之中,尚不能提供详细的资料。
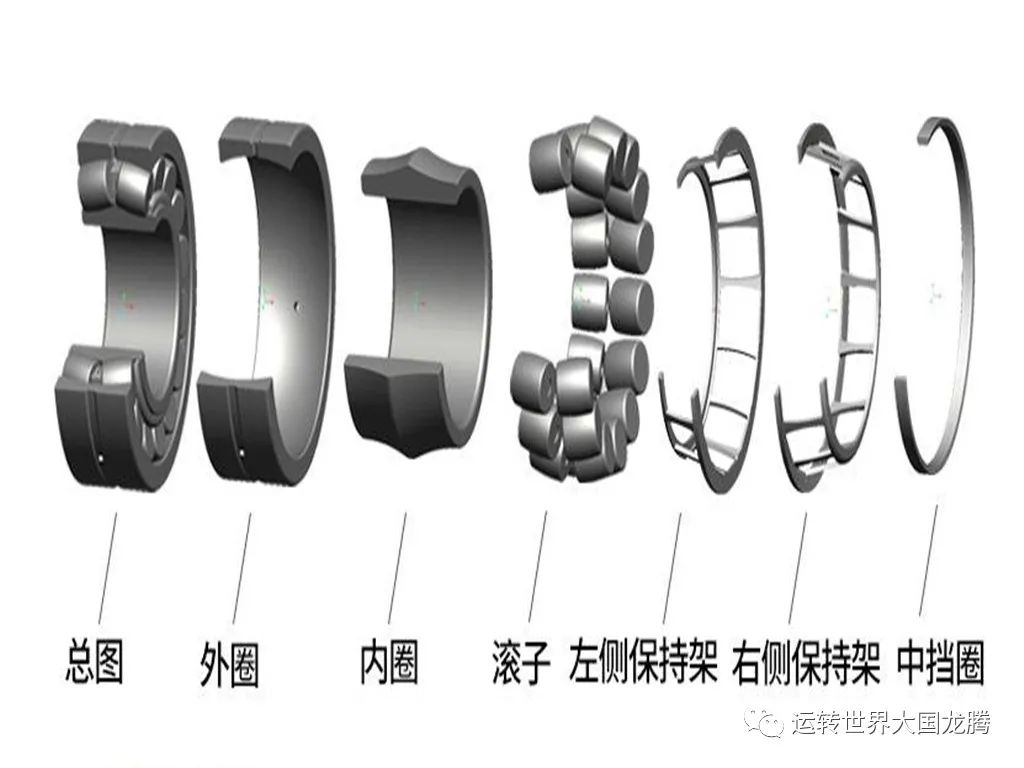
(运转世界大国龙腾 龙出东方 腾达天下 龙腾三类调心滚子轴承 刘兴邦CA CC E MB MA)
轴承运转质量检查的小窍门
轴承安装好后要进行检查,应保证轴承安装到位,旋转灵活,无卡滞现象,如轴承安装不当,会使轴承温度迅速上升而损坏,甚至发生轴承卡死断裂等重大事故。
第一,轴承的转动音用听诊器等检查,有较强的金属噪声、异音、不规则音等说明异常。其原因有润滑不良、轴或轴承座精度不良、轴承损伤、异物侵入等。
第二,轴承温度,一般可根据轴承座的外部温度推测。但利用油孔直接测量轴承外圈的温度更加准确。轴承温度,从运转开始逐渐升高,通常1~2小时后温度稳定。如果轴承安装不良,温度会急剧上升,出现异常高温。其原因诸如润滑剂过多、轴承游隙过小、安装不良、密封装置摩擦过大等。高速旋转的场合,轴承结构、润滑方式的选择错误等也是其原因。
第三,小型机械可以用手旋转,以确认是否旋转顺畅。检查项目有因异物、伤痕、压痕而造成的运转不畅,因安装不良,安装座加工不良而产生的力矩不稳定,由于游隙过小、安装误差、密封摩擦而引起的力矩过大等等。如无异常则可以开始动力运转。
第四,大型机械不能手动旋转,所以空载启动后立即切断动力,机械空转,检查有无振动、噪音、旋转部件是否有接触等等,确认无异常后,进入动力运转。
