在平常的维修中,我们经常会遇到一些让人哭笑不得的故障。很多时候我们查了很多地方,最后发现设备根本就没有任何问题,但是现场的岗位人员就是开不起来。对于这样的故障,很多都是由于现场人员的误操作导致的,再加上我们自己对于现场设备不是特别熟悉,最终导致了我们忙碌很长时间却始终找不到问题的关键,今天跟大家分享的就是这么一次维修经历,忙碌了很久最后却是啥也没有坏,仅仅是一个按键的问题。

事情的经过,昨天中午,突然接到我们厂后加工岗位人员的电话,说他们那里的成品输送机坏了,只能前进不能后退的,让我赶紧过去看看他们急等着用。接到电话后,我们很快赶到现场,在操作屏上尝试一下,确实只能往一个方向运动,点击反向运动没有任何反应。因为之前没有遇到过这样的问题,所以只能一步步查找故障原因。
这个成品输送带是有两个电机控制的,每个电机都是使用施耐德ATV32变频器控制,所以两个电机都可以同时实现正反转。考虑到整个传送带可以正向运输,不能反向运输应该电机和变频器没有问题,而是运输带两侧的限位开关,可能反向的限位开关动作了,导致了反向无响应。

故障分析原因查找,基于上面的分析,我们首先想到的是,查找限位开关有没有出现问题,是位置到了极限还是开关故障。经过一番检查,发现两侧的限位开关均没有任何问题,但传输带反向没有任何反应,这只能从电源控制柜去查找。对于这种故障,我个人比较喜欢采用实验的方法排除故障。我把变频器的频率进行调整,把正转的数值变成负数,这样原本正转的电机就变成了反向运动。

我把两台变频器,分别改成负数进行尝试,结果出乎意料,成品输送带两侧的电机,都是可以正向反向运动的,这就证明了变频器和电机线路都是没有问题的。这么一来感觉整个故障还真的有点麻烦,有点摸不着头脑了。此时我们只能怀疑是PLC输入输出的故障。于是我让岗位人员操作把输送带反向运转,结果PLC模块上没有任何输入。而点击正向运动的时候,PLC模块却可以正常输入输出,由此可以判断整个故障,在PLC模块输入之前,从操作台到电源柜这一段。

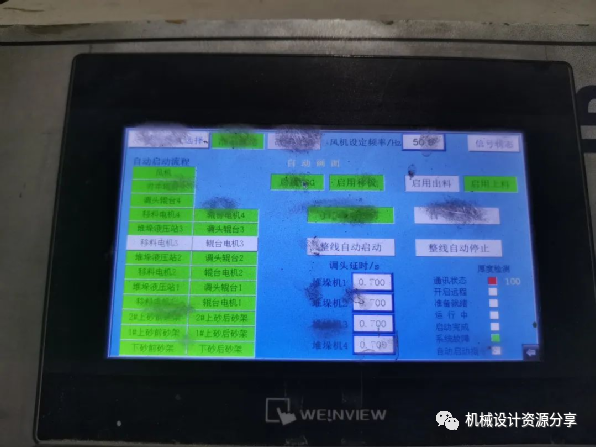
真正的原因居然是这样的,在上面的检查分析之后,我把故障锁定在操作屏幕到电源柜这一段,一般情况下,很少会出现线路断掉的情况,于是我打电话问了一下更有经验的现场操作人员,操作人员说你看看现在机器属于什么模式,我看了一下机器处于分拣模式(机器有两个模式一个是分拣一个是撤垛),然后他说分拣模式成品输送带,是不能反向运动的,我把模式打成撤垛,果然输送带可以反向运动了。看到这个结果我们都是哭笑不得,忙活了这么半天,居然是这个结果。
我又问现场人员,你知不道模式不对输送带不能反向运动,他说我开了两年多还真不知道。他又问我,你是维修你不知道吗?我说,我是维修但我真的没开过这个设备。对于这个模式选择,我上哪知道去?到这里问题终于解决了,忙了两个多小时,却是个空。
总结
有时候我们在查找故障的时候,查了很多地方就是找不到问题,这时候一定要冷静下来,仔细分析一下是不是操作上有什么问题。如果现在的操作人员不知道,就要问更熟悉机器的人。有时候我们找不到故障,恰恰说明真的没有故障,是某些地方设置错了。如果我们主观上就认为这机器是坏了,还不停地更换零件尝试那就麻烦大了。 有时候确实挺无奈的,维修自己不会开的机器,想要维修顺利确实不容易,但我们要做到所有机器都会开,又真的不容易实现。
END
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系。
