中国环卫博览会丨水气环保——中国市政环保领域先进技术服务商
2023-09-27 19:35 浏览:25
2023中国城市环境卫生协会年会暨2023中国环卫博览会将于10月18-21日在深圳会展中心隆重举行。深圳水气环保集团有限公司将亮相2023中国环卫博览会,展位号:4C27,期待行业人士的莅临!水气环保集团是中国市政环保领域的先进技术服务商,拥有覆盖水处理和垃圾处理领域的先进工艺技术、综合服务能力和深厚行业经验;核心团队基于20余年在污水、餐厨垃圾及循环经济园区的投资、建设及运营管理经验,帮助客户成功实现环保达标排放、降低碳排放和垃圾资源化利用为环保行业资源综合利用提供全面、稳定、精准的定制化升级方案,并大量应用于公用事业、工业和商业终端市场的需求。水气环保集团聚焦于厌氧消化系统、高浓度废水脱氮、污泥减量、渗滤液全量化等核心环保技术领域并持续突破。
水气环保集团从项目环保设施管理全周期角度出发,将传统的项目运维管理模式升级为“环保管家”模式。针对环保设施投资、建设、和运营的综合特性,全方位构建集咨询、维护、改造、升级以及投资并购为一体的现代化管理服务新体系。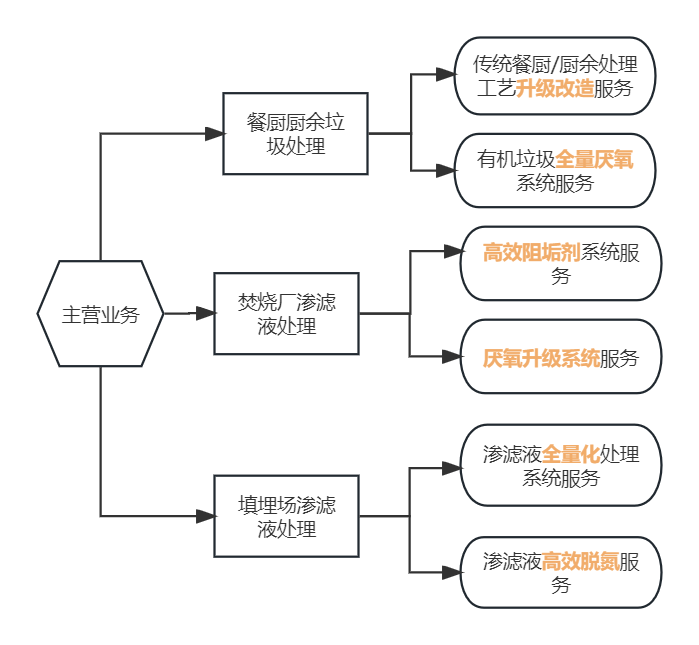
PART1:垃圾渗滤液高效低成本脱氮系统
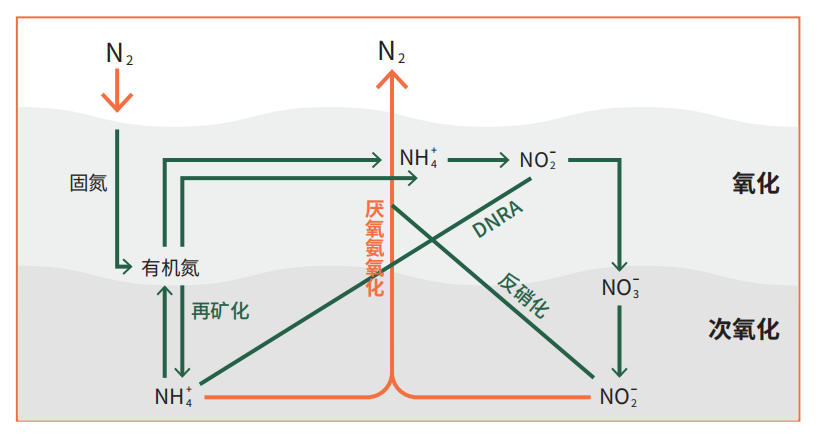
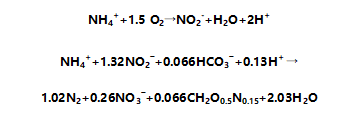
原理:厌氧氨氧化(ANAMMOX)技术是指缺氧条件下,先将部分氨氮亚硝化为NO2-N,厌氧氨氧化细菌(AnAOB)以NO2-N为电子受体,将氨氮直接氧化为氮气的生物过程。 • 无需投加碳源,以氨为电子供体节省传统生物脱氮工艺中所需的碳源,降低药剂运营成本。• 比全程硝化(氨氧化为硝酸盐)节省60%以上的供氧量,降低项目能耗。• 产泥量只有传统生物脱氮工艺中污泥产量的15%左右,减少污泥处置费用。应用:适用于老龄化填埋场渗滤液、餐厨垃圾沼液的脱氮处理。
概述:本技术是利用硫自养菌在厌缺氧条件下以硝态氮或亚硝态氮为电子受体,含硫化合物为电子供体的新型脱氮工艺。此工艺相较传统脱氮无需考虑脱氮期间碳源不足的问题,实现了高效低成本脱氮。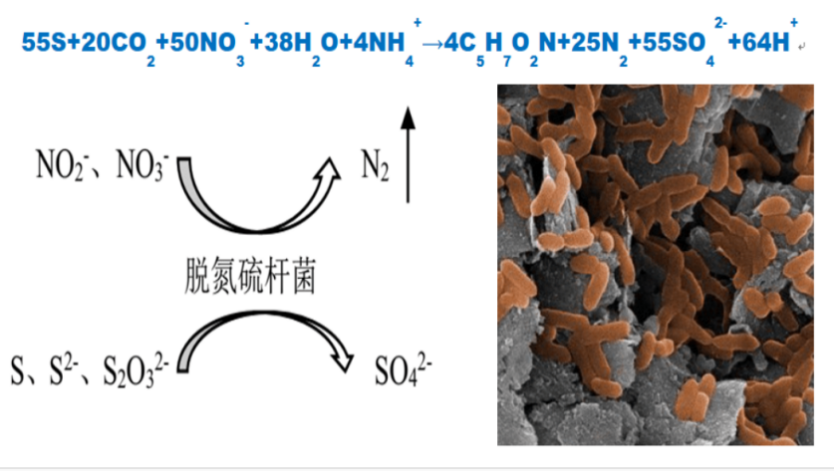
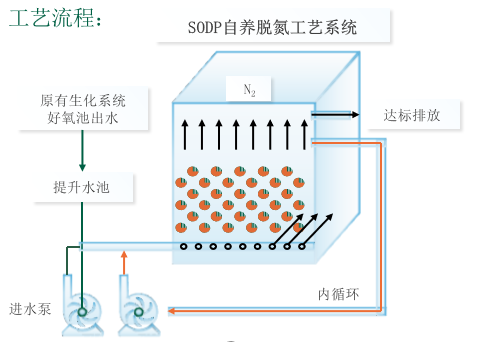
硫自养脱氮技术优势:
①建设工期短,见效快;
②无需停水,不影响水厂的运行;
③耐低温、运行稳定,可操作性强;
④污泥产生量少,减少污泥处置成本;
⑤无需添加碳源,运营成本低,脱氮去除精度高;
⑥运行费用低,不要反洗,效率高,总氮可以达到更高标准;
PART2:垃圾渗滤液全量化处理系统-高级氧化
行业背景:目前垃圾填埋场渗滤液处理主流工艺是两级A/O+MBR+RO工艺或DTRO工艺,膜工艺可保证出水达标,但会产生一批膜浓缩液。大多填埋场浓缩液采取回流到调节池再进行循环处理或直接回灌填埋场处理,导致渗滤液出现碳氮比严重失衡,COD、氨氮高,盐分含量高,产水率大大降低,生化系统启动困难,甚至崩溃。《生活垃圾污染物排放标准》(征求意见稿)第9.3.2条明确膜浓缩液禁止回灌。因此填埋场渗滤液处理问题亟待解决。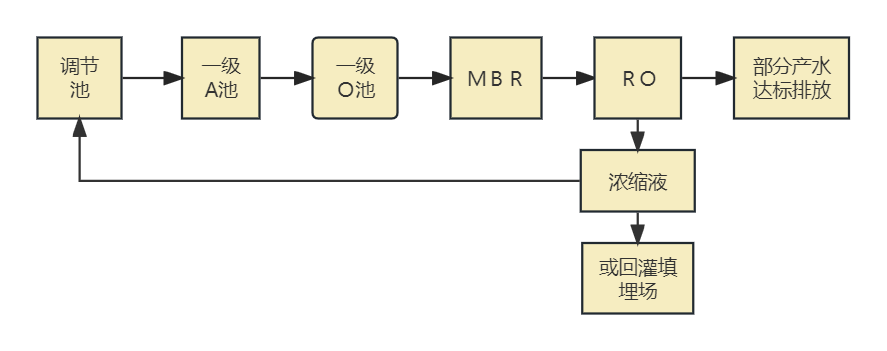
我司渗滤液全量化处理-高级氧化工艺路线:(无浓缩液产生)
利用高级氧化产生的具有极强氧化能力的羟基自由基,对渗滤液中的难降解有机物进行矿化。同时,有的大分子有机物在高级氧化的作用下转化为小分子有机物,辅以高效生物反应器进行处理,可以实现对填埋场渗滤液的全量处理,过程无浓缩液产生,出水指标满足《生活垃圾填埋场污染控制标准》GB16889-2008表二标准。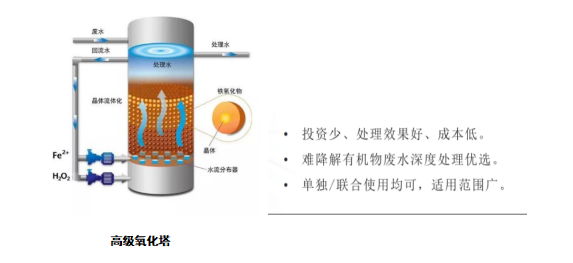
1、行业背景:在垃圾分类大环境下,生活垃圾高昂的源头分类成本及传统厌氧反应器对进料的高精度要求的矛盾,极大增加了餐厨厨余垃圾的处理难度。为解决以上问题,同时基于20年有机垃圾处理项目推广应用的经验我们对厌氧技术进行了全面的系统化升级,通过干湿法调节器,把干法厌氧对厨余垃圾分类程度的低要求与湿法厌氧对高含水物料的适应性完美结合,形成了处理厨余垃圾的全量厌氧系统。 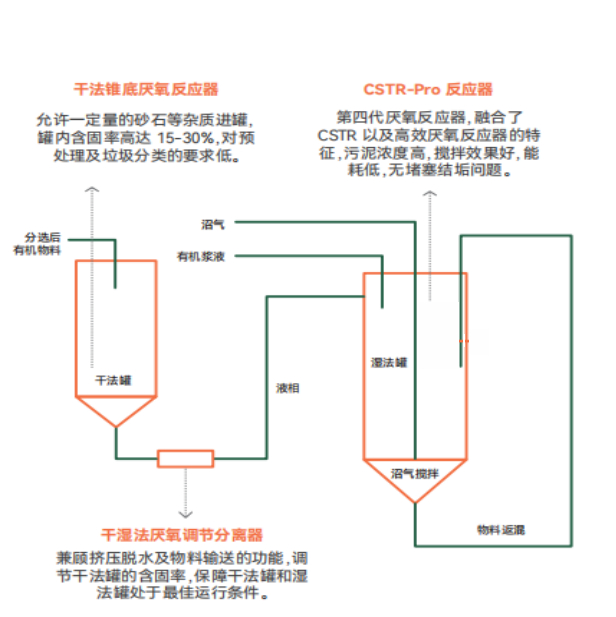
①可接纳未经精细化源头分类与机械分选的混合垃圾(小于80mm),②减少90%以上的有机垃圾的外运量,餐厨/厨余垃圾减量率从50%上升至75%;③使厌氧消化系统增加30%产气率,极大提升沼气利用经济效益;④体停留时间不变,不增加罐体容积,工艺路线大大简化。CSTR-Pro
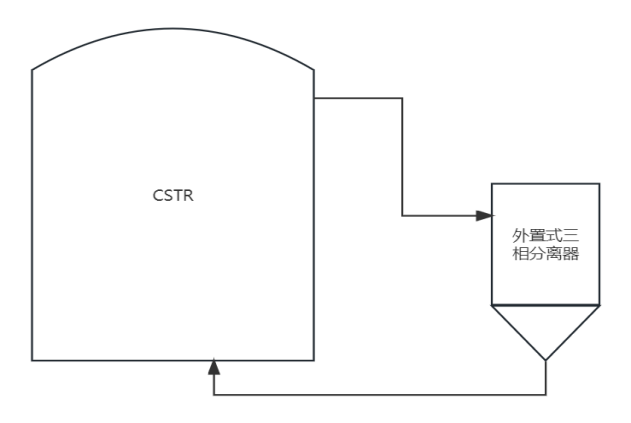
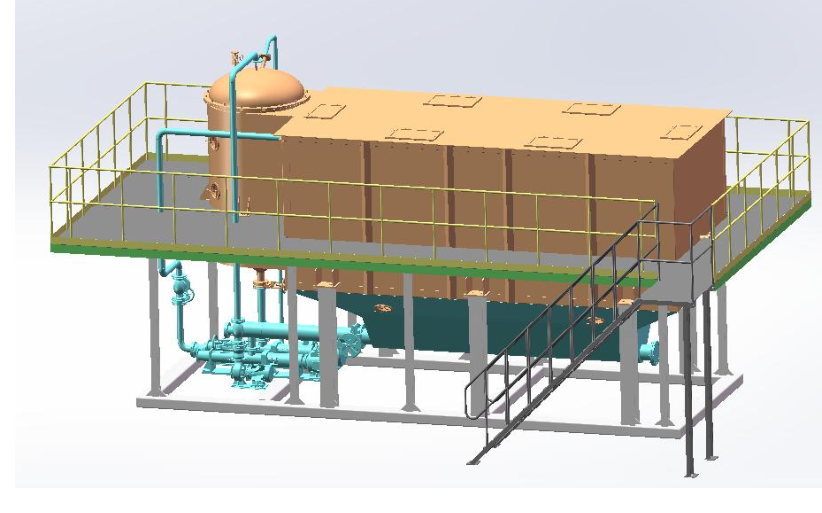
国内餐厨/厨余垃圾处理项目大部分采用“预处理+厌氧系统+污水处理”工艺,在厌氧系统中,应用较多的是完全混合厌氧反应器(CSTR)。该厌氧消化反应器池体体积较大,负荷较低,其污泥停留时间等于水力停留时间,因此不能在反应器内积累起足够浓度的污泥。我司建议在CSTR基础上增加外置式三相分离器。如图所示:外置式三相分离器
1、有效的污泥拦截功能,可以将拦截的污泥截留并回流到厌氧系统,提高污泥浓度,增加了厌氧系统的容积负荷;4、降低了厌氧系统酸化的概率,同时减少相应的药剂成本;一、高效阻垢系统方案
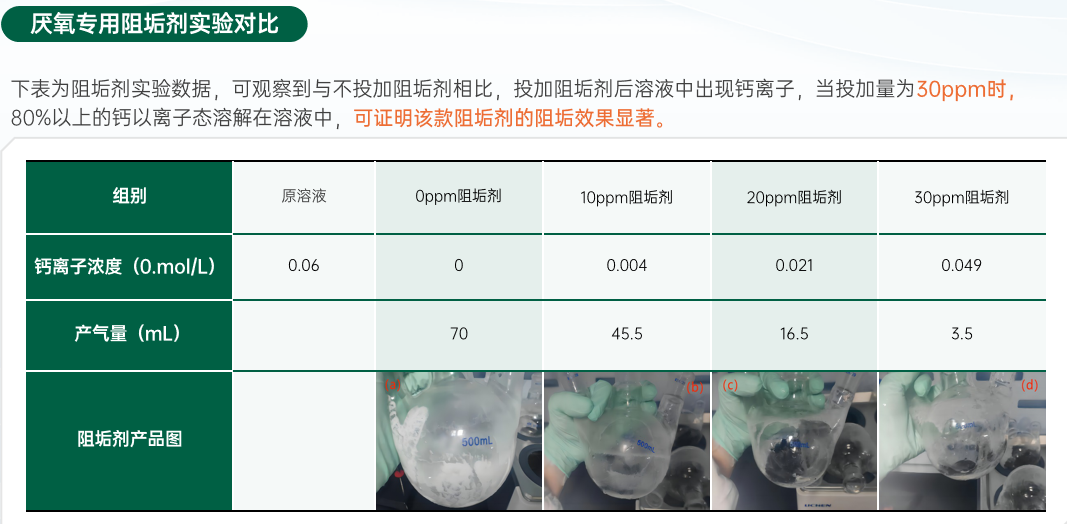
目前的主流处理工艺均采用“预处理+厌氧+反硝化+硝化+膜处理”方式,其中,厌氧反应器是关键设备,主要用于去除大量的有机物。但是,垃圾焚烧厂渗滤具有有机物、氨氮以及钙镁离子浓度高等特点,由于厌氧反应过程会提供额外的碱度,造成体系的钙镁硬度上升,硫酸根、磷酸根和硅酸根离子也容易在厌氧反应过程中产生与积累,并与水中的钙镁等金属阳离子结合生成不溶于水的盐类。原理:把成垢阳离子尽可能的螯合起来,同时附着在已形成的水垢表面,让晶体畸变,散开,难抱团成大块水垢。最大程度使得成垢阳离子保持在离子态,实现阻垢效果。
厌氧阻垢剂绿色产品,阻垢能力强,对微生物友好,已在国内成功应用并取得良好的经济效益:②有效控制厌氧污泥钙化(可使污泥维持良好的VSS/TSS);应用:我司的高效厌氧专用阻垢剂适用于焚烧厂、造纸厂等高碱度高硬度渗滤液的厌氧环境;可有效减缓厌氧反应器管道、布水器的结垢问题。行业背景:环保督察趋于常态化,排放标准趋于严苛。针对当前焚烧厂渗滤液中高COD和高氨氮等污染物,其中厌氧工艺是生物处理中的关键工艺。焚烧厂渗滤液在厌氧处理过程中,渗滤液中钙镁等离子、磷酸根和 COD 降解形成的二氧化碳易形成沉积物,造成反应器的堵塞,严重影响厌氧反应系统的处理效率,影响渗滤液处理系统运行的稳定性。我们结合多年渗滤液厌氧系统建设和运行的经验,分析了焚烧厂渗滤液厌氧处理过程中反应器和管道堵塞的成因,对厌氧系统的选型、设计、运行和维护等给出了防堵塞的全新解决方案。UASB-pro

传统USAB反应器污泥流失严重导致处理负荷低,抗冲击性弱,占地面积大,投资建设成本高。• 罐体分离器外为全混态,允许更高的上升流速和容积负荷;邮箱:pandeng@watergas.com.cn地址:深圳市福田区莲花街道福新社区益田路6013号江苏大厦A、B座B座913 声明:本文来自丞华环卫展,为丞华环卫展展商提供,转载请注明,如有问题或商务合作请联系18615581737(微信同号)!
声明:本文来自丞华环卫展,为丞华环卫展展商提供,转载请注明,如有问题或商务合作请联系18615581737(微信同号)!