手机版
二维码
购物车
(
0
)
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
推广
热搜:
采购方式
滤芯
甲带
气动隔膜泵
减速机
减速机型号
带式称重给煤机
履带
无级变速机
链式给煤机
首页
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
首页
>
资讯
>
机械设备
邹军:如何解决加工中的振刀问题
日期:2024-01-27 13:41:51 来源:网络整理 作者:本站编辑
评论:0
如何决解加工过程中的振刀问题?
先看山特维克提供的一段视频。
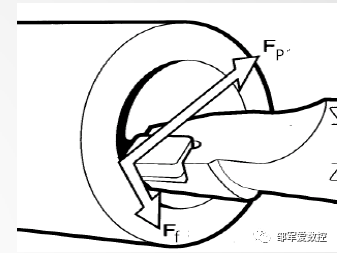
刀具在加工工件的时候会在径向方向
产生一个分力(Fp),
如下图:
在受到力的时候,如果刀具刚性不足,那么刀体就会变形,会往力的方向产出偏差,有一个位移。
刀具有了位移,这样吃刀深度就变小了,力也就变小了,那么产生的位移也就变小了。
产生的位移变小,刀具就向力的反方向移动,这样吃刀深度又变大,同时切削又变大。
这就好比把刀具比作一个细长木棍,一端固定,另一端受力,那么远离未固定的一端就会产生偏移,回弹。
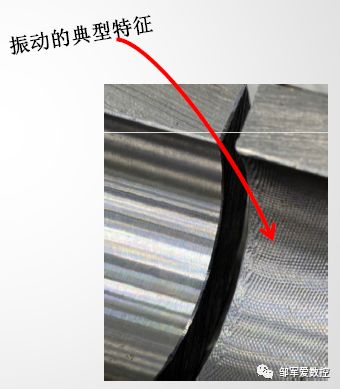
就这样,加工过程中,不断变化的切削力作用到刀具和工件,从而产生震动。
那么我们可以看到,产生振动有两个直接相关的因素:
一,刀体本身的强度
二,切削力的大小
当然还和其它因素有关,比如工件的强度(工件也会产生位移),机床,夹具,加工参数等等,邹军我就不展开分析。
今天这篇文章从上面两点给大家一个解决的思路。
一, 刀体本身的强度
刀体本身的强度,这个好理解,越粗越短,强度就越大.......。
所以你想往这个方向上解决振动问题,那么就把刀体往短,往粗了弄,那一定会解决问题的。如果加工度长度有要求,那也要注意下面的问题:
1,钢制刀杆伸出长度控制在3倍径以内。
2,重金属刀杆伸出长度控制在,6倍径以内。
3,如果还要长尽可能使用减震刀杆。
二, 切削力的大小
切削力,这个更好理解了,切削力越小振动越小。那么从刀具角度来讲,你可以从下面两个方面选择合适刀具,效果会立竿见影。
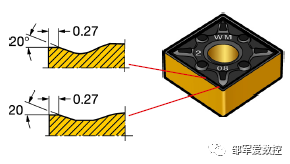
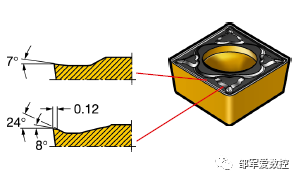
1,大前角,小刃口宽度的刀具
关于刀具刃口宽度,很多朋友表示不知道,具体概念就不解释了,一图胜千言,如下图所示:
上图两种类型的刀片前角分别为20度和24度,刃口宽度分别是0.27 和0.12。
也就是说前角越大刃口宽度越小意味着刀具越锋利,切削过程中切削力会越小。
另外说下,
刀具的刃口宽非常重要,直接决定编程时候进给F的大小
,关于切削参数的选取,后面有时间分享。
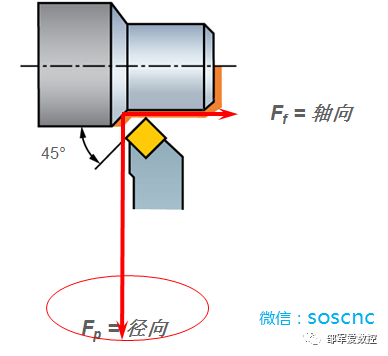
2,刀具主偏角
刀具切削零件的过程中会受到两个力,
轴向
和
径向
切削力。
比如下图所示:
上图为45°主偏角的刀具,
红色箭头长短示意此方向受力的大小,即径向受力大于轴向受力。
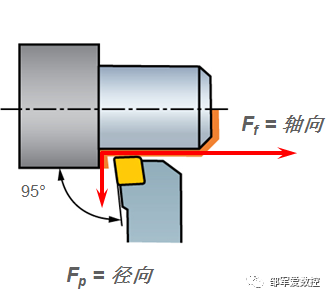
上图为95°主偏角的刀具,红色箭头长短示意此方向受力的大小,即径向受力小于轴向受力。
也就是说,
刀具主偏角的大小直接决定径向切削力的大小
,刀具主偏角越大径向受到的切削力越小,主偏角越小径向方向受到的切削力越大。
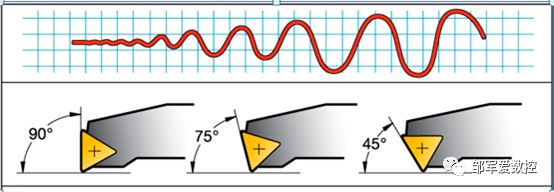
如下图所示:
上面三种常见的刀具主偏角分别为:90°,75°,45°。主偏角越小径向受力越大,刀具震动趋势越大。
好了,以上纯干货,且就分享这么多,希望大家能够深入学习和思考
近期文章:
邹军:8字油槽的编程方法
邹军:这样编写数控程序能让你提升产品质量,降低刀具费用!
邹军:如何解决铁屑缠绕工件不断屑?
邹军:大螺距梯形螺纹的数控创新车加工
邹军:数控编程的高级玩法,让数控程序“智能化”
邹军:通过数控宏程序实现刀具寿命管理(二)
邹军:数控宏程序编程,三角函数的应用案例
邹军:数控宏程序入门知识(IF ….. GOTO 语句的
应用案例)
邹军:从改变切削参数提高加工效率到数控编程,分享我的一些方法
邹军:掌握少数人才拥有的数控编程方法,能让你很快成为高手
打赏
更多
>
同类资讯
• 河北冀标矿山机械制造有限公司
0
条
相关评论
推荐图文
推荐资讯
点击排行
18
1
求自动化设备供应商
14
2
烟台机械类小公司招人咋那么难
12
3
半导体设备零部件供应商系列:石英部件
10
4
是做齿轮链轮⚙️的厂子嘛~
9
5
没有进项票的二手工程机械如何合规出口?
8
6
喷涂工艺
7
7
不用预热焊接耐磨板专用焊丝 JD825耐磨钢焊丝
7
8
电镀生产线,这里也太酷了吧!?
6
9
实验室教学设备采购必入清单!
网站首页
|
关于我们
|
联系方式
|
使用协议
|
版权隐私
|
网站地图
|
排名推广
|
广告服务
|
积分换礼
|
网站留言
|
RSS订阅
|
违规举报
|
皖ICP备20008326号-18
(c)2008-2022 免费发布网 All Rights Reserved