йҡҸзқҖеңҹе»әи¶ҠжқҘи¶Ҡе№ҝжіӣең°йҮҮз”Ёй“қжЁЎжқҝпјҢеүӘеҠӣеўҷе…ҚжҠ№зҒ°д№ҹжҲҗдёәеёёжҖҒпјҢжңәз”өе®үиЈ…еҰӮдҪ•й…ҚеҗҲй“қжЁЎе®һзҺ°зІҫеҮҶйў„еҹӢпјҢжҲҗдёәиҖғйӘҢе®үиЈ…ж°ҙе№ізҡ„е…ій”®гҖӮжң¬зӨәдҫӢе·ҘзЁӢжЁЎжқҝйҮҮз”Ёй“қжЁЎпјҢеүӘеҠӣеўҷе…ҚжҠ№зҒ°пјҢиҰҒжұӮе®үиЈ…зәҝзӣ’зҙ§иҙҙж··еҮқеңҹйқўпјҢдёҖж¬ЎжҲҗеһӢпјҢдёҚе…Ғи®ёеҗҺжңҹеҮҝжү“гҖӮеҰӮдҪ•дҝқиҜҒеүӘеҠӣеўҷдёҠзӮ№дҪҚйў„еҹӢзІҫеҮҶпјҢдё”зәҝзӣ’зҙ§иҙҙж··еҮқеңҹйқўпјҹдёӯе»әдёүеұҖдёүе…¬еҸёе®үиЈ…еҲҶе…¬еҸёйЎ№зӣ®еӣўйҳҹеңЁе®һи·өдёӯжҖ»з»“еҮәдәҶй“қжЁЎеүӘеҠӣеўҷзәҝзӣ’йў„еҹӢе·ҘиүәпјҢеҸ–еҫ—иҫғеҘҪж•ҲжһңгҖӮ
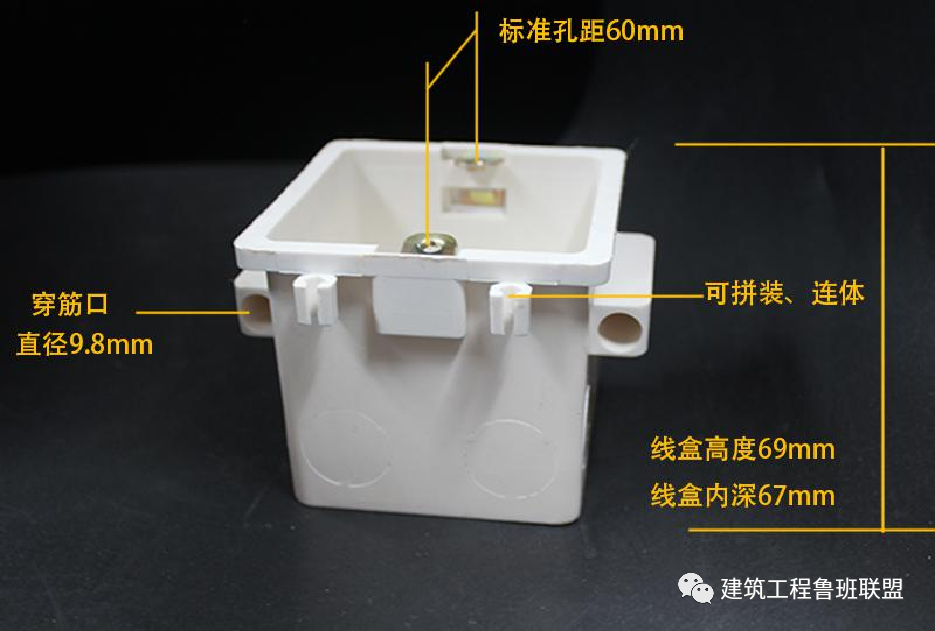
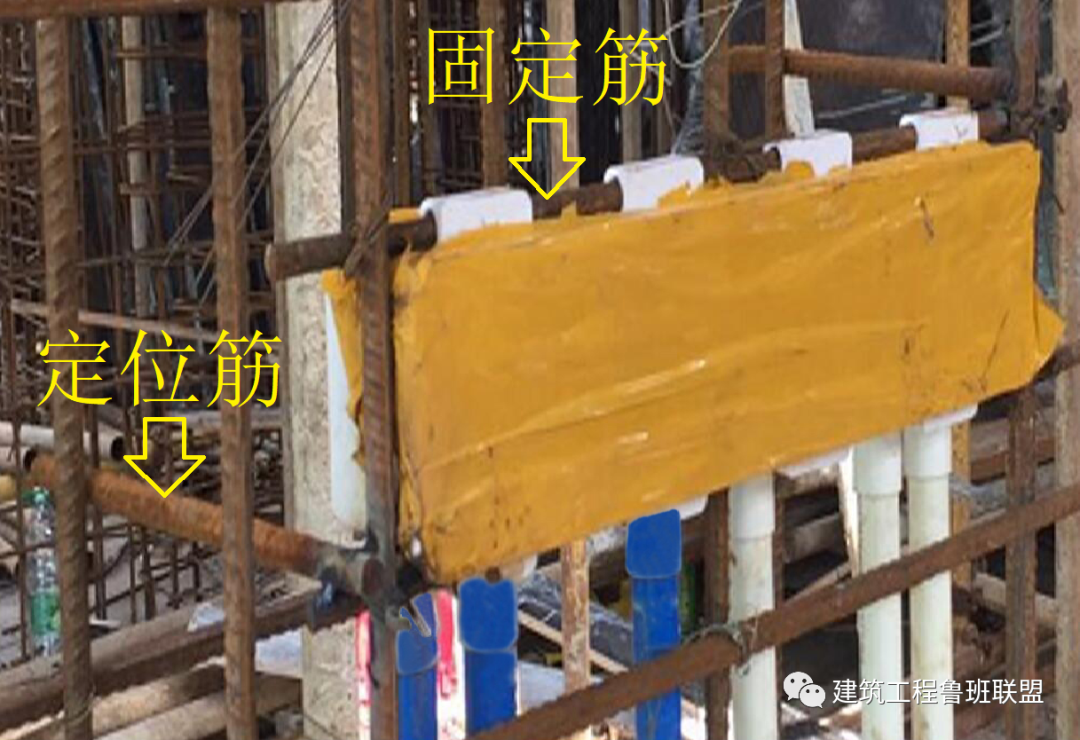
йҰ–е…ҲпјҢиҰҒдёҺжҖ»еҢ…еҚҸи°ғеҒҡеҘҪй…ҚеҗҲпјҡ1гҖҒжҖ»еҢ…еҸҠж—¶жҸҗдҫӣжҜҸеұӮж Үй«ҳзәҝпјӣ2гҖҒжҖ»еҢ…еҜ№жҜҸеқ—й“қжЁЎиҝӣиЎҢзј–еҸ·пјҢзЎ®дҝқй“қжЁЎжҜҸеұӮжҢүеәҸе®үиЈ…гҖӮ第дёҖжӯҘпјҡзәҝзӣ’еҸҠе®ҡдҪҚзӯӢеҠ е·Ҙзәҝзӣ’йҮҮз”Ёз©ҝзӯӢиҝһдҪ“зӣ’пјҢдјҳзӮ№пјҡдҫҝдәҺжҺ§еҲ¶жҲҗжҺ’зәҝзӣ’д№Ӣй—ҙй—ҙи·қпјӣдҫҝдәҺжҺ§еҲ¶жҲҗжҺ’зәҝзӣ’ж°ҙе№іеәҰпјҢдё”йҳІеҲ¶зәҝзӣ’жҢӨеҺӢеҸҳеҪўгҖӮ第дәҢжӯҘпјҡзәҝзӣ’зІҫеҮҶе®ҡдҪҚеӣәе®ҡ第дёүжӯҘпјҡе®ҡдҪҚзӯӢеҸҠеӣәе®ҡзӯӢзҡ„и®ҫзҪ®е°әеҜёжҺ§еҲ¶пјҡдёҺеүӘеҠӣеўҷеҺҡеәҰдёҖиҮҙгҖӮе®үиЈ…ж–№жі•пјҡзәҝзӣ’ж–ңеҜ№и§’и®ҫзҪ®дёӨж №е®ҡдҪҚзӯӢпјҢдёҖз«ҜдёҺзәҝзӣ’е№іпјҢВ з„ҠжҺҘеңЁеүӘеҠӣеўҷеӨ–дҫ§й’ўзӯӢдёҠгҖӮдҪңз”ЁпјҡзЎ®дҝқзәҝзӣ’дёҺеүӘеҠӣеўҷйҪҗе№ігҖӮе®үиЈ…ж–№жі•пјҡзәҝзӣ’еӣӣе‘Ёи®ҫзҪ®еӣәе®ҡзӯӢгҖӮдҪңз”ЁпјҡйҳІжӯўзәҝзӣ’еҸҳеҪўгҖӮ第еӣӣжӯҘпјҡзәҝзӣ’е®үиЈ…е®ҢжҲҗеҗҺе®һеҗҚеҲ¶з¬¬дә”жӯҘпјҡзӮ№дҪҚе°әеҜёеӨҚж ёе®һжөӢе®һйҮҸвҖңеӣӣжҠҠе…івҖқ
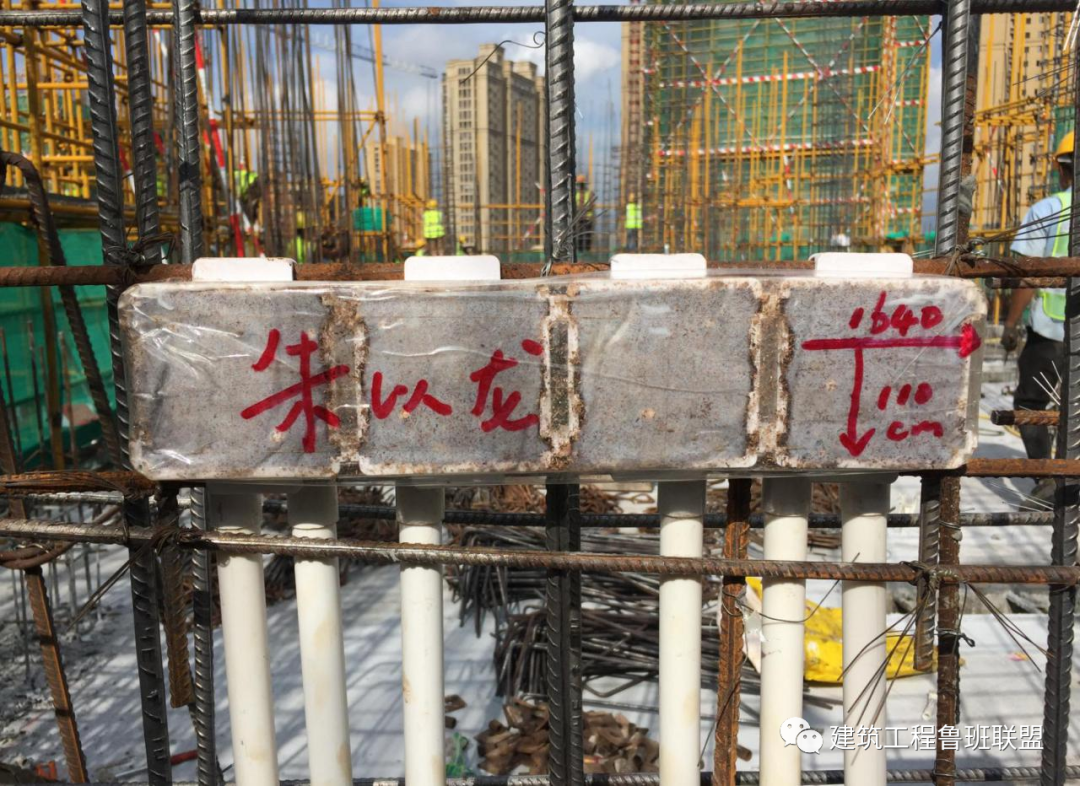
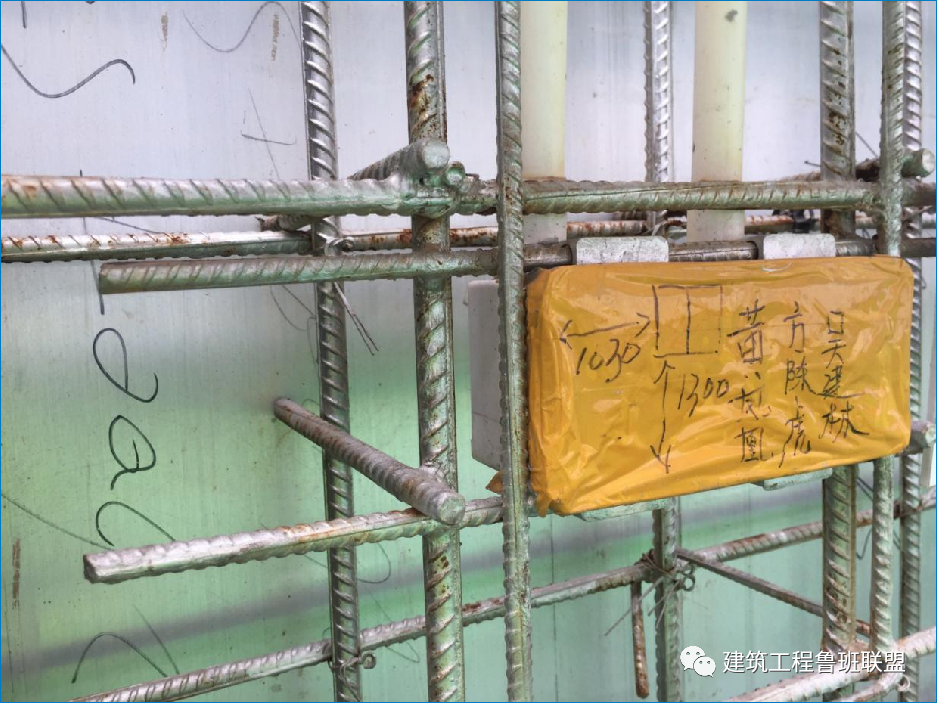
йў„еҹӢж—¶иҰҒжұӮзҸӯз»„е®һжөӢе®һйҮҸ并еңЁзәҝзӣ’дёҠе®һеҗҚеҲ¶гҖӮ
е°ҒжЁЎеүҚпјҢз®ЎзҗҶдәәе‘ҳеҜ№жҜҸдёӘзӮ№дҪҚе®һжөӢе®һйҮҸпјҢ并е°ҶжөӢйҮҸж•°жҚ®иЎЁж јеҢ–гҖҒж•°еӯ—еҢ–гҖӮ
жӢҶжЁЎеҗҺпјҢеҜ№жҜҸдёӘзӮ№дҪҚеҶҚж¬ЎиҝӣиЎҢе®һжөӢе®һйҮҸпјҢжЈҖжҹҘжҳҜеҗҰжңүеҒҸдҪҚгҖҒз ҙеқҸжғ…еҶөгҖӮе°Ҷе®һжөӢз»“жһңиЎЁж јеҢ–гҖҒж•°еӯ—еҢ–гҖӮ
жң«з«ҜзӮ№дҪҚе®үиЈ…еүҚпјҢеҜ№зӮ№дҪҚиҝӣиЎҢжңҖз»ҲеӨҚж ёпјҢзЎ®дҝқзӮ№дҪҚж— еҒҸе·®гҖӮй“қжЁЎеүӘеҠӣеўҷзәҝзӣ’йў„еҹӢе·ҘиүәеҸҠе®һжөӢе®һйҮҸвҖңеӣӣжҠҠе…івҖқеҲ¶еәҰпјҢзЎ®дҝқдәҶзӮ№дҪҚе®ҡдҪҚзІҫеҮҶгҖҒдёҖж¬ЎжҲҗеһӢпјҢдёәеҗҺжңҹз©ҝзәҝгҖҒејҖе…іжҸ’еә§е®үиЈ…жү“дёӢеқҡе®һеҹәзЎҖгҖӮ
зІҫе“ҒжҺЁиҚҗ???йӮҖиҜ·еҠ е…Ҙ
е»әи®®е…іжіЁзҪ®йЎ¶