еӨҚжқӮзҡ„ж·ұеӯ”еҠ е·ҘеҸҳеҫ—и¶ҠжқҘи¶ҠеҜҢжңүжҢ‘жҲҳжҖ§гҖӮйӣ¶д»¶еёёеёёиҰҒжұӮйҷ„еҠ зү№еҫҒпјҢдҫӢеҰӮйқһеёёе°Ҹзҡ„еӯ”е…үжҙҒеәҰгҖҒеҶ…е®ӨгҖҒеӯ”еҫ„еҸҳеҢ–гҖҒиҪ®е»“гҖҒеҮ№ж§ҪгҖҒиһәзә№еҸҠеҸҳеҢ–зҡ„еӯ”ж–№еҗ‘гҖӮиҰҒй«ҳж•Ҳең°иҺ·еҫ—жӯӨзұ»е…¬е·®еҫҲе°Ҹзҡ„еӯ”пјҢдёҚд»…йңҖиҰҒе…·еӨҮдё°еҜҢзҡ„з»ҸйӘҢе’Ңз ”еҸ‘иө„жәҗпјҢиҖҢдё”йңҖиҰҒе·ҘзЁӢиғҪеҠӣгҖҒеә”з”Ёи®ҫж–Ҫд»ҘеҸҠе®һиҙЁжҖ§зҡ„е®ўжҲ·еҸӮдёҺгҖӮ
жҳҜдёҖзұ»з”ұдё“дёәзҺ°жңүеә”з”ЁиҖҢи®ҫи®Ўзҡ„еҲҖе…·жүҖдё»еҜјзҡ„еҠ е·ҘйўҶеҹҹгҖӮи®ёеӨҡдёҚеҗҢзҡ„иЎҢдёҡйғҪж¶үеҸҠеҲ°ж·ұеӯ”еҠ е·ҘпјҢдҪҶеә”з”ЁжңҖе№ҝжіӣзҡ„жҳҜиғҪжәҗе’ҢиҲӘз©әиҲӘеӨ©дёҡгҖӮиө·еҲқжҹҗдәӣж·ұеӯ”йӣ¶д»¶зү№еҫҒеҫҖеҫҖзңӢдјјж— жі•еҪўжҲҗпјҢдҪҶз”ұ专家们и®ҫи®Ўзҡ„йқһж ҮеҲҖе…·и§ЈеҶіж–№жЎҲйҷӨдәҶи§ЈеҶіе·ҘеәҸй—®йўҳпјҢд№ҹиғҪзЎ®дҝқе®ғ们еңЁжҹҗз§ҚзЁӢеәҰдёҠд»Ҙй«ҳж•ҲзҺҮе’Ңж— е·®й”ҷдёәзү№еҫҒдәҲд»Ҙжү§иЎҢгҖӮ
еҜ№еӨҚжқӮеӯ”зҡ„йңҖжұӮдёҚж–ӯеўһй•ҝпјҢ并且иҝ«еҲҮйңҖиҰҒзј©зҹӯеҠ е·Ҙж—¶й—ҙпјҢиҝҷж ·е°ұдҝғиҝӣдәҶзҺ°д»Јж·ұеӯ”еҠ е·ҘжҠҖжңҜзҡ„еҸ‘еұ•гҖӮж•°еҚҒе№ҙжқҘпјҢж·ұеӯ”й’»еүҠйғҪжҳҜдёҖз§ҚйҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·зҡ„й«ҳж•ҲеҠ е·Ҙж–№жі•пјҢдҪҶеӯ”еә•й•—еүҠдҪңдёә瓶йўҲе·ІејҖе§ӢдёҚж–ӯжҳҫзҺ°гҖӮ
зҺ°еңЁпјҢиҜҘеҠ е·ҘйўҶеҹҹеҸ–еҫ—жҲҗеҠҹйҖҡеёёеҹәдәҺж··еҗҲдҪҝз”Ёж ҮеҮҶе’Ңдё“з”ЁеҲҖе…·е…ғ件пјҢиҝҷдәӣе…ғ件具жңүи®ҫи®ЎжҲҗдё“з”Ёж·ұеӯ”еҠ е·ҘеҲҖе…·зҡ„з»ҸйӘҢгҖӮиҝҷдәӣеҲҖе…·й…ҚжңүеҠ й•ҝзҡ„й«ҳзІҫеәҰеҲҖжҹ„пјҢ并且具жңүж”Ҝж’‘еҠҹиғҪе’ҢйӣҶжҲҗејҸй“°еҲҖпјҢеҶҚз»“еҗҲжңҖж–°зҡ„еҲҮеүҠеҲғж§ҪеҪўе’ҢеҲҖзүҮжқҗиҙЁд»ҘеҸҠй«ҳж•Ҳзҡ„еҶ·еҚҙж¶Іе’ҢеҲҮеұ‘жҺ§еҲ¶пјҢе°ұиғҪеңЁжңҖй«ҳзҡ„з©ҝйҖҸзҺҮе’ҢеҠ е·Ҙе®үе…ЁжҖ§дёӢиҺ·еҫ—жүҖйңҖзҡ„й«ҳиҙЁйҮҸз»“жһңгҖӮ

еӣҫ1
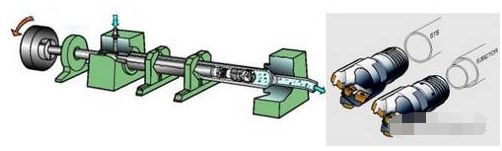
еӣҫ1 еҒңжӯўж·ұеӯ”еҠ е·Ҙзҡ„йӣ¶д»¶йҰ–е…ҲйңҖжұӮй’»еүҠеҚҒеҲҶж·ұзҡ„еӯ”пјҢ然еҗҺеҫҖеҫҖжҳҜеҗ„з§ҚеӨҚжқӮзҡ„зү№еҫҒеҠ е·ҘгҖӮж·ұеӯ”еҠ е·ҘеҸ–еҫ—жҲҗеҠҹйҖҡеёёеҹәдәҺж··еҗҲиҝҗ用规иҢғе’Ңе…¬з”ЁеҲҖе…·е…ғ件пјҢиҝҷдәӣе…ғ件具жңүи®ҫи®ЎжҲҗйқһж ҮеҲҖе…·зҡ„йҳ…еҺҶгҖӮжӯӨзұ»еҹәдәҺT-Max 424.10еһӢй’»еӨҙзҡ„йқһж ҮеҲҖе…·жҳҜеҚ•з®Ўиҝҗз”Ёзҡ„дёҖеұҖйғЁгҖӮ
еңЁж·ұеӯ”й’»еүҠдёӯ1mmд»ҘдёӢзҡ„е°Ҹзӣҙеҫ„еӯ”йҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘жһӘй’»еҠ е·ҘиҖҢжҲҗпјҢдҪҶеҜ№дәҺ15mmеҸҠд»ҘдёҠзҡ„еӯ”пјҢдёҖиҲ¬йҮҮз”Ёз„ҠжҺҘеҲғй’»еӨҙпјҢиҖҢеҜ№дәҺ25mmеҸҠд»ҘдёҠзҡ„еӯ”пјҢеҲҷйҮҮз”ЁеҸҜиҪ¬дҪҚеҲҖзүҮй’»еӨҙжүҚиғҪиҝӣиЎҢйқһеёёй«ҳж•Ҳзҡ„й’»еүҠгҖӮзҺ°д»ЈеҸҜиҪ¬дҪҚеҲҖзүҮжҠҖжңҜе’Ңй’»з®Ўзі»з»ҹд№ҹдёәж·ұеӯ”еҠ е·ҘжҸҗдҫӣдәҶдё“з”ЁеҲҖе…·зҡ„ж–°еҸҜиғҪжҖ§гҖӮ
еӯ”ж·ұи¶…иҝҮ10еҖҚеӯ”еҫ„ж—¶пјҢеҠ е·ҘеҮәзҡ„еӯ”дёҖиҲ¬и®ӨдёәеҫҲж·ұгҖӮеӯ”ж·ұиҫҫ300еҖҚеҫ„ж—¶е°ұйңҖиҰҒдё“й—Ёзҡ„жҠҖжңҜпјҢ并йҮҮз”ЁеҚ•з®ЎжҲ–еҸҢз®Ўзі»з»ҹжүҚиғҪиҝӣиЎҢй’»еүҠгҖӮеңЁжј«й•ҝең°еҠ е·ҘиҮіиҝҷдәӣеӯ”еә•йғЁзҡ„иҝҮзЁӢдёӯпјҢйңҖиҰҒдё“й—Ёзҡ„иҝҗеҠЁжңәжһ„гҖҒеҲҖе…·й…ҚзҪ®д»ҘеҸҠжӯЈзЎ®зҡ„еҲҮеүҠеҲғжүҚиғҪе®ҢжҲҗеҶ…е®ӨгҖҒеҮ№ж§ҪгҖҒиһәзә№е’ҢеһӢи…”зҡ„еҠ е·ҘгҖӮеңЁж·ұеӯ”й’»еүҠдёӯд№ҹиҮіе…ійҮҚиҰҒпјҢзҺ°еңЁе®ғдҪңдёәж·ұеӯ”еҠ е·ҘжҠҖжңҜзҡ„дёҖйғЁеҲҶд№ҹиҝӣеұ•йўҮеӨ§гҖӮе…¶дёӯеҢ…жӢ¬йҖӮеҗҲжӯӨйўҶеҹҹеҸҜжҸҗдҫӣжӣҙй«ҳжҖ§иғҪзҡ„еҗҲж јеҲҖе…·гҖӮ
еӣҫ2
еӣҫ2 еңЁж·ұеӯ”еҠ е·ҘдёӯпјҢ1mmд»ҘдёӢзҡ„е°Ҹзӣҙеҫ„еӯ”йҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘жһӘй’»еҠ е·ҘиҖҢжҲҗпјҢдҪҶе…ідәҺ15mmеҸҠд»ҘдёҠзҡ„еӯ”пјҢжҷ®йҖҡйҮҮз”Ёз„ҠжҺҘеҲғй’»еӨҙпјҢиҖҢе…ідәҺ25mmеҸҠд»ҘдёҠзҡ„еӯ”пјҢеҲҷйҮҮз”ЁеҸҜиҪ¬дҪҚеҲҖзүҮй’»еӨҙеңЁеҚ•з®Ўзі»з»ҹе’ҢEjectorеҸҢз®Ўзі»з»ҹдёӯжүҚе№ІеҚҒеҲҶй«ҳж•Ҳең°жү§иЎҢиҝҷдәӣе·ҘеәҸгҖӮеұұзү№з»ҙе…ӢеҸҜд№җж»Ўж·ұеӯ”еҠ е·Ҙе…ЁзҗғдёӯеҝғеҸҜдёәдёҡеҶ…ејҖеҸ‘йӣ¶д»¶е·ҘиүәжҸҗдҫӣејҖеҸ‘гҖҒи®ҫи®Ўе’ҢжөӢиҜ•иө„жәҗгҖӮйҷӨдәҶе°Ҹжү№йҮҸиҝҗз”Ёд№ӢеӨ–пјҢиҜҘдёӯеҝғиҝҳдёҺиҜёеӨҡиЎҢдёҡдёҘеҜҶеҚҸдҪңпјҢиҝҷдәӣиЎҢдёҡйғҪйңҖжұӮжӣҙй«ҳзҡ„йӣ¶д»¶дә§еҮәпјҢдё”и§ҰеҸҠеҲ°е°‘йҮҸзҡ„й«ҳиҙЁйҮҸеӯ”пјҢдҫӢеҰӮзғӯдәӨжөҒеҷЁе’Ңй’ўеқҜгҖӮ
зҺ°еңЁзҡ„еҲ¶йҖ иҰҒжұӮйңҖиҰҒе®Ңе…ЁдёҚеҗҢдәҺж·ұеӯ”й’»еүҠпјҲйҡҸеҗҺдёәеҗҺз»ӯеҚ•еҲғй•—еүҠе·ҘеәҸпјҢйҖҡеёёдёҚеҫ—дёҚеңЁе…¶д»–жңәеәҠдёҠжү§иЎҢпјүзҡ„ж·ұеӯ”еҠ е·Ҙи§ЈеҶіж–№жЎҲгҖӮеҚідҪҝеңЁеӨҡд»»еҠЎжңәеәҠдёҠпјҢеҚ•дёҖзҡ„иЈ…еӨ№д№ҹйңҖиҰҒиҝҷз§Қж–№жі•гҖӮжҜ”еҰӮпјҢеҠ е·ҘеҮ зұіж·ұзҡ„еӯ”пјҢе…¶еӯ”еҫ„зәҰ100mmпјҢеҝ…йЎ»дёҖз«Ҝжңүиһәзә№пјҢ并且ж·ұе…ҘеҲ°еӯ”дёӯзҡ„еҶ…е®Өе…·жңүиҫғеӨ§зӣҙеҫ„гҖӮйҖҡеёёпјҢеҪ“й’»еүҠе®ҢжҲҗж—¶пјҢеңЁе°Ҷйӣ¶д»¶з§»иҮіиҪҰеәҠдёҠеҗҺпјҢйҡҸеҗҺйҖҡиҝҮй•—еүҠе·ҘеәҸе°Ҷиҝҷдәӣзү№еҫҒж·»еҠ еҲ°еӯ”дёӯгҖӮзҺ°еңЁж·ұеӯ”еҠ е·Ҙз»“еҗҲдәҶдёҖжҠҠеҲҖе…·жү§иЎҢеҗҺз»ӯе·ҘеәҸзҡ„иғҪеҠӣпјҢ并且没жңүжңәеәҠи°ғж•ҙйҷҗеҲ¶гҖӮиҝҷз§Қж–°еҲҖе…·жҠҖжңҜеҸҚиҖҢжӢ“е®ҪдәҶе…¶ж“ҚдҪңиғҪеҠӣпјҢд»ҺиҖҢиғҪеӨҹеңЁжӣҙе°Ҹзҡ„йҷҗеҲ¶иҢғеӣҙеҶ…жӣҙй«ҳж•Ҳең°еҠ е·ҘиҝҷдәӣиҰҒжұӮиӢӣеҲ»зҡ„зү№еҫҒгҖӮ
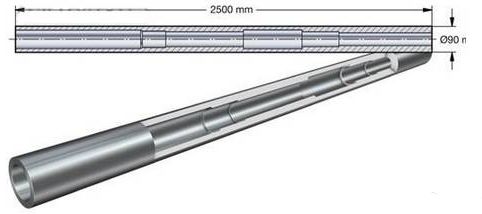
йҮҮз”Ёж·ұеӯ”еҠ е·ҘжҠҖжңҜиҝӣиЎҢй«ҳж•Ҳзү№еҫҒеҠ е·Ҙзҡ„дёҖдёӘдҫӢеӯҗжҳҜзҹіжІ№еӢҳжҺўйӣ¶д»¶гҖӮжӯӨзұ»йӣ¶д»¶зәҰ2.5mй•ҝпјҢе…·жңүдёҖдәӣеӨҚжқӮзҡ„зү№еҫҒпјҢе…¬е·®иҫғе°ҸгҖӮиҰҒиҺ·еҫ—е°Ҹе…¬е·®е’ҢдјҳиүҜзҡ„иЎЁйқўе…үжҙҒеәҰпјҢеҲҖе…·и§ЈеҶіж–№жЎҲйҰ–е…Ҳж¶үеҸҠй’»еүҠзӣҙеҫ„90mmзҡ„еӯ”пјҢ然еҗҺйҮҮз”Ёжө®еҠЁй“°еҲҖиҝӣиЎҢзІҫеҠ е·ҘгҖӮжҺҘзқҖеҲ°иҫҫ1.5mзҡ„ж·ұеәҰпјҢеҜ№зӣҙеҫ„115mmзҡ„еӯ”иҝӣиЎҢжү©еӯ”е’Ңй“°еүҠгҖӮеҸҰдёҖеҲҶйҡ”еӨ§зәҰдёӯйҖ”иҝӣе…Ҙеӯ”пјҢ然еҗҺд№ҹиҝӣиЎҢжү©еӯ”е’Ңй“°еүҠпјҢ并йҖҡиҝҮеҖ’и§’е®ҢжҲҗеҠ е·ҘгҖӮжңҖеҗҺпјҢиҝӣиЎҢй•—еүҠе’Ңжү©еӯ”еҪўжҲҗдёӨдёӘжңүеҖ’и§’пјҲд№ҹй“°еүҠиҮіжҲҗе“Ғе°әеҜёпјүзҡ„еҶ…е®ӨгҖӮ
ж·ұеӯ”еҠ е·Ҙе…Ёзҗғдёӯеҝғзҡ„е…¬з”Ёж·ұеӯ”еҠ е·ҘеҲҖе…·еёҰжқҘдәҶйҖӮе®ңжӯӨеҠЁеҠӣиЎҢдёҡйӣ¶д»¶зҡ„йқһж ҮеӨ„зҪ®ж–№жЎҲгҖӮеҲҮеүҠж—¶й—ҙд»Һ30еӨҡдёӘе°Ҹ时延й•ҝиҮі7дёӘеҚҠе°Ҹж—¶гҖӮжӯӨйқһж ҮеҲҖе…·еӨ„зҪ®ж–№жЎҲеңЁж•ҙдёӘзӣёеҜ№еӨҚжқӮзҡ„еӯ”еҶ…йғҪеҸҜжҸҗдҫӣжүҖйңҖзҡ„е°Ҹе…¬е·®е’ҢеӨ–иЎЁе…үдә®еәҰгҖӮе·ҘиүәеҢ…жӢ¬дёҖж¬Ўж·ұеӯ”й’»еүҠе’ҢйҮҮз”Ёжө®еҠЁй“°еҲҖеҒңжӯўзІҫеҠ е·ҘгҖӮйҡҸеҗҺжҠөиҫҫ1.5mзҡ„ж·ұеәҰпјҢеҜ№зӣҙеҫ„115mmзҡ„еӯ”еҒңжӯўжү©еӯ”е’Ңй“°еүҠгҖӮжҺҘзқҖеҜ№еҸҰдёҖдёӘж·ұиҝӣеӯ”дёӯзҡ„иҫғзҹӯйғЁд»¶еҒңжӯўжү©еӯ”е’Ңй“°еүҠпјҢ并жһ„жҲҗеҖ’и§’гҖӮжңҖеҗҺпјҢеҒңжӯўй•—еүҠе’Ңжү©еӯ”жһ„жҲҗдёӨдёӘжңүеҖ’и§’пјҲд№ҹй“°еүҠиҮіжҲҗе“Ғе°әеҜёпјүзҡ„еҶ…е®ӨгҖӮ
常规еҠ е·Ҙж—¶пјҢеңЁжңәеәҠдёҠе®ҢжҲҗжӯӨйӣ¶д»¶зҡ„ж—¶й—ҙи¶…иҝҮ30дёӘе°Ҹж—¶гҖӮиҖҢй…Қжңүдё“з”ЁеҲҖе…·зҡ„ж·ұеӯ”еҠ е·Ҙи§ЈеҶіж–№жЎҲиғҪе°Ҷж—¶й—ҙзј©зҹӯиҮі7.5дёӘе°Ҹж—¶гҖӮ
е®Ңе…ЁдёҚеҗҢдәҺеӨҡж“ҚдҪңиЈ…еӨ№пјҢйҮҮз”Ёж·ұеӯ”еҠ е·ҘжҠҖжңҜеңЁжү№йҮҸиҫғеӨ§ж—¶д№ҹиғҪиҺ·еҫ—з”ҹдә§ж•ҲзҺҮжҸҗеҚҮгҖӮеҲҮеүҠж—¶й—ҙзј©зҹӯ80%д№ҹдёҚи¶ідёәеҘҮгҖӮдёҖдёӘеҸҜд»ҘиҜҒжҳҺиғҪеҠӣзҡ„дҫӢеӯҗжҳҜеҲҖе…·е’ҢеҲҖзүҮи®ҫи®Ўж–№йқўзҡ„дё“жңүжҠҖжңҜиғҪеӨҹжңҖеӨ§еҢ–еҲҮеүҠеҲғиҙҹиҪҪе®үе…ЁгҖӮеңЁжңҖдҪіж•°йҮҸзҡ„еҲҖзүҮдёҠиҝӣиЎҢиҙҹиҪҪе№іиЎЎе’ҢдјҳеҢ–еҲҮеүҠдҪңз”ЁеҸҜе…Ғи®ёжӣҙй«ҳзҡ„з©ҝйҖҸзҺҮпјҢд»ҺиҖҢзј©зҹӯеҠ е·Ҙж—¶й—ҙгҖӮеңЁзІҫеәҰж–№йқўпјҢе°Ҹе…¬е·®жҳҜж·ұеӯ”еҠ е·Ҙзҡ„дё“й•ҝпјҢе…¶дёӯ70%зҡ„еӯ”е…·жңүеҗҢеҝғеҶ…еҫ„пјҢе…ёеһӢе…¬е·®0.2mmпјҢзӣҙеҫ„е…¬е·®20еҫ®зұігҖӮ
еӯ”й’»еүҠж—¶еҜ№еҲҖе…·е’Ңеә”з”Ёдё“жңүжҠҖжңҜиҰҒжұӮеҫҲй«ҳзҡ„еҸҰдёҖдёӘдҫӢеӯҗжҳҜеҠ е·ҘеҸ‘з”өз«ҷеҸ‘з”өжңәиҪҙдёӯйқһеёёж·ұзҡ„еӯ”гҖӮеңЁиҝҷз§Қжғ…еҶөдёӢпјҢпјҢеҸ‘з”өдёҡ专家Generproе…¬еҸёеҝ…йЎ»д»ҘдёҺиҪҙдёӯеҝғзәҝдёҚеҜ№з§°зҡ„ж–№ејҸеҠ е·Ҙ90еҗЁзҡ„й”»й’ўйӣ¶д»¶пјҢе…¶дёӯеӯ”жҺҘиҝ‘5.5mй•ҝпјҢзӣҙеҫ„еҲҡи¶…иҝҮ100mmгҖӮжӯӨзұ»ж·ұеӯ”еҝ…йЎ»еҒҸзҰ»дёҖе®ҡи§’еәҰиҝӣиЎҢй’»еүҠпјҢ并且йҖҖеҮәж—¶дҪҚзҪ®е…¬е·®йЎ»еңЁ8mmд»ҘеҶ…гҖӮ
й’»еүҠж–№еҗ‘гҖҒж–ӯеұ‘е’ҢжҺ’еұ‘д»ҘеҸҠйў„еҠ е·ҘиҪҙз»қеҜ№ж— еәҹе“ҒеҜ№жӯӨеә”з”ЁиҖҢиЁҖиҮіе…ійҮҚиҰҒгҖӮиҜҘе·Ҙе…·и§ЈеҶіж–№жЎҲеҢ…жӢ¬дёҖдёӘдё“з”Ёй’»еӨҙе’ҢдёҖдёӘж–°еһӢж”Ҝж’‘жқҝгҖӮеңЁиҪҙдёҠеә”з”Ёд№ӢеүҚйңҖиҝӣиЎҢй’»еүҠжөӢиҜ•пјҢе…¶з»“жһңиҜҒе®һжӣҙй«ҳж•ҲеҸҜйқ вҖ“ 并且йҖҖеҮәдҪҚзҪ®еңЁзӣ®ж Үзҡ„2.5mmд»ҘеҶ…гҖӮ
еңЁи®ёеӨҡжғ…еҶөдёӢйҮҮз”ЁзҺ°д»Јеӯ”еҠ е·ҘжҠҖжңҜиЎЁжҳҺеҠ е·Ҙж—¶й—ҙеӨ§еӨ§зј©зҹӯ вҖ“ д»ҺеӨҡдёӘе°Ҹж—¶зј©зҹӯиҮідёҚи¶і1е°Ҹж—¶ вҖ“ 并且дҪҝеҫҲеӨҡеӨҚжқӮзҡ„зү№еҫҒд№ҹе…·жңүеҸҜеҠ е·ҘжҖ§гҖӮ
еҫҖжңҹжҺЁиҚҗ
| зүҲжқғеЈ°жҳҺпјҡеҮЎиө„и®ҜжқҘжәҗжіЁжҳҺдёәе…¶д»–еӘ’дҪ“жқҘжәҗзҡ„дҝЎжҒҜпјҢеқҮдёәиҪ¬иҪҪиҮӘе…¶д»–еӘ’дҪ“гҖӮеҰӮжӮЁеҜ№иҜҘж–Үз« еҶ…е®№жңүд»»дҪ•з–‘й—®жҲ–иҙЁз–‘пјҢиҜ·з¬¬дёҖж—¶й—ҙи·ҹжҲ‘们иҒ”зі»пјҢжҲ‘们е°Ҷж №жҚ®жӮЁжҸҗдҫӣзҡ„иҜҒжҳҺжқҗж–ҷзЎ®и®ӨзүҲжқғз«ӢеҚіеҲ йҷӨеҶ…е®№пјҒ |