й“°еҲҖеӨ–еҫ„е°әеҜёи®ҫи®ЎеҖјеҒҸеӨ§жҲ–й“°еҲҖеҲғеҸЈжңүжҜӣеҲәпјӣеҲҮеүҠйҖҹеәҰиҝҮй«ҳпјӣиҝӣз»ҷйҮҸдёҚеҪ“жҲ–еҠ е·ҘдҪҷйҮҸиҝҮеӨ§пјӣй“°еҲҖдё»еҒҸи§’иҝҮеӨ§пјӣй“°еҲҖејҜжӣІпјӣй“°еҲҖеҲғеҸЈдёҠзІҳйҷ„зқҖз§Ҝеұ‘зҳӨпјӣеҲғзЈЁж—¶й“°еҲҖеҲғеҸЈж‘Ҷе·®и¶…е·®пјӣеҲҮеүҠж¶ІйҖүжӢ©дёҚеҗҲйҖӮпјӣе®үиЈ…й“°еҲҖж—¶й”Ҙжҹ„иЎЁйқўжІ№жұЎжңӘж“Ұе№ІеҮҖжҲ–й”ҘйқўжңүзЈ•зў°дјӨпјӣй”Ҙжҹ„зҡ„жүҒе°ҫеҒҸдҪҚиЈ…е…ҘжңәеәҠдё»иҪҙеҗҺй”Ҙжҹ„еңҶй”Ҙе№Іж¶үпјӣдё»иҪҙејҜжӣІжҲ–дё»иҪҙиҪҙжүҝиҝҮжқҫжҲ–жҚҹеқҸпјӣй“°еҲҖжө®еҠЁдёҚзҒөжҙ»пјӣдёҺе·Ҙ件дёҚеҗҢиҪҙд»ҘеҸҠжүӢй“°еӯ”ж—¶дёӨжүӢз”ЁеҠӣдёҚеқҮеҢҖпјҢдҪҝй“°еҲҖе·ҰеҸіжҷғеҠЁгҖӮ
ж №жҚ®е…·дҪ“жғ…еҶөйҖӮеҪ“еҮҸе°Ҹй“°еҲҖеӨ–еҫ„пјӣйҷҚдҪҺеҲҮеүҠйҖҹеәҰпјӣйҖӮеҪ“и°ғж•ҙиҝӣз»ҷйҮҸжҲ–еҮҸе°‘еҠ е·ҘдҪҷйҮҸпјӣйҖӮеҪ“еҮҸе°Ҹдё»еҒҸи§’пјӣж ЎзӣҙжҲ–жҠҘеәҹејҜжӣІзҡ„дёҚиғҪз”Ёзҡ„й“°еҲҖпјӣз”ЁжІ№зҹід»”з»Ҷдҝ®ж•ҙеҲ°еҗҲж јпјӣжҺ§еҲ¶ж‘Ҷе·®еңЁе…Ғи®ёзҡ„иҢғеӣҙеҶ…пјӣйҖүжӢ©еҶ·еҚҙжҖ§иғҪиҫғеҘҪзҡ„еҲҮеүҠж¶Іпјӣе®үиЈ…й“°еҲҖеүҚеҝ…йЎ»е°Ҷй“°еҲҖй”Ҙжҹ„еҸҠжңәеәҠдё»иҪҙй”Ҙеӯ”еҶ…йғЁжІ№жұЎж“ҰеҮҖпјҢй”ҘйқўжңүзЈ•зў°еӨ„з”ЁжІ№зҹідҝ®е…үпјӣдҝ®зЈЁй“°еҲҖжүҒе°ҫпјӣи°ғж•ҙжҲ–жӣҙжҚўдё»иҪҙиҪҙжүҝпјӣйҮҚж–°и°ғж•ҙжө®еҠЁеҚЎеӨҙпјҢ并и°ғж•ҙеҗҢиҪҙеәҰпјӣжіЁж„ҸжӯЈзЎ®ж“ҚдҪңгҖӮ
й“°еҲҖеӨ–еҫ„е°әеҜёи®ҫи®ЎеҖјеҒҸе°ҸпјӣеҲҮеүҠйҖҹеәҰиҝҮдҪҺпјӣиҝӣз»ҷйҮҸиҝҮеӨ§пјӣй“°еҲҖдё»еҒҸи§’иҝҮе°ҸпјӣеҲҮеүҠж¶ІйҖүжӢ©дёҚеҗҲйҖӮпјӣеҲғзЈЁж—¶й“°еҲҖзЈЁжҚҹйғЁеҲҶжңӘзЈЁжҺүпјҢеј№жҖ§жҒўеӨҚдҪҝеӯ”еҫ„зј©е°Ҹпјӣ铰钢件时пјҢдҪҷйҮҸеӨӘеӨ§жҲ–й“°еҲҖдёҚй”ӢеҲ©пјҢжҳ“дә§з”ҹеј№жҖ§жҒўеӨҚпјҢдҪҝеӯ”еҫ„зј©е°Ҹд»ҘеҸҠеҶ…еӯ”дёҚеңҶпјҢеӯ”еҫ„дёҚеҗҲж јгҖӮ
жӣҙжҚўй“°еҲҖеӨ–еҫ„е°әеҜёпјӣйҖӮеҪ“жҸҗй«ҳеҲҮеүҠйҖҹеәҰпјӣйҖӮеҪ“йҷҚдҪҺиҝӣз»ҷйҮҸпјӣйҖӮеҪ“еўһеӨ§дё»еҒҸи§’пјӣйҖүжӢ©ж¶Ұж»‘жҖ§иғҪеҘҪзҡ„жІ№жҖ§еҲҮеүҠж¶Іпјӣе®ҡжңҹжӣҙжҚўй“°еҲҖпјҢжӯЈзЎ®еҲғзЈЁй“°еҲҖеҲҮеүҠйғЁеҲҶпјӣи®ҫи®Ўй“°еҲҖе°әеҜёж—¶пјҢеә”иҖғиҷ‘дёҠиҝ°еӣ зҙ пјҢжҲ–ж №жҚ®е®һйҷ…жғ…еҶөеҸ–еҖјпјӣдҪңиҜ•йӘҢжҖ§еҲҮеүҠпјҢеҸ–еҗҲйҖӮдҪҷйҮҸпјҢе°Ҷй“°еҲҖеҲғзЈЁй”ӢеҲ©гҖӮ
еҜјеҗ‘еҘ—зЈЁжҚҹпјӣеҜјеҗ‘еҘ—еә•з«Ҝи·қе·Ҙ件еӨӘиҝңпјӣеҜјеҗ‘еҘ—й•ҝеәҰзҹӯгҖҒзІҫеәҰе·®д»ҘеҸҠдё»иҪҙиҪҙжүҝжқҫеҠЁгҖӮ
е®ҡжңҹжӣҙжҚўеҜјеҗ‘еҘ—пјӣеҠ й•ҝеҜјеҗ‘еҘ—пјҢжҸҗй«ҳеҜјеҗ‘еҘ—дёҺй“°еҲҖй—ҙйҡҷзҡ„й…ҚеҗҲзІҫеәҰпјӣеҸҠж—¶з»ҙдҝ®жңәеәҠгҖҒи°ғж•ҙдё»иҪҙиҪҙжүҝй—ҙйҡҷгҖӮ
й“°еҲҖиҝҮй•ҝпјҢеҲҡжҖ§дёҚи¶іпјҢй“°еүҠж—¶дә§з”ҹжҢҜеҠЁпјӣй“°еҲҖдё»еҒҸи§’иҝҮе°Ҹпјӣй“°еҲҖеҲғеёҰзӘ„пјӣй“°еӯ”дҪҷйҮҸеҒҸе°ҸпјӣеҶ…еӯ”иЎЁйқўжңүзјәеҸЈгҖҒдәӨеҸүеӯ”пјӣеӯ”иЎЁйқўжңүз ӮзңјгҖҒж°”еӯ”пјӣдё»иҪҙиҪҙжүҝжқҫеҠЁпјҢж— еҜјеҗ‘еҘ—пјҢжҲ–й“°еҲҖдёҺеҜјеҗ‘еҘ—й…ҚеҗҲй—ҙйҡҷиҝҮеӨ§д»ҘеҸҠз”ұдәҺи–„еЈҒе·Ҙ件装еӨ№иҝҮзҙ§пјҢеҚёдёӢеҗҺе·Ҙ件еҸҳеҪўгҖӮ
еҲҡжҖ§дёҚи¶ізҡ„й“°еҲҖеҸҜйҮҮз”ЁдёҚзӯүеҲҶйҪҝи·қзҡ„й“°еҲҖпјҢй“°еҲҖзҡ„е®үиЈ…еә”йҮҮз”ЁеҲҡжҖ§иҒ”жҺҘпјҢеўһеӨ§дё»еҒҸи§’пјӣйҖүз”ЁеҗҲж јй“°еҲҖпјҢжҺ§еҲ¶йў„еҠ е·Ҙе·ҘеәҸзҡ„еӯ”дҪҚзҪ®е…¬е·®пјӣйҮҮз”ЁдёҚзӯүйҪҝи·қй“°еҲҖпјҢйҮҮз”Ёиҫғй•ҝгҖҒиҫғзІҫеҜҶзҡ„еҜјеҗ‘еҘ—пјӣйҖүз”ЁеҗҲж јжҜӣеқҜпјӣйҮҮз”ЁзӯүйҪҝи·қй“°еҲҖй“°еүҠиҫғзІҫеҜҶзҡ„еӯ”ж—¶пјҢеә”еҜ№жңәеәҠдё»иҪҙй—ҙйҡҷиҝӣиЎҢи°ғж•ҙпјҢеҜјеҗ‘еҘ—зҡ„й…ҚеҗҲй—ҙйҡҷеә”иҰҒжұӮиҫғй«ҳжҲ–йҮҮз”ЁжҒ°еҪ“зҡ„еӨ№зҙ§ж–№жі•пјҢеҮҸе°ҸеӨ№зҙ§еҠӣгҖӮ
й“°еҲҖжқҗж–ҷдёҚеҗҲйҖӮпјӣй“°еҲҖеңЁеҲғзЈЁж—¶зғ§дјӨпјӣеҲҮеүҠж¶ІйҖүжӢ©дёҚеҗҲйҖӮпјҢеҲҮеүҠж¶ІжңӘиғҪйЎәеҲ©ең°жөҒеҠЁпјҢеҲҮеүҠеӨ„д»ҘеҸҠй“°еҲҮеүҠеҲғзЈЁеҗҺиЎЁйқўзІ—зіҷеәҰеҖјеӨӘй«ҳгҖӮ
ж №жҚ®еҠ е·Ҙжқҗж–ҷйҖүжӢ©й“°еҲҖжқҗж–ҷпјҢеҸҜйҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘й“°еҲҖжҲ–ж¶ӮеұӮй“°еҲҖпјӣдёҘж јжҺ§еҲ¶еҲғзЈЁеҲҮеүҠз”ЁйҮҸпјҢйҒҝе…Қзғ§дјӨпјӣз»Ҹеёёж №жҚ®еҠ е·Ҙжқҗж–ҷжӯЈзЎ®йҖүжӢ©еҲҮеүҠж¶Іпјӣз»Ҹеёёжё…йҷӨеҲҮеұ‘ж§ҪеҶ…зҡ„еҲҮеұ‘пјҢз”Ёи¶іеӨҹеҺӢеҠӣзҡ„еҲҮеүҠж¶ІпјҢз»ҸиҝҮзІҫзЈЁжҲ–з ”зЈЁиҫҫеҲ°иҰҒжұӮгҖӮ
еҲҮеүҠйҖҹеәҰиҝҮй«ҳпјӣеҲҮеүҠж¶ІйҖүжӢ©дёҚеҗҲйҖӮпјӣй“°еҲҖдё»еҒҸи§’иҝҮеӨ§пјҢй“°еҲҮеүҠеҲғеҸЈдёҚеңЁеҗҢдёҖеңҶе‘ЁдёҠпјӣй“°еӯ”дҪҷйҮҸеӨӘеӨ§пјӣй“°еӯ”дҪҷйҮҸдёҚеқҮеҢҖжҲ–еӨӘе°ҸпјҢеұҖйғЁиЎЁйқўжңӘй“°еҲ°пјӣй“°еҲҖеҲҮеүҠйғЁеҲҶж‘Ҷе·®и¶…е·®гҖҒеҲғеҸЈдёҚй”ӢеҲ©пјҢиЎЁйқўзІ—зіҷпјӣй“°еҲҮеүҠеҲғеёҰиҝҮе®Ҫпјӣй“°еӯ”ж—¶жҺ’еұ‘дёҚз•…пјӣй“°еҲҖиҝҮеәҰзЈЁжҚҹпјӣй“°еҲҖзў°дјӨпјҢеҲғеҸЈз•ҷжңүжҜӣеҲәжҲ–еҙ©еҲғпјӣеҲғеҸЈжңүз§Ҝеұ‘зҳӨпјӣз”ұдәҺжқҗж–ҷе…ізі»пјҢдёҚйҖӮз”ЁдәҺйӣ¶еәҰеүҚи§’жҲ–иҙҹеүҚи§’й“°еҲҖгҖӮ
и§ЈеҶіжҺӘж–Ҫ
йҷҚдҪҺеҲҮеүҠйҖҹеәҰпјӣж №жҚ®еҠ е·Ҙжқҗж–ҷйҖүжӢ©еҲҮеүҠж¶ІпјӣйҖӮеҪ“еҮҸе°Ҹдё»еҒҸи§’пјҢжӯЈзЎ®еҲғзЈЁй“°еҲҮеүҠеҲғеҸЈпјӣйҖӮеҪ“еҮҸе°Ҹй“°еӯ”дҪҷйҮҸпјӣжҸҗй«ҳй“°еӯ”еүҚеә•еӯ”дҪҚзҪ®зІҫеәҰдёҺиҙЁйҮҸжҲ–еўһеҠ й“°еӯ”дҪҷйҮҸпјӣйҖүз”ЁеҗҲж јй“°еҲҖпјӣдҝ®зЈЁеҲғеёҰе®ҪеәҰпјӣж №жҚ®е…·дҪ“жғ…еҶөеҮҸе°‘й“°еҲҖйҪҝж•°пјҢеҠ еӨ§е®№еұ‘ж§Ҫз©әй—ҙжҲ–йҮҮз”ЁеёҰеҲғеҖҫи§’зҡ„й“°еҲҖпјҢдҪҝжҺ’еұ‘йЎәеҲ©пјӣе®ҡжңҹжӣҙжҚўй“°еҲҖпјҢеҲғзЈЁж—¶жҠҠзЈЁеүҠеҢәзЈЁеҺ»пјӣй“°еҲҖеңЁеҲғзЈЁгҖҒдҪҝз”ЁеҸҠиҝҗиҫ“иҝҮзЁӢдёӯпјҢеә”йҮҮеҸ–дҝқжҠӨжҺӘж–ҪпјҢйҒҝе…Қзў°дјӨпјӣеҜ№е·Ізў°дјӨзҡ„й“°еҲҖпјҢеә”з”Ёзү№з»Ҷзҡ„жІ№зҹіе°Ҷзў°дјӨзҡ„й“°еҲҖдҝ®еҘҪпјҢжҲ–жӣҙжҚўй“°еҲҖпјӣз”ЁжІ№зҹідҝ®ж•ҙеҲ°еҗҲж јпјҢйҮҮз”ЁеүҚи§’ 5В°пҪһ10В°зҡ„й“°еҲҖгҖӮ
й“°еӯ”дҪҷйҮҸиҝҮеӨ§пјӣй“°еҲҖеҲҮеүҠйғЁеҲҶеҗҺи§’иҝҮеӨ§пјӣй“°еҲҖеҲғеёҰиҝҮе®Ҫпјӣе·Ҙ件表йқўжңүж°”еӯ”гҖҒз Ӯзңјд»ҘеҸҠдё»иҪҙж‘Ҷе·®иҝҮеӨ§гҖӮ
еҮҸе°Ҹй“°еӯ”дҪҷйҮҸпјӣеҮҸе°ҸеҲҮеүҠйғЁеҲҶеҗҺи§’пјӣдҝ®зЈЁеҲғеёҰе®ҪеәҰпјӣйҖүжӢ©еҗҲж јжҜӣеқҜпјӣи°ғж•ҙжңәеәҠдё»иҪҙгҖӮ
й“°еӯ”дҪҷйҮҸиҝҮеӨ§пјӣе·Ҙ件жқҗж–ҷзЎ¬еәҰиҝҮй«ҳпјӣеҲҮеүҠеҲғж‘Ҷе·®иҝҮеӨ§пјҢеҲҮеүҠиҙҹиҚ·дёҚеқҮеҢҖпјӣй“°еҲҖдё»еҒҸи§’еӨӘе°ҸпјҢдҪҝеҲҮеүҠе®ҪеәҰеўһеӨ§пјӣй“°ж·ұеӯ”жҲ–зӣІеӯ”ж—¶пјҢеҲҮеұ‘еӨӘеӨҡпјҢеҸҲжңӘеҸҠж—¶жё…йҷӨд»ҘеҸҠеҲғзЈЁж—¶еҲҖйҪҝе·ІзЈЁиЈӮгҖӮ
дҝ®ж”№йў„еҠ е·Ҙзҡ„еӯ”еҫ„е°әеҜёпјӣйҷҚдҪҺжқҗж–ҷзЎ¬еәҰжҲ–ж”№з”ЁиҙҹеүҚи§’й“°еҲҖжҲ–зЎ¬иҙЁеҗҲйҮ‘й“°еҲҖпјӣжҺ§еҲ¶ж‘Ҷе·®еңЁеҗҲж јиҢғеӣҙеҶ…пјӣеҠ еӨ§дё»еҒҸи§’пјӣжіЁж„ҸеҸҠж—¶жё…йҷӨеҲҮеұ‘жҲ–йҮҮз”ЁеёҰеҲғеҖҫи§’й“°еҲҖпјӣжіЁж„ҸеҲғзЈЁиҙЁйҮҸгҖӮ
й“°еӯ”дҪҷйҮҸиҝҮеӨ§пјӣй“°й”Ҙеӯ”ж—¶пјҢзІ—зІҫй“°еүҠдҪҷйҮҸеҲҶй…ҚеҸҠеҲҮеүҠз”ЁйҮҸйҖүжӢ©дёҚеҗҲйҖӮпјӣй“°еҲҖеҲҖйҪҝе®№еұ‘з©әй—ҙе°ҸпјҢеҲҮеұ‘е өеЎһгҖӮ
дҝ®ж”№йў„еҠ е·Ҙзҡ„еӯ”еҫ„е°әеҜёпјӣдҝ®ж”№дҪҷйҮҸеҲҶй…ҚпјҢеҗҲзҗҶйҖүжӢ©еҲҮеүҠз”ЁйҮҸпјӣеҮҸе°‘й“°еҲҖйҪҝж•°пјҢеҠ еӨ§е®№еұ‘з©әй—ҙжҲ–е°ҶеҲҖйҪҝй—ҙйҡҷзЈЁеҺ»дёҖйҪҝгҖӮ
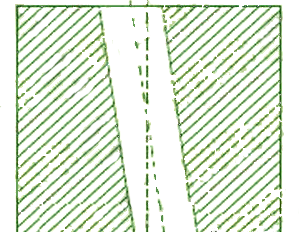
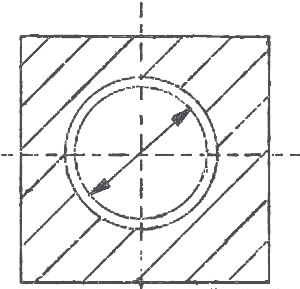
й“°еӯ”еүҚзҡ„й’»еӯ”еҒҸж–ңпјҢзү№еҲ«жҳҜеӯ”еҫ„иҫғе°Ҹж—¶пјҢ з”ұдәҺй“°еҲҖеҲҡжҖ§иҫғе·®пјҢдёҚиғҪзә жӯЈеҺҹжңүзҡ„ејҜжӣІеәҰпјӣй“°еҲҖдё»еҒҸи§’иҝҮеӨ§пјӣеҜјеҗ‘дёҚиүҜпјҢдҪҝй“°еҲҖеңЁй“°еүҠдёӯжҳ“еҒҸзҰ»ж–№еҗ‘пјӣеҲҮеүҠйғЁеҲҶеҖ’й”ҘиҝҮеӨ§пјӣй“°еҲҖж–ӯз»ӯеңЁеӯ”дёӯйғЁй—ҙйҡҷеӨ„дҪҚ移пјӣжүӢй“°еӯ”ж—¶пјҢеңЁдёҖдёӘж–№еҗ‘дёҠз”ЁеҠӣиҝҮеӨ§пјҢиҝ«дҪҝй“°еҲҖеҗ‘дёҖз«ҜеҒҸж–ңпјҢз ҙеқҸдәҶй“°еӯ”зҡ„еһӮзӣҙеәҰгҖӮ
еўһеҠ жү©еӯ”жҲ–й•—еӯ”е·ҘеәҸж ЎжӯЈеӯ”пјӣеҮҸе°Ҹдё»еҒҸи§’пјӣи°ғж•ҙеҗҲйҖӮзҡ„й“°еҲҖпјӣи°ғжҚўжңүеҜјеҗ‘йғЁеҲҶжҲ–еҠ й•ҝеҲҮеүҠйғЁеҲҶзҡ„й“°еҲҖпјӣжіЁж„ҸжӯЈзЎ®ж“ҚдҪңгҖӮ

еҫҖжңҹжҺЁиҚҗ
| зүҲжқғеЈ°жҳҺпјҡеҮЎиө„и®ҜжқҘжәҗжіЁжҳҺдёәе…¶д»–еӘ’дҪ“жқҘжәҗзҡ„дҝЎжҒҜпјҢеқҮдёәиҪ¬иҪҪиҮӘе…¶д»–еӘ’дҪ“гҖӮеҰӮжӮЁеҜ№иҜҘж–Үз« еҶ…е®№жңүд»»дҪ•з–‘й—®жҲ–иҙЁз–‘пјҢиҜ·з¬¬дёҖж—¶й—ҙи·ҹжҲ‘们иҒ”зі»пјҢжҲ‘们е°Ҷж №жҚ®жӮЁжҸҗдҫӣзҡ„иҜҒжҳҺжқҗж–ҷзЎ®и®ӨзүҲжқғз«ӢеҚіеҲ йҷӨеҶ…е®№пјҒ |