дЄАгАБеѓєйЕНиЙ≤жЙУж†ЈжКАжЬѓдЇЇеСШзЪДи¶Бж±В
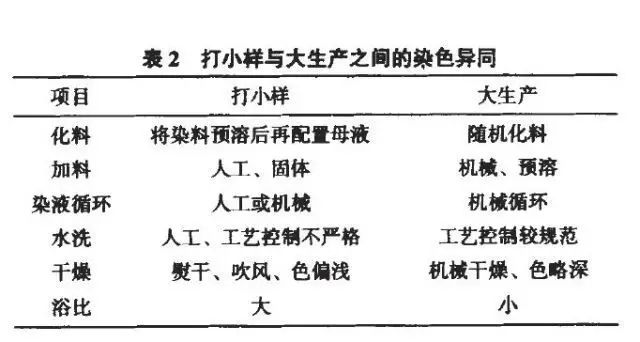
дЇМгАБеМЦй™МеЃ§жЙУж†ЈдЄОиљ¶йЧіе§ІзФЯдЇІдєЛйЧізЪДеѓєжѓФ
дЄЙгАБељ±еУНжЯУиЙ≤е§Іе∞Пж†Јзђ¶ж†ЈзОЗзЪДеЫ†зі†
еЫЫгАБзїУиѓ≠