еңЁиҝҮзЁӢдёӯпјҢеҪ“еҠ е·Ҙдә§з”ҹиҝһз»өдёҚж–ӯзҡ„еёҰзҠ¶еҲҮеұ‘ж—¶пјҢдёҚд»…е®№жҳ“еҲ’дјӨе·Ҙ件еҠ е·ҘиЎЁйқўе’ҢжҚҹеқҸеҲҖеҲғпјҢдёҘйҮҚж—¶иҝҳдјҡеЁҒиғҒеҲ°ж“ҚдҪңиҖ…зҡ„е®үе…ЁпјҢжүҖд»ҘйҮҮеҸ–еҝ…иҰҒзҡ„е·ҘиүәжҺӘж–ҪпјҢжҺ§еҲ¶еұ‘еһӢе’Ңж–ӯеұ‘дёҖзӣҙжҳҜжңәжў°еҠ е·ҘиЎҢдёҡдёӯжһҒдёәйҮҚиҰҒзҡ„е·Ҙиүәй—®йўҳгҖӮ
з”ұдәҺеҲҮеұ‘жҳҜеҲҮеұ‘еұӮеҸҳеҪўзҡ„дә§зү©пјҢжүҖд»ҘпјҢж”№еҸҳеҲҮеүҠеҠ е·ҘжқЎд»¶жҳҜж”№еҸҳеҲҮеұ‘з§Қзұ»гҖҒе®һзҺ°ж–ӯеұ‘зҡ„жңүж•ҲйҖ”еҫ„пјҢиҖҢеҪұе“ҚеҲҮеұ‘еҠ е·ҘжқЎд»¶зҡ„еӣ зҙ дё»иҰҒеҢ…жӢ¬е·Ҙ件жқҗж–ҷгҖҒеҲҖе…·еҮ дҪ•и§’еәҰеҸҠеҲҮеұ‘з”ЁйҮҸзӯүгҖӮ
дёҖиҲ¬еҲҮеұ‘йңҖиҰҒж»Ўи¶ід»ҘдёӢеҮ дёӘеҹәжң¬жқЎд»¶пјҡеҲҮеұ‘дёҚеҫ—зј з»•еңЁеҲҖе…·гҖҒе·Ҙ件еҸҠе…¶зӣёйӮ»зҡ„е·Ҙе…·гҖҒиЈ…еӨҮдёҠпјӣеҲҮеұ‘дёҚеҫ—йЈһжә…пјҢд»ҘдҝқиҜҒж“ҚдҪңиҖ…дёҺи§ӮеҜҹиҖ…зҡ„е®үе…ЁпјӣзІҫеҠ е·Ҙж—¶пјҢеҲҮеұ‘дёҚеҸҜеҲ’дјӨе·Ҙ件зҡ„е·ІеҠ е·ҘиЎЁйқўпјҢеҪұе“Қе·ІеҠ е·ҘиЎЁйқўзҡ„иҙЁйҮҸпјӣдҝқиҜҒеҲҖе…·йў„е®ҡзҡ„иҖҗз”ЁеәҰпјҢдёҚиғҪиҝҮж—©зЈЁжҚҹ并з«ӯеҠӣйҳІжӯўе…¶з ҙжҚҹпјӣеҲҮеұ‘жөҒеҮәж—¶пјҢдёҚеҰЁзўҚеҲҮеүҠж¶Ізҡ„е–·жіЁпјӣеҲҮеұ‘дёҚдјҡеҲ’дјӨжңәеәҠеҜјиҪЁжҲ–е…¶д»–йғЁд»¶зӯүгҖӮ
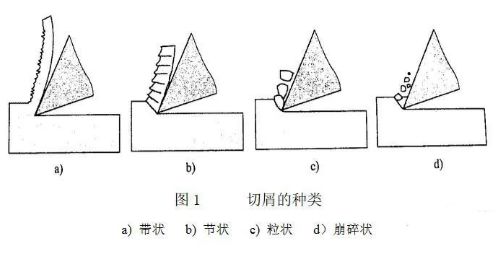
з”ұдәҺеЎ‘жҖ§еҸҳеҪўзЁӢеәҰзҡ„дёҚеҗҢпјҢеҸҜиғҪдјҡдә§з”ҹдёҚеҗҢз§Қзұ»зҡ„еҲҮеұ‘пјҢеҰӮеӣҫ1жүҖзӨәгҖӮеҠ е·ҘеЎ‘жҖ§жқҗж–ҷж—¶пјҢдё»иҰҒеҪўжҲҗеёҰзҠ¶еҲҮеұ‘гҖҒиҠӮзҠ¶еҲҮеұ‘жҲ–зІ’зҠ¶еҲҮеұ‘пјҢеҠ е·Ҙи„ҶжҖ§жқҗж–ҷж—¶пјҢдёҖиҲ¬еҪўжҲҗеҙ©зўҺзҠ¶еҲҮеұ‘гҖӮ
з”ұдёҠеҸҜзҹҘпјҢеҲҮеұ‘зҡ„з§Қзұ»йҡҸе·Ҙ件жқҗж–ҷгҖҒеҲҮеүҠжқЎд»¶зҡ„дёҚеҗҢгҖӮеӣ жӯӨпјҢеңЁеҠ е·ҘиҝҮзЁӢдёӯеҸҜд»ҘйҖҡиҝҮи§ӮеҜҹеҲҮеұ‘еҪўжҖҒжқҘеҲӨж–ӯеҲҮеұ‘жқЎд»¶жҳҜеҗҰеҗҲйҖӮпјҢд№ҹеҸҜд»ҘйҖҡиҝҮиҪ¬еҢ–еҲҮеүҠжқЎд»¶ж”№еҸҳеҲҮеұ‘еҪўжҖҒпјҢдҪҝд№Ӣеҗ‘зқҖжңүеҲ©дәҺз”ҹдә§зҡ„ж–№еҗ‘иҪ¬еҢ–гҖӮ
йҮ‘еұһеҲҮеүҠиҝҮзЁӢдёӯпјҢеҲҮеұ‘жҳҜеҗҰе®№жҳ“жҠҳж–ӯпјҢдёҺеҲҮеұ‘зҡ„еҸҳеҪўжңүзӣҙжҺҘиҒ”зі»пјҢжүҖд»Ҙз ”з©¶еҲҮеұ‘жҠҳж–ӯеҺҹзҗҶеҝ…йЎ»д»Һз ”з©¶еҲҮеұ‘еҸҳеҪўзҡ„规еҫӢе…ҘжүӢгҖӮ
еҲҮеүҠиҝҮзЁӢдёӯжүҖеҪўжҲҗзҡ„еҲҮеұ‘пјҢз”ұдәҺз»ҸиҝҮдәҶжҜ”иҫғеӨ§зҡ„еЎ‘жҖ§еҸҳеҪўпјҢе®ғзҡ„зЎ¬еәҰе°ҶдјҡжңүжүҖжҸҗй«ҳпјҢиҖҢеЎ‘жҖ§е’Ңйҹ§жҖ§еҲҷжҳҫи‘—йҷҚдҪҺпјҢиҝҷз§ҚзҺ°иұЎеҸ«еҶ·дҪңзЎ¬еҢ–гҖӮз»ҸиҝҮеҶ·дҪңзЎ¬еҢ–д»ҘеҗҺпјҢеҲҮеұ‘еҸҳеҫ—зЎ¬иҖҢи„ҶпјҢеҪ“е®ғеҸ—еҲ°дәӨеҸҳзҡ„ејҜжӣІжҲ–еҶІеҮ»иҪҪиҚ·ж—¶е°ұе®№жҳ“жҠҳж–ӯгҖӮеҲҮеұ‘жүҖз»ҸеҸ—зҡ„еЎ‘жҖ§еҸҳеҪўи¶ҠеӨ§пјҢзЎ¬и„ҶзҺ°иұЎи¶Ҡжҳҫи‘—пјҢжҠҳж–ӯд№ҹе°ұи¶Ҡе®№жҳ“гҖӮеңЁеҲҮеүҠйҡҫж–ӯеұ‘зҡ„й«ҳејәеәҰгҖҒй«ҳеЎ‘жҖ§гҖҒй«ҳйҹ§жҖ§зҡ„жқҗж–ҷж—¶пјҢеә”еҪ“и®ҫжі•еўһеӨ§еҲҮеұ‘зҡ„еҸҳеҪўпјҢд»ҘйҷҚдҪҺе®ғзҡ„еЎ‘жҖ§е’Ңйҹ§жҖ§пјҢдҫҝдәҺиҫҫеҲ°ж–ӯеұ‘зҡ„зӣ®зҡ„гҖӮ
第дёҖйғЁеҲҶжҳҜеҲҮеүҠиҝҮзЁӢдёӯжүҖеҪўжҲҗзҡ„пјҢжҲ‘们称д№Ӣдёәеҹәжң¬еҸҳеҪўгҖӮз”Ёе№іеүҚеҲҖйқўиҪҰеҲҖиҮӘз”ұеҲҮеүҠж—¶жүҖжөӢеҫ—зҡ„еҲҮеұ‘еҸҳеҪўпјҢжҜ”иҫғжҺҘиҝ‘дәҺеҹәжң¬еҸҳеҪўзҡ„ж•°еҖјгҖӮеҪұе“Қеҹәжң¬еҸҳеҪўзҡ„дё»иҰҒеӣ зҙ жңүеҲҖе…·еүҚи§’гҖҒиҙҹеҖ’жЈұгҖҒеҲҮеүҠйҖҹеәҰдёүйЎ№гҖӮеүҚи§’и¶Ҡе°ҸпјҢиҙҹеҖ’жЈұи¶Ҡе®ҪгҖҒеҲҮеүҠйҖҹеәҰи¶ҠдҪҺпјҢеҲҷеҲҮеұ‘зҡ„еҸҳеҪўи¶ҠеӨ§пјҢи¶ҠжңүеҲ©дәҺж–ӯеұ‘гҖӮжүҖд»ҘпјҢеҮҸе°ҸеүҚи§’гҖҒеҠ е®ҪиҙҹеҖ’жЈұпјҢйҷҚдҪҺеҲҮеүҠйҖҹеәҰеҸҜдҪңдёәдҝғиҝӣж–ӯеұ‘зҡ„жҺӘж–ҪгҖӮ
第дәҢйғЁеҲҶжҳҜеҲҮеұ‘еңЁжөҒеҠЁе’ҢеҚ·жӣІиҝҮзЁӢдёӯжүҖеҸ—зҡ„еҸҳеҪўпјҢжҲ‘们称д№Ӣдёәйҷ„еҠ еҸҳеҪўгҖӮеӣ дёәеңЁеӨ§еӨҡж•°жғ…еҶөдёӢпјҢд»…жңүеҲҮеүҠиҝҮзЁӢдёӯзҡ„еҹәжң¬еҸҳеҪўиҝҳдёҚиғҪдҪҝеҲҮеұ‘жҠҳж–ӯпјҢеҝ…йЎ»еҶҚеўһеҠ дёҖж¬Ўйҷ„еҠ еҸҳеҪўпјҢжүҚиғҪиҫҫеҲ°зЎ¬еҢ–е’ҢжҠҳж–ӯзҡ„зӣ®зҡ„гҖӮиҝ«дҪҝеҲҮеұ‘з»ҸеҸ—йҷ„еҠ еҸҳеҪўзҡ„жңҖз®Җдҫҝзҡ„ж–№жі•пјҢе°ұжҳҜеңЁеүҚеҲҖйқўдёҠзЈЁеҮәпјҲжҲ–еҺӢеҲ¶еҮәпјүдёҖе®ҡеҪўзҠ¶зҡ„ж–ӯеұ‘ж§ҪпјҢиҝ«дҪҝеҲҮеұ‘жөҒе…Ҙж–ӯеұ‘ж§Ҫж—¶еҶҚеҚ·жӣІеҸҳеҪўгҖӮеҲҮеұ‘з»ҸеҸ—йҷ„еҠ зҡ„еҶҚеҚ·жӣІеҸҳеҪўд»ҘеҗҺпјҢиҝӣдёҖжӯҘзЎ¬еҢ–е’Ңи„ҶеҢ–пјҢеҪ“е®ғзў°ж’һеҲ°е·Ҙ件жҲ–еҗҺеҲҖйқўдёҠж—¶пјҢе°ұеҫҲе®№жҳ“иў«жҠҳж–ӯдәҶгҖӮ
еҲҮеұ‘ж–ӯдёҺдёҚж–ӯзҡ„ж №жң¬еҺҹеӣ еңЁдәҺеҲҮеұ‘еҪўжҲҗиҝҮзЁӢдёӯзҡ„еҸҳеҪўе’Ңеә”еҠӣпјҢеҪ“еҲҮеұ‘еӨ„дәҺдёҚзЁіе®ҡзҡ„еҸҳеҪўзҠ¶жҖҒжҲ–еҲҮеұ‘еә”еҠӣиҫҫеҲ°е…¶ејәеәҰжһҒйҷҗж—¶пјҢе°ұдјҡж–ӯеұ‘пјҢйҖҡеёёеҲҮеұ‘жҳҜеҚ·жӣІеҗҺжҠҳж–ӯзҡ„гҖӮ
еҗҲзҗҶйҖүжӢ©еҲҖе…·еҮ дҪ•и§’еәҰгҖҒеҲҮеүҠз”ЁйҮҸгҖҒзЈЁж–ӯеұ‘ж§ҪжҳҜеёёз”Ёзҡ„ж–ӯеұ‘ж–№жі•гҖӮ
еёёз”Ёзҡ„ж–ӯеұ‘ж§ҪжңүжҠҳзәҝеҪўгҖҒзӣҙзәҝеңҶеј§еҪўгҖҒе…ЁеңҶеј§еҪў3з§Қж§ҪеһӢпјҢеҰӮеӣҫ2жүҖзӨәгҖӮ
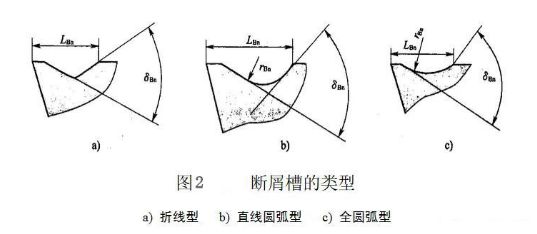
еңЁеҲҮеүҠзўізҙ й’ўгҖҒеҗҲйҮ‘й’ўгҖҒе·Ҙе…·й’ўж—¶пјҢеҸҜйҖүз”ЁжҠҳзәҝеҪўгҖҒзӣҙзәҝеңҶеј§еҪўгҖҒж–ӯеұ‘ж§ҪпјӣеҲҮеүҠй«ҳеЎ‘жҖ§жқҗж–ҷе·Ҙ件时пјҢдҫӢеҰӮзәҜй“ңгҖҒдёҚй”Ҳй’ўе·Ҙ件зӯүпјҢеҸҜйҖүз”Ёе…ЁеңҶеј§еҪўж–ӯеұ‘ж§ҪгҖӮ
ж–ӯеұ‘ж§Ҫзҡ„е®ҪеәҰеҜ№ж–ӯеұ‘зҡ„еҪұе“ҚеҫҲеӨ§гҖӮдёҖиҲ¬жқҘи®ІпјҢж§Ҫе®Ҫи¶Ҡе°ҸпјҢеҲҮеұ‘зҡ„еҚ·жӣІеҚҠеҫ„и¶Ҡе°ҸпјҢеҲҮеұ‘дёҠзҡ„ејҜжӣІеә”еҠӣи¶ҠеӨ§пјҢи¶Ҡжҳ“жҠҳж–ӯгҖӮжүҖд»ҘпјҢйҮҮз”Ёиҫғе°Ҹзҡ„ж–ӯеұ‘ж§Ҫе®ҪеҜ№ж–ӯеұ‘жңүеҲ©гҖӮдҪҶж–ӯеұ‘ж§Ҫе®ҪеәҰеҝ…йЎ»дёҺиҝӣз»ҷйҮҸеҲҮеүҠж·ұеәҰЙ‘pиҒ”зі»иө·жқҘиҖғиҷ‘гҖӮ
иӢҘж–ӯеұ‘ж§Ҫе®ҪеәҰдёҺиҝӣз»ҷйҮҸеҹәжң¬еҗҲйҖӮпјҢеҲҷеҸҜеҪўжҲҗCеҪўеҲҮеұ‘гҖӮеҰӮеҚ·еұ‘ж§ҪеӨӘзӘ„пјҢжҳ“дә§з”ҹе өеұ‘зҺ°иұЎпјҢиҖҢдҪҝиҪҰеҲҖиҙҹиҚ·еўһеҠ пјҢз”ҡиҮіжҚҹеқҸеҲҮеүҠеҲғпјӣиӢҘеҚ·еұ‘ж§ҪеӨӘе®ҪпјҢеҲҮеүҠеҚ·жӣІеҚҠеҫ„еӨӘеӨ§пјҢеҲҷеҲҮеүҠеҸҳеҪўдёҚеӨҹпјҢдёҚжҳ“жҠҳж–ӯпјҢеҫҖеҫҖдёҚжөҒз»Ҹж§Ҫеә•иҖҢеҪўжҲҗдёҚж–ӯзҡ„еёҰзҠ¶еҲҮеұ‘гҖӮ
еҲҮеұ‘ж§Ҫзҡ„е®ҪеәҰд№ҹеә”дёҺеҲҮеүҠж·ұеәҰзӣёйҖӮеҪ“пјҢеҗҰеҲҷеҪ“ж§ҪеӨӘзӘ„ж—¶пјҢжҳҫеҫ—еҲҮеұ‘е®ҪпјҢдёҚжҳ“еңЁж§ҪдёӯеҚ·жӣІпјҢеҫҖеҫҖеҲҮеұ‘дёҚжөҒз»Ҹж§Ҫеә•иҖҢеҪўжҲҗеёҰзҠ¶еҲҮеұ‘гҖӮеҪ“ж§ҪеӨӘе®Ҫж—¶пјҢеҸҲжҳҫеҫ—еҲҮеұ‘зӘ„пјҢжөҒеҠЁиҫғиҮӘз”ұпјҢеҸҳеҪўдёҚеӨҹе……еҲҶпјҢд№ҹдёҚжҠҳж–ӯгҖӮ
дёәдәҶеҫ—еҲ°ж»Ўж„Ҹзҡ„ж–ӯеұ‘ж•ҲжһңпјҢеә”жҢүе…·дҪ“еҠ е·ҘжқЎд»¶пјҢйҖүжӢ©еҗҲйҖӮзҡ„ж–ӯеұ‘ж§Ҫе®ҪеәҰгҖӮеҜ№дәҺзЎ¬еәҰиҫғдҪҺзҡ„е·Ҙ件жқҗж–ҷпјҢж§Ҫеә”йҖүеҫ—зӘ„дәӣпјҢеҸҚд№ӢпјҢж§Ҫеә”йҖүеҫ—е®ҪдәӣгҖӮ


еҫҖжңҹжҺЁиҚҗ
| зүҲжқғеЈ°жҳҺпјҡеҮЎиө„и®ҜжқҘжәҗжіЁжҳҺдёәе…¶д»–еӘ’дҪ“жқҘжәҗзҡ„дҝЎжҒҜпјҢеқҮдёәиҪ¬иҪҪиҮӘе…¶д»–еӘ’дҪ“гҖӮеҰӮжӮЁеҜ№иҜҘж–Үз« еҶ…е®№жңүд»»дҪ•з–‘й—®жҲ–иҙЁз–‘пјҢиҜ·з¬¬дёҖж—¶й—ҙи·ҹжҲ‘们иҒ”зі»пјҢжҲ‘们е°Ҷж №жҚ®жӮЁжҸҗдҫӣзҡ„иҜҒжҳҺжқҗж–ҷзЎ®и®ӨзүҲжқғз«ӢеҚіеҲ йҷӨеҶ…е®№пјҒ |