


目前,在电子封装领域,陶瓷基板是常用的一种电子封装基片材料,与金属基片和树脂基片相比,其主要优点在于:绝缘性能好,可靠性高;介电系数较小,高频特性好;热膨胀系数小,热失配率低;热导率高;气密性好,化学性能稳定;耐蚀性好,不易产生微裂等现象。因此,陶瓷基板已成为成为大功率、高密度、高温及高频器件封装的首选。但由于陶瓷材料的硬脆特性,传统机械加工方法费时费力,且易对基板造成损伤,在众多新型特种加工技术中,激光加工是一种无接触加工方法,无刀具磨损,具有高精度及高灵活性,是硬脆材料加工的首选方法。
打孔是激光在HTCC和LTCC以及DPC制作过程中应用最多的工艺加工方式,打孔的孔径大小、位置、精度等,直接影响基板内部走线的通断、布线密度、基板质量以及成品率。目前,关于激光加工孔特征尺寸的研究较多,而往往忽略了孔的特征形貌。但高能量长脉冲激光聚焦于材料上时无法避免的强烈热效应等导致加工的陶瓷基板表面孔带有重铸层、微裂纹及变性热影响区等,影响孔的形貌,进而影响基板性能。
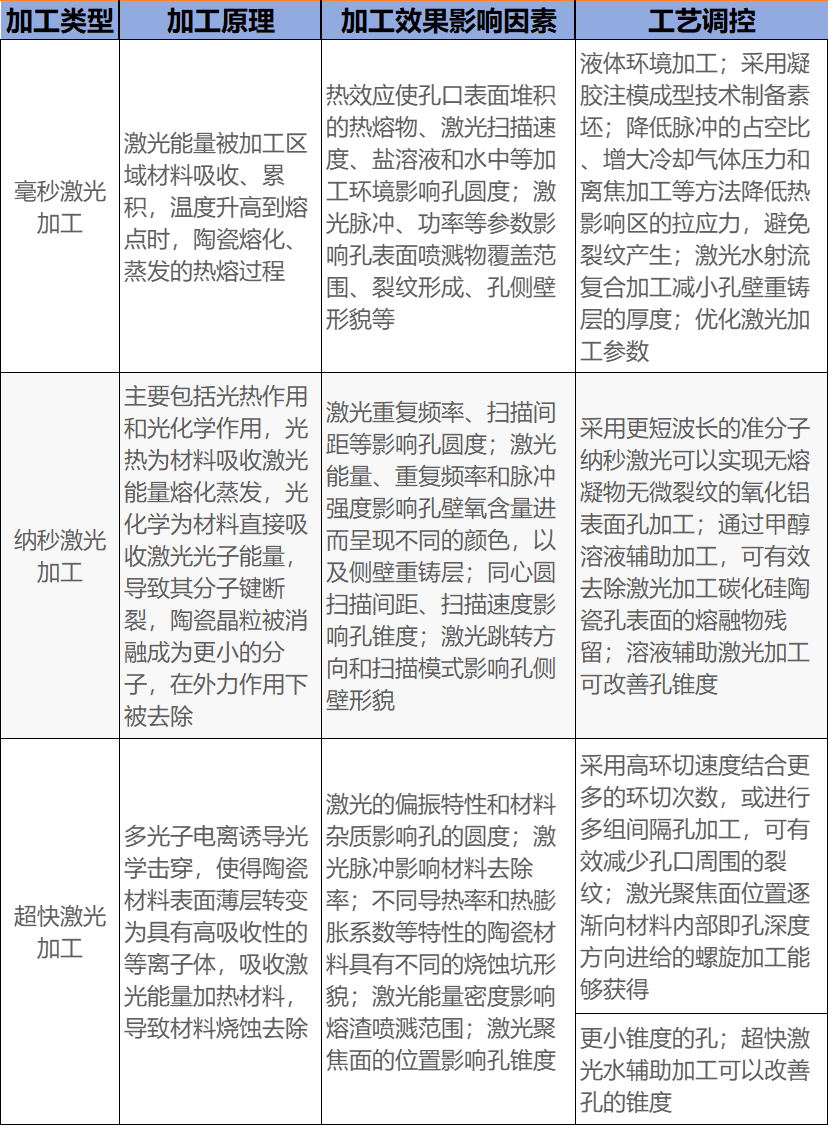
通常,以毫秒激光为代表的长脉冲激光的热效应最为严重,加工的孔带有严重的孔口喷溅物、重铸层和微裂纹;以纳秒激光为代表的短脉冲激光的热效应相对较小,加工孔的形貌质量普遍有很大提升;而超快激光(脉冲宽度≤12ps)具有“冷加工”特性,可以最大限度地限制热效应的影响,进而加工出更高形貌质量的孔。

陶瓷封装基板生产工艺流程
对于孔的激光加工,涉及的评价内容主要包括:微孔的特征尺寸,即孔的直径和深度;孔的特征形貌,包括孔的表面形貌特征(如孔口圆度、孔口表面喷溅物、孔口表面热影响区和孔口表面微裂纹)及孔的侧壁形貌特征,如孔的锥度、孔的侧壁表面形貌(含表面微裂纹)、侧壁重铸层和侧壁热影响区。

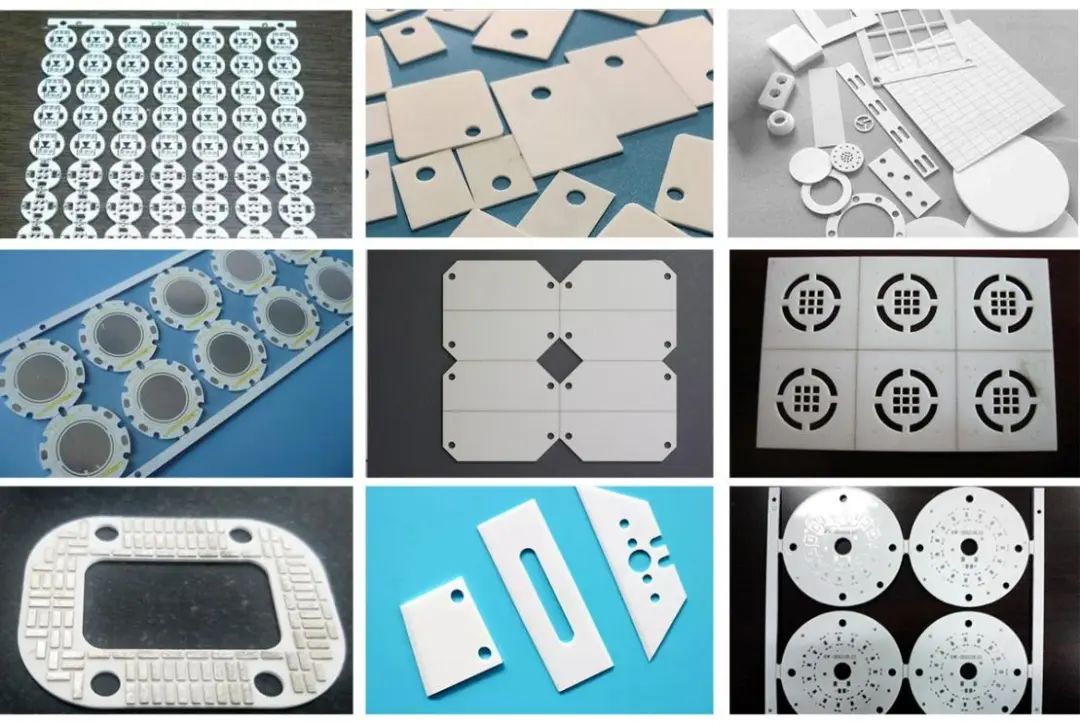
陶瓷基板激光打孔效果图
孔口表面喷溅物可通过喷溅物高度和范围表征;孔口表面热影响区、侧壁重铸层和侧壁热影响区主要通过热影响区/重铸层宽度(厚度)表征;孔口表面微裂纹和孔的侧壁表面形貌(含表面微裂纹)的检测主要依靠显微放大仪器如光学显微镜、电子扫描显微镜(SEM)等。
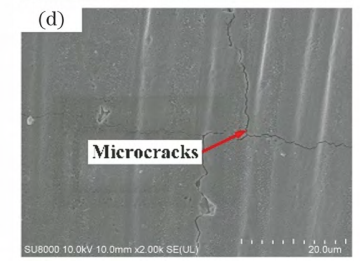
对于陶瓷的激光加工,由于其原子间结合键的特点和气孔杂质的存在,材料内部的缺陷在激光加工热应力的作用下断裂形成微裂纹。
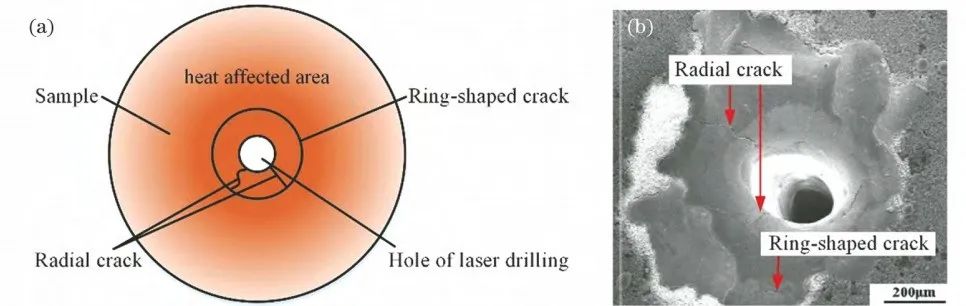
激光加工孔产生微裂纹
不同类型的激光加工技术加工电子封装陶瓷基板孔的特点
几种加工方式的主要关键点在于:
(1)对于孔的圆度,在毫秒激光加工中,增大扫描速度,孔的圆度变差;在纳秒激光加工中,重复频率越高,孔的圆度越好,存在最优扫描间距,此时可以获得较好的孔圆度;在超快激光加工中,选择合适的插补误差,既可以保证圆度又可以保证加工效率;
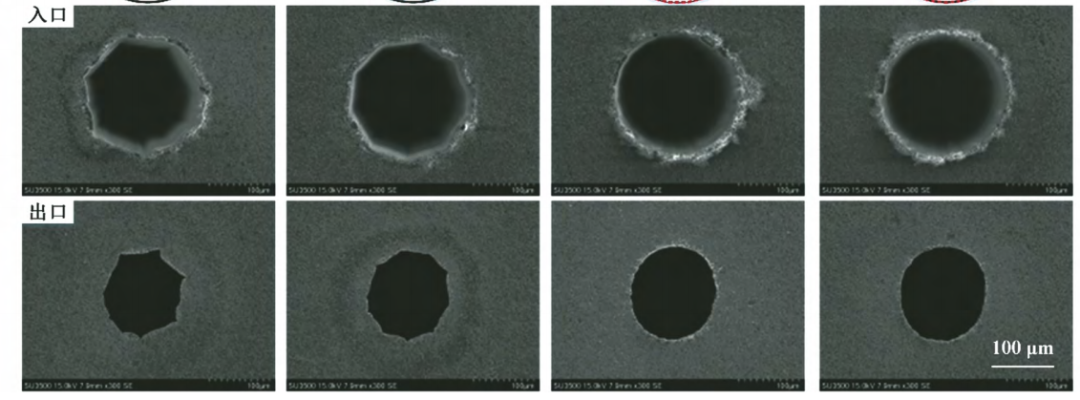
孔的圆度
(2)对于孔口表面喷溅物,激光能量越大,重复频率越高,喷溅物范围越宽;在毫秒激光加工中,脉冲宽度越大,表面喷溅物越多,喷溅范围越宽;在超快激光加工中,扫描速度越大,喷溅物范围越宽;
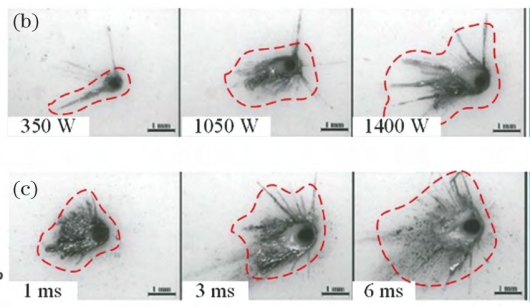
孔口喷溅物
(3)激光陶瓷基板孔加工的表面裂纹主要是由热效应导致的表面应力集中引起的,切向应力普遍诱导径向裂纹,径向应力诱发环状裂纹;孔间裂纹扩展,形成群孔裂纹扩展路径,最终使得样片断裂。水环境等辅助加工可以减少孔表面喷溅物和裂纹,提高孔的表面形貌质量;
表面裂纹
(4)激光加工陶瓷基板孔的锥度与激光能量、重复频率、脉冲宽度、焦点位置、气压及加工环境等均有关。在毫秒激光加工中,扫描速度越大,孔的锥度越大;在纳秒激光加工中,扫描间距越大,孔的锥度越大。对于不同厚度和直径的孔,选择合适的加工填充样式,可以获得更小的孔锥度;
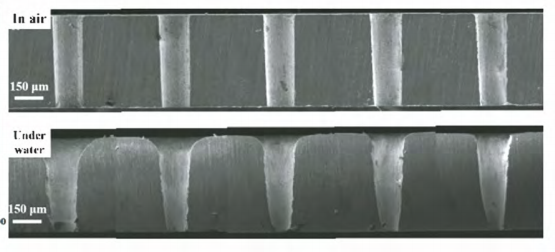
不同加工环境的孔锥度
(5)对于孔的侧壁重铸层,即便是采用具有“冷加工”特性的超快激光也无法完全避免,毫秒激光加工陶瓷基板孔侧壁的重铸层较厚,在优化参数下,纳秒和超快激光加工孔侧壁的重铸层厚度差异不大。水射流辅助加工和水环境辅助加工等可以有效减小重铸层厚度。后处理如溶液腐蚀等可以完全去除孔侧壁的重铸层。还需要指出的是,孔侧壁重铸层表面普遍分布大量的微裂纹,尤其是毫秒激光加工,且裂纹沿晶粒方向扩展。
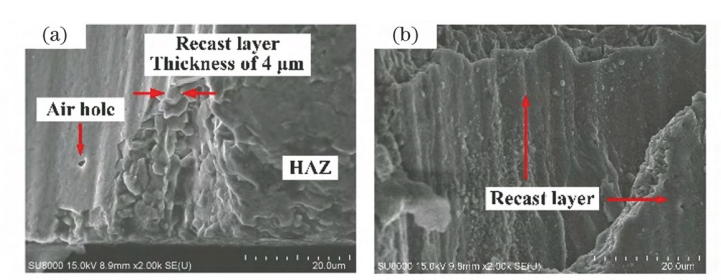
孔侧壁重铸层形貌
参考来源:
1.激光加工电子陶瓷基板孔的形貌特征及其工艺调控综述,赵万芹、梅雪松、杨子轩(中国激光);
2.超快激光微孔加工工艺研究进展,阿占文、吴影、肖宇(中国激光)
