


2A12дёәAl-Cu-Mgзі»зЎ¬й“қеҗҲйҮ‘пјҢеҸҜиҝӣиЎҢзғӯеӨ„зҗҶејәеҢ–гҖӮиҜҘеҗҲйҮ‘з»Ҹеӣәжә¶зғӯеӨ„зҗҶеҠ иҮӘ然时ж•ҲжҲ–дәәе·Ҙж—¶ж•ҲеҗҺе…·жңүиҫғй«ҳзҡ„ејәеәҰпјҢ并具жңүиүҜеҘҪзҡ„еЎ‘жҖ§е’ҢеҠ е·ҘжҲҗеҪўжҖ§иғҪпјҢеңЁ350пҪһ450в„ғзҡ„зғӯжҖҒдёӢе…·жңүиҫғй«ҳзҡ„еЎ‘жҖ§пјҢеҗҲйҮ‘ж·¬зҒ«еҗҺе…·жңүиҫғеҝ«зҡ„ејәеҢ–йҖҹеәҰгҖӮж·¬зҒ«еҗҺпјҢ2A12иғҪдҝқжҢҒиҫғй«ҳзҡ„еЎ‘жҖ§ж—¶й—ҙдёә1.5hгҖӮВ В В
жң¬жү№ж¬Ўз”ҹдә§зҡ„2A12й“қеҗҲйҮ‘зҺҜеҪўй”»д»¶еҠӣеӯҰжҖ§иғҪиҰҒжұӮRmвүҘ390MPaпјҢAвүҘ10%гҖӮжӯӨеҠӣеӯҰжҖ§иғҪйңҖиҰҒ锻件еңЁй”»еҗҺиҝӣиЎҢзғӯеӨ„зҗҶжүҚиғҪж»Ўи¶іпјҢзғӯеӨ„зҗҶж–№ејҸдёҖиҲ¬дёәеӣәжә¶+дәәе·Ҙж—¶ж•ҲжҲ–еӣәжә¶+иҮӘ然时ж•ҲгҖӮдҪҶжҹҘйҳ…зӣёе…іиө„ж–ҷеҸҠж ҮеҮҶпјҢж—ўж— 2A12 й“қеҗҲйҮ‘锻件дәәе·Ҙж—¶ж•ҲеҗҺзӣёе…іжҖ§иғҪж•°жҚ®пјҢд№ҹжІЎжңү锻件дәәе·Ҙж—¶ж•ҲдёҺиҮӘ然时ж•ҲжҖ§иғҪе·®еҲ«зҡ„зӣёе…іиө„ж–ҷгҖӮеӣ жӯӨпјҢжң¬ж–Үй’ҲеҜ№2A12й“қеҗҲйҮ‘зҺҜеҪўй”»д»¶иҝӣиЎҢдәҶеӣәжә¶гҖҒдәәе·Ҙж—¶ж•ҲгҖҒиҝҮж—¶ж•Ҳе’ҢиҮӘ然时ж•Ҳе·ҘиүәеӨ„зҗҶиҜ•йӘҢпјҢжЈҖжөӢдәҶз»ҸдёҚеҗҢзғӯеӨ„зҗҶе·ҘиүәеҗҺ锻件зҡ„еҠӣеӯҰжҖ§иғҪпјҢ并еҜ№дёҚеҗҢзғӯеӨ„зҗҶе·ҘиүәдёӢ锻件зҡ„жҳҫеҫ®з»„з»ҮиҝӣиЎҢдәҶжҜ”еҜ№еҲҶжһҗпјҢзЎ®е®ҡеҮә满足锻件еҠӣеӯҰжҖ§иғҪиҰҒжұӮзҡ„жңҖдҪізҡ„зғӯеӨ„зҗҶе·ҘиүәгҖӮжң¬иҜ•йӘҢж—ўз§ҜзҙҜдәҶ2A12й“қеҗҲйҮ‘锻件зғӯеӨ„зҗҶзӣёе…іеҠӣеӯҰжҖ§иғҪеҸӮж•°пјҢ д№ҹеҸҜдёәд»ҠеҗҺ2A12зҺҜеҪўй”»д»¶зҡ„з”ҹдә§жҸҗдҫӣжҢҮеҜјгҖӮ
01
锻件еҸҠжҲҗеҪўе·ҘиүәВ В
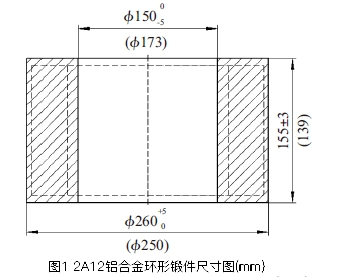
зғӯжҢӨеҺӢжҖҒжЈ’жқҗеңЁпјҲ470Вұ10пјүв„ғдёӢдҝқжё©6пҪһ6.5h еҗҺиҝӣиЎҢй”»йҖ еҠ е·ҘпјҢ й”»еҗҺз©әеҶ·гҖӮ锻件жҲҗеҪўиҝҮзЁӢдё»иҰҒе·ҘеәҸдёәпјҡдёӢж–ҷвҖ”еҠ зғӯвҖ”й•ҰзІ—вҖ”еҶІеӯ”вҖ”зўҫзҺҜжңәжү©еӯ”вҖ”зғӯеӨ„зҗҶгҖӮ2A12 й“қеҗҲйҮ‘зҺҜеҪўй”»д»¶е°әеҜёи§Ғеӣҫ1гҖӮ
02
зғӯеӨ„зҗҶиҜ•йӘҢеҸҠе…¶еҠӣеӯҰжҖ§иғҪ
2.1 зғӯеӨ„зҗҶиҜ•йӘҢж–№жЎҲ
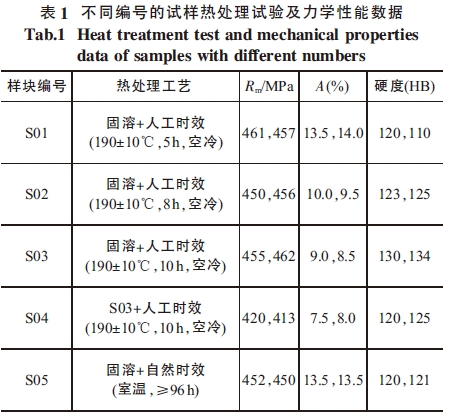
В В 2A12й“қеҗҲйҮ‘锻件з©әеҶ·иҮіе®Өжё©еҗҺпјҢиҝӣиЎҢеӣәжә¶еӨ„зҗҶиҜ•йӘҢгҖӮеӣәжә¶е·ҘиүәдёәпјҲ490Вұ5пјүв„ғдҝқжё©4hпјҢж°ҙеҶ·гҖӮд»Һеӣәжә¶еҗҺзҡ„锻件дёҠеҲҮеҸ–иҜ•ж ·пјҢзј–еҸ·еҲҶеҲ«дёәS01гҖҒS02гҖҒS03гҖҒS04гҖҒS05гҖӮеҜ№дёҚеҗҢзј–еҸ·зҡ„иҜ•ж ·еҲҶеҲ«иҝӣиЎҢдәәе·Ҙж—¶ж•ҲгҖҒиҝҮж—¶ж•Ҳе’ҢиҮӘ然时ж•ҲеӨ„зҗҶгҖӮиҜ•ж ·з»ҸзғӯеӨ„зҗҶиҜ•йӘҢеҗҺжЈҖжөӢе…¶зЎ¬еәҰпјҢ 并еңЁдёҚеҗҢзј–еҸ·зҡ„иҜ•ж ·дёҠеҲ¶еҸ–еҠӣеӯҰжҖ§иғҪиҜ•ж ·е’Ңжҳҫеҫ®з»„з»ҮиҜ•ж ·гҖӮжҜҸз»„еҠӣеӯҰжҖ§иғҪиҜ•ж ·еҲҶеҲ«еҲ¶еҸ–дёӨдёӘиҝӣиЎҢжЈҖжөӢпјҢ дёҚеҗҢзј–еҸ·зҡ„иҜ•ж ·зғӯеӨ„зҗҶиҜ•йӘҢеҸҠеҠӣеӯҰжҖ§иғҪж•°жҚ®и§ҒиЎЁ1гҖӮ
2.2 еҠӣеӯҰжҖ§иғҪеҲҶжһҗВ В В
еҲҶжһҗиЎЁ1 ж•°жҚ®еҸҜи§ҒпјҢS01иҜ•ж ·пјҲеӣәжә¶+5hдәәе·Ҙж—¶ж•Ҳпјүе’ҢS05иҜ•ж ·пјҲеӣәжә¶+иҮӘ然时ж•Ҳпјүзҡ„еҠӣеӯҰжҖ§иғҪеқҮиғҪж»Ўи¶іиҰҒжұӮпјӣдёҺS01иҜ•ж ·еҠӣеӯҰжҖ§иғҪзӣёжҜ”пјҢS02 иҜ•ж ·пјҲеӣәжә¶+8h дәәе·Ҙж—¶ж•Ҳпјүе’ҢS03иҜ•ж ·пјҲеӣәжә¶+10 h дәәе·Ҙж—¶ж•ҲпјүзғӯеӨ„зҗҶеҗҺпјҢй“қеҗҲйҮ‘зҡ„жҠ—жӢүејәеәҰеҸҠзЎ¬еәҰз•ҘжңүжҸҗй«ҳпјҢдҪҶдјёй•ҝзҺҮжҳҺжҳҫйҷҚдҪҺпјҢдёҚиғҪж»Ўи¶ідјёй•ҝзҺҮвүҘ10%иҰҒжұӮгҖӮS04иҜ•ж ·пјҲ锻件еӣәжә¶+10h дәәе·Ҙж—¶ж•ҲпјүзғӯеӨ„зҗҶеҗҺз©әеҶ·иҮіе®Өжё©пјҢ然еҗҺеҶҚиҝӣиЎҢ10hиЎҘе……ж—¶ж•ҲпјҢжӯӨ时锻件иҝӣе…ҘиҝҮж—¶ж•ҲзҠ¶жҖҒпјҢиҜ•ж ·зЎ¬еәҰиҫғS03 иҜ•ж ·з•Ҙеҫ®йҷҚдҪҺпјҢжҠ—жӢүејәеәҰеҸҠдјёй•ҝзҺҮеӨ§е№…дёӢйҷҚгҖӮз”ұжӯӨеҸҜи§ҒпјҢ2A12 й“қеҗҲйҮ‘锻件еҠӣеӯҰжҖ§иғҪжңҖдјҳзҡ„зғӯеӨ„зҗҶе·ҘиүәиҜ•ж ·зј–еҸ·дёәS01е’ҢS05гҖӮ
03
锻件зҡ„жҳҫеҫ®з»„з»ҮеҲҶжһҗВ В
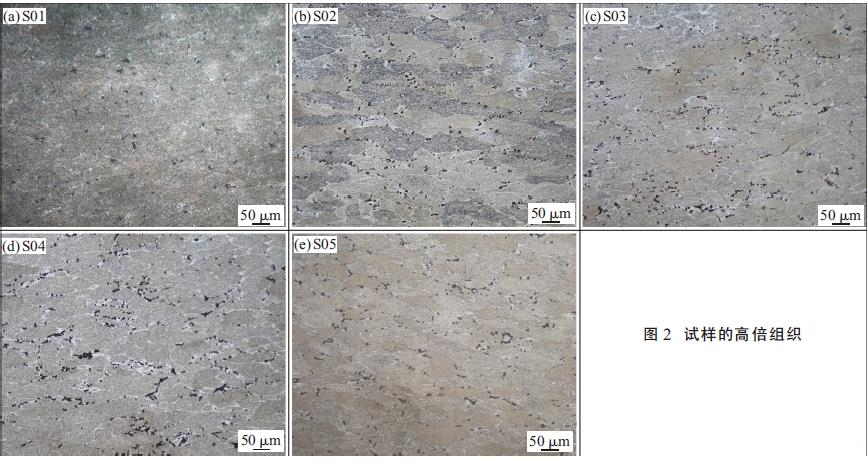
дёҚеҗҢзј–еҸ·иҜ•ж ·зҡ„жҳҫеҫ®з»„з»Үи§Ғеӣҫ2гҖӮ2A12й“қеҗҲйҮ‘ж·¬зҒ«еҗҺпјҢеҫ—еҲ°зҡ„иҝҮйҘұе’Ңеӣәжә¶дҪ“еӨ„дәҺдёҚе№іиЎЎзҡ„зҠ¶жҖҒпјҢж—¶ж•ҲиҝҮзЁӢдёӯеҸ‘з”ҹеҲҶи§ЈпјҢжһҗеҮәејәеҢ–зӣёгҖӮдё»иҰҒејәеҢ–зӣёжҳҜSпјҲCuMgAl2пјүзӣёпјҢе…¶ж¬ЎжҳҜCuAl2зӣёгҖӮеҲҶжһҗеҜ№жҜ”еӣҫ2(a)пҪһ(d)дёӯзҡ„жҳҫеҫ®з»„з»ҮеҸҜд»ҘзңӢеҮәпјҢйҡҸзқҖдәәе·Ҙж—¶ж•Ҳж—¶й—ҙзҡ„延й•ҝпјҢжҷ¶з•Ңй—ҙжһҗеҮәзҡ„еҢ–еҗҲзү©ж•°йҮҸйҖҗжёҗеўһеӨҡпјҢдё”иҒҡйӣҶеҲҶеёғгҖӮеҢ–еҗҲзү©зҡ„иҝҷз§ҚиҒҡйӣҶеҲҶеёғдҪҝжҷ¶з•ҢејұеҢ–пјҢдёҚдҪҶйҖ жҲҗдәҶ锻件伸й•ҝзҺҮйҷҚдҪҺпјҢд№ҹдҪҝ锻件еҗҺжңҹдҪҝз”ЁиҝҮзЁӢдёӯжҷ¶й—ҙи…җиҡҖеҖҫеҗ‘еўһеӨ§гҖӮеӣҫ2(e)дёәиҮӘ然时ж•Ҳжҳҫеҫ®з»„з»ҮпјҢз”ұеӣҫеҸҜд»ҘзңӢеҮәпјҢиҮӘ然时ж•ҲеҗҺеҢ–еҗҲзү©еқҮеҢҖејҘж•ЈеҲҶеёғпјҢжӯӨз§ҚеҲҶеёғж–№ејҸиғҪйҳ»зўҚдҪҚй”ҷйҮҚж–°жҺ’еҲ—пјҢ д»ҺиҖҢжҸҗй«ҳ锻件зҡ„ејәеәҰе’ҢеЎ‘жҖ§пјҢжҷ¶й—ҙи…җиҡҖеҖҫеҗ‘жҖ§д№ҹдјҡеҮҸе°ҸгҖӮдҪҶиҮӘ然时ж•ҲжҳҜд»ҘGP еҢәејәеҢ–дёәдё»зҡ„пјҢз»„з»ҮдёҚеӨӘзЁіе®ҡпјҢеҪ“йӣ¶д»¶е·ҘдҪңжё©еәҰи¶…иҝҮ100в„ғжҲ–еҗҺз»ӯе·ҘиүәиҝҮзЁӢдёӯ锻件зҡ„еҠ зғӯжё©еәҰи¶…иҝҮ100в„ғж—¶пјҢз»„з»ҮдјҡеҸ‘з”ҹеҸҳеҢ–пјҢе»әи®®еҰӮжһңиҫғй«ҳжё©еәҰдҪҝз”Ёж—¶йҖүжӢ©йҮҮз”Ёдәәе·Ҙж—¶ж•Ҳжӣҝд»ЈиҮӘ然时ж•ҲпјҢ д»ҘиҺ·еҫ—зЁіе®ҡзҡ„з»„з»ҮзҠ¶жҖҒгҖӮеӣ жӯӨпјҢеӣҫ2(a)дёӯS01иҜ•ж ·еҜ№еә”зҡ„зғӯеӨ„зҗҶе·ҘиүәиҫғдјҳгҖӮ
з»ҸеҜ№2A12 й“қеҗҲйҮ‘дёҚеҗҢзғӯеӨ„зҗҶиҜ•ж ·еҠӣеӯҰжҖ§иғҪеҜ№жҜ”еҲҶжһҗеҸҜзҹҘпјҢS01иҜ•ж ·пјҲеӣәжә¶+5h дәәе·Ҙж—¶ж•Ҳпјү е’ҢS05иҜ•ж ·пјҲеӣәжә¶+иҮӘ然时ж•ҲзғӯеӨ„зҗҶпјүзҡ„еҠӣеӯҰжҖ§иғҪиҫғдҪіпјӣеҜ№2A12 й“қеҗҲйҮ‘дёҚеҗҢзғӯеӨ„зҗҶиҜ•ж ·зҡ„жҳҫеҫ®з»„з»ҮиҝӣиЎҢеҲҶжһҗеҸҜзҹҘпјҢS01 иҜ•ж ·еҜ№еә”зҡ„зғӯеӨ„зҗҶе·ҘиүәиҫғдјҳгҖӮз»јдёҠжүҖиҝ°пјҢ2A12 й“қеҗҲйҮ‘зҡ„жңҖдҪізғӯеӨ„зҗҶе·Ҙиүәдёәеӣәжә¶[пјҲ490Вұ5пјүв„ғдҝқжё©4hпјҢж°ҙеҶ·пјү+дәәе·Ҙж—¶ж•ҲпјҲпјҲ190Вұ10пјүв„ғ/5h]гҖӮ
04
з»“и®әВ
пјҲ1пјү йҡҸзқҖдәәе·Ҙж—¶ж•Ҳж—¶й—ҙзҡ„延й•ҝпјҢ 锻件зҡ„жҠ—жӢүејәеәҰеҸҠзЎ¬еәҰз•Ҙеҫ®жҸҗй«ҳпјҢдҪҶдјёй•ҝзҺҮйҖҗжёҗйҷҚдҪҺгҖӮеҪ“иҫҫеҲ°иҝҮж—¶ж•ҲзҠ¶жҖҒж—¶пјҢ锻件зҡ„жҠ—жӢүејәеәҰеӨ§е№…йҷҚдҪҺпјҢдјёй•ҝзҺҮ继з»ӯдёӢйҷҚпјҢзЎ¬еәҰиҫғиҝҮж—¶ж•Ҳд№ӢеүҚз•Ҙеҫ®йҷҚдҪҺгҖӮ
пјҲ2пјү еӣәжә¶+дәәе·Ҙж—¶ж•Ҳ[пјҲ190Вұ10пјүв„ғ/5 hпјҢз©әеҶ·пјүдёҺеӣәжә¶+иҮӘ然时ж•ҲпјҲе®Өжё©пјҢвүҘ96 h]зҡ„зғӯеӨ„зҗҶе·ҘиүәеқҮиғҪ满足锻件еҠӣеӯҰжҖ§иғҪиҰҒжұӮпјӣиҮӘ然时ж•ҲзҠ¶жҖҒдёҺдәәе·Ҙж—¶ж•ҲзҠ¶жҖҒзӣёжҜ”пјҢ2A12 й“қеҗҲйҮ‘зҡ„жҷ¶й—ҙи…җиҡҖеҖҫеҗ‘жҖ§е°ҸгҖӮ
пјҲ3пјү 2A12 й“қеҗҲйҮ‘зҺҜеҪўй”»д»¶жңҖдҪізғӯеӨ„зҗҶе·Ҙиүәдёәпјҡеӣәжә¶пјҲпјҲ490Вұ5в„ғпјүдҝқжё©4 hпјҢж°ҙеҶ·пјү+дәәе·Ҙж—¶ж•Ҳ[пјҲ190Вұ10пјүв„ғ/5h]гҖӮ
зј–иҫ‘пјҡй“қеҠ зҪ‘зј–иҫ‘йҷҲдјҹж•Ҹ
еЈ°жҳҺпјҡжң¬ж–ҮеҶ…е®№жқҘжәҗдәҺзғӯеҠ е·Ҙи®әеқӣпјҢеј•з”Ёзӣ®зҡ„еңЁдәҺдј йҖ’жӣҙеӨҡдҝЎжҒҜпјҢ并дёҚд»ЈиЎЁжң¬е…¬дј—еҸ·иөһеҗҢе…¶и§ӮзӮ№е’ҢеҜ№е…¶зңҹе®һжҖ§иҙҹиҙЈгҖӮеҰӮж¶үеҸҠдҪңе“ҒеҶ…е®№гҖҒзүҲжқғе’Ңе…¶е®ғй—®йўҳпјҢиҜ·жқҘз”өжҲ–иҮҙеҮҪе‘Ҡд№ӢпјҢжҲ‘们е°ҶеҸҠж—¶з»ҷдәҲеӨ„зҗҶпјҒ
иө„и®ҜеҲҶдә«
1.жҠҖжңҜе№Іиҙ§дёЁжӯЈеёёж·¬зҒ«дёҺ延иҝҹж·¬зҒ«еҜ№6061й“қеҗҲйҮ‘жҖ§иғҪзҡ„еҪұе“ҚпјҲйҷ„PDFпјү
жӣҙеӨҡиө„и®ҜпјҢиҜ·зӮ№еҮ»вҖңйҳ…иҜ»еҺҹж–ҮвҖқ