


2024年1月20日公众号发表的文章讨论了压力容器焊接工艺规程(后简称“WPS”)中应包含哪些内容,不应包含哪些内容。接下来的几篇文章中,将先根据ASME锅炉与压力容器规范第Ⅸ卷2023版,对压力容器焊接最常见的4种焊接方法(焊条电弧焊开始、钨极气体保护焊、埋弧焊、熔化极气体保护焊),逐个分析其所有焊接因素,包括重要因素、次要因素、补加因素,然后整理及汇总这些焊接方法相同的焊接因素,不同的焊接因素,再对比NB/T 47015—2011版推荐的接头焊接工艺卡样表(表C.3)中要求填写的内容,对以表C.3作为WPS的样表编制的焊接工艺卡,在填写时应增加哪些内容及填写时的注意事项给出笔者个人的建议(为确保所有焊接因素都覆盖)。
这里要指出的是,对同一焊接方法,焊接接头类型不同时,其对应的因素是不同的。笔者个人理解, 在ASME锅炉与压力容器规范第Ⅸ卷2023版中,焊接接头类型可以分为5种,分别为坡口焊缝与角焊缝、耐蚀堆焊、耐磨堆焊、预边堆焊、换热管与管板焊接,这里先从最常见的接头形式,即坡口焊缝与角焊缝先开始进行讨论。焊材方法则先从焊条电弧焊开始,后续再分析钨极气体保护焊、埋弧焊、熔化极气体保护焊。
经整理,焊条电弧焊共34个焊接因素。
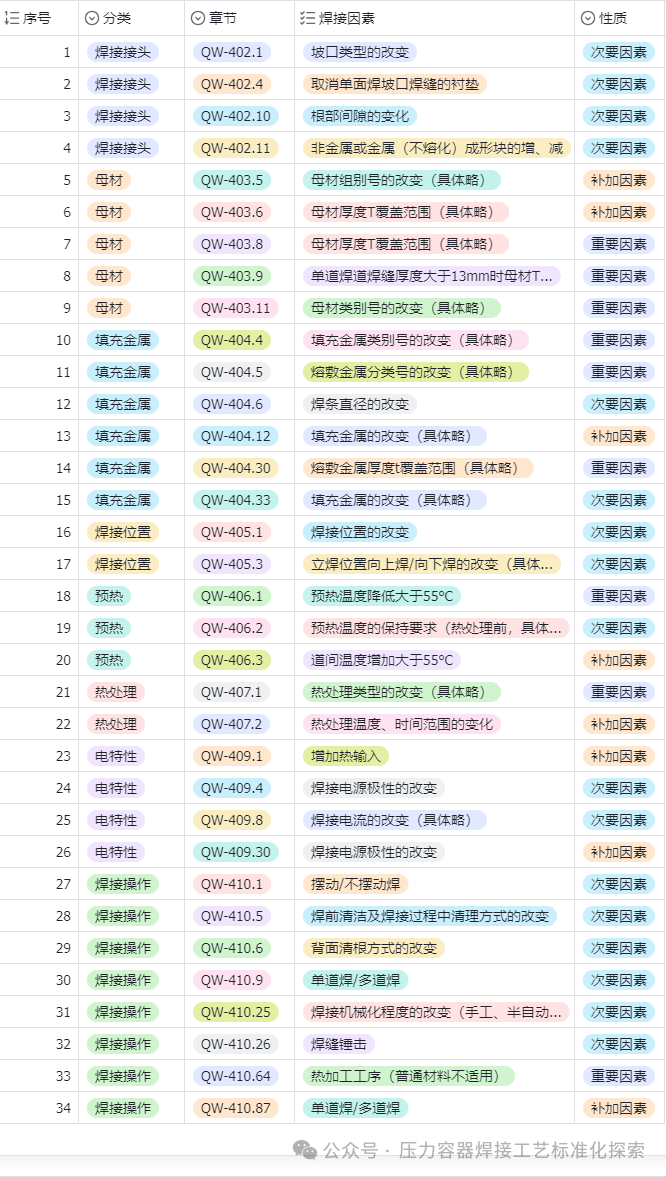
图1 焊条电弧焊焊接因素(坡口焊及角焊缝)
根据焊接因素性质分组的焊接因素如下图2所示。34个焊接因素中,重要因素9个,补加因素8个,次要因素17个。
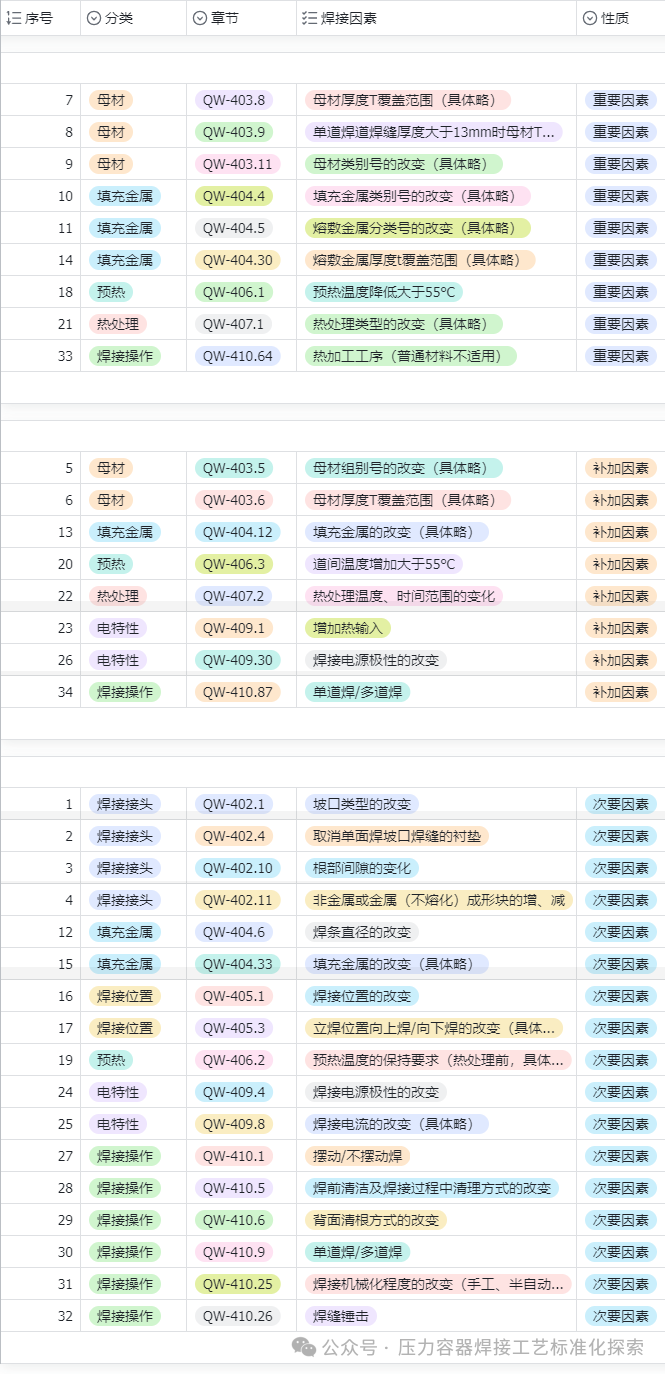
图2 焊条电弧焊焊接因素(按焊接因素性质分类、坡口焊及角焊缝)
剩下钨极气体保护焊、埋弧焊、熔化极气体保护焊等3种焊接方法的焊接因素(坡口焊缝及角焊缝)待续,整理的工作量不大,春节放假前应该能够全部完成。
本文为个人原创,转载请注明出处。