




 В дёҺзҸ©зЈЁеӨҙзҡ„еҫҖеӨҚйҖҹеәҰ
В дёҺзҸ©зЈЁеӨҙзҡ„еҫҖеӨҚйҖҹеәҰ В еҸҠеңҶе‘ЁйҖҹеәҰ
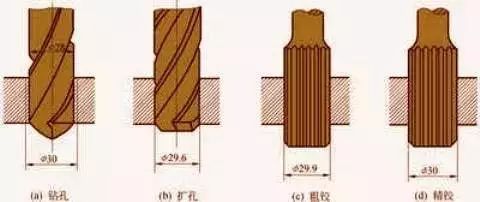
В еҸҠеңҶе‘ЁйҖҹеәҰ В жңүе…іпјҢВ и§’зҡ„еӨ§е°ҸеҪұе“ҚзҸ©зЈЁзҡ„еҠ е·ҘиҙЁйҮҸеҸҠж•ҲзҺҮпјҢдёҖиҲ¬зІ—зҸ©ж—¶еҸ–
В жңүе…іпјҢВ и§’зҡ„еӨ§е°ҸеҪұе“ҚзҸ©зЈЁзҡ„еҠ е·ҘиҙЁйҮҸеҸҠж•ҲзҺҮпјҢдёҖиҲ¬зІ—зҸ©ж—¶еҸ– В В°пјҢзІҫзҸ©ж—¶еҸ–гҖӮдёәдәҶдҫҝдәҺжҺ’еҮәз ҙзўҺзҡ„зЈЁзІ’е’ҢеҲҮеұ‘пјҢйҷҚдҪҺеҲҮеүҠжё©еәҰпјҢжҸҗй«ҳеҠ е·ҘиҙЁйҮҸпјҢзҸ©зЈЁж—¶еә”дҪҝз”Ёе……и¶ізҡ„еҲҮеүҠж¶ІгҖӮ
В В°пјҢзІҫзҸ©ж—¶еҸ–гҖӮдёәдәҶдҫҝдәҺжҺ’еҮәз ҙзўҺзҡ„зЈЁзІ’е’ҢеҲҮеұ‘пјҢйҷҚдҪҺеҲҮеүҠжё©еәҰпјҢжҸҗй«ҳеҠ е·ҘиҙЁйҮҸпјҢзҸ©зЈЁж—¶еә”дҪҝз”Ёе……и¶ізҡ„еҲҮеүҠж¶ІгҖӮ
еҫҖжңҹжҺЁиҚҗ
| зүҲжқғеЈ°жҳҺпјҡеҮЎиө„и®ҜжқҘжәҗжіЁжҳҺдёәе…¶д»–еӘ’дҪ“жқҘжәҗзҡ„дҝЎжҒҜпјҢеқҮдёәиҪ¬иҪҪиҮӘе…¶д»–еӘ’дҪ“гҖӮеҰӮжӮЁеҜ№иҜҘж–Үз« еҶ…е®№жңүд»»дҪ•з–‘й—®жҲ–иҙЁз–‘пјҢиҜ·з¬¬дёҖж—¶й—ҙи·ҹжҲ‘们иҒ”зі»пјҢжҲ‘们е°Ҷж №жҚ®жӮЁжҸҗдҫӣзҡ„иҜҒжҳҺжқҗж–ҷзЎ®и®ӨзүҲжқғз«ӢеҚіеҲ йҷӨеҶ…е®№пјҒ |