


01 жҷәиғҪе·ҘеҺӮе»әи®ҫиғҢжҷҜ
1.1 иғҢжҷҜ
еңЁе…Ёзҗғз»ҸжөҺж–°еёёжҖҒдёӢпјҢеҫ·еӣҪжҺЁеҮә第еӣӣж¬Ўе·Ҙдёҡйқ©е‘ҪвҖ”вҖ”вҖңе·Ҙдёҡ4.0вҖқпјҢе·Ҙдёҡ4.0жҳҜеҫ·еӣҪзҡ„й«ҳ科жҠҖеӣҪ家жҲҳз•Ҙи®ЎеҲ’гҖӮзӣ®зҡ„жҳҜеёҢжңӣеј•йўҶ第4ж¬Ўе·Ҙдёҡйқ©е‘ҪгҖӮе·Ҙдёҡ4.0и®©дёӯеҫ·дёӨеӣҪиҝӣе…ҘеҗҲдҪңжЁЎејҸж–°зҡ„ж—¶д»ЈпјҢдёӯеҫ·дёӨеӣҪзӯҫи®ўдәҶгҖҠеҗҲдҪңзәІиҰҒгҖӢпјҢеҸҢж–№дёҖиҮҙи®ӨдёәпјҢдёӨеӣҪж”ҝеәңйғҪеә”иҜҘдёәжӯӨиҝӣзЁӢжҸҗдҫӣиө„йҮ‘д»ҘеҸҠж”ҝзӯ–ж”ҜжҢҒгҖӮ
жҲ‘еӣҪж”ҝеәңжҠҠеҲ¶йҖ дёҡдҪңдёәеӣҪ家еҸ‘еұ•зҡ„жңүеҠӣеҹәзҹіпјҢжҳҜеӣҪ家еҸ‘еұ•ејәеӨ§зҡ„ж №жң¬дҝқйҡңгҖӮеҸӘжңүеҸ‘еұ•еҲ¶йҖ дёҡпјҢеӣҪж°‘з»ҸжөҺжүҚдјҡеҫ—еҲ°жҢҒз»ӯеҸ‘еұ•пјҢеӣҪ家жүҚдјҡзңҹжӯЈеҜҢејәпјҢдәәж°‘зҡ„з”ҹжҙ»ж°ҙе№іжүҚдјҡзңҹжӯЈзҡ„жҸҗй«ҳпјҢеӣҪ家зҡ„ең°дҪҚжүҚиғҪеңЁдё–з•Ңдәәж°‘зҡ„еҝғзӣ®дёӯеҫ—еҲ°жҸҗеҚҮгҖӮжүҖд»ҘпјҢ иҰҒеңЁиҝҷж¬Ўе·Ҙдёҡйқ©е‘Ҫдёӯеҝ«йҖҹеҸ‘еұ•пјҢжҠҠжҲ‘еӣҪд»ҺдёҖдёӘеҲ¶йҖ дёҡеӨ§еӣҪеҸҳжҲҗеҲ¶йҖ дёҡејәеӣҪпјҢжҲ‘们еҝ…йЎ»жҠ“дҪҸиҝҷж¬ЎжңәйҒҮпјҢдёәе®һзҺ°еҲ¶йҖ дёҡејәеӣҪпјҢдёәдёӯеӣҪжўҰиҖҢеҘӢж–—гҖӮ
1.2 зҰ»ж•ЈиЎҢдёҡеҸҠжөҒзЁӢиЎҢдёҡзҡ„жҰӮеҝө
з”ҹдә§еһӢдјҒдёҡд»Һдә§е“Ғзұ»еһӢе’Ңз”ҹдә§е·ҘиүәдёҠеҲҶдёә2еӨ§зұ»пјҢеҚіжөҒзЁӢиЎҢдёҡе’ҢзҰ»ж•ЈиЎҢдёҡгҖӮжөҒзЁӢиЎҢдёҡжҳҜйҖҡиҝҮз”ҹдә§зәҝе°ҶеҺҹжқҗж–ҷеҠ е·ҘжҲҗдә§е“ҒпјҢеҰӮйӣҶжҲҗз”өи·ҜгҖҒзҹіжІ№еҶ¶зӮјгҖҒйЈҹе“ҒеҢ»иҚҜгҖҒйҘ®ж–ҷй…’ж°ҙзӯүгҖӮзҰ»ж•ЈиЎҢдёҡдё»иҰҒе°ҶеҺҹжқҗж–ҷд»Һдә§е“Ғи®ҫи®ЎеҲ°еҠ е·Ҙе·ҘиүәпјҢеҠ е·ҘеҮәеҗ„дёӘйӣ¶д»¶еҗҺеҶҚз»„иЈ…жҲҗдә§е“ҒгҖӮеҰӮжңәжў°еҠ е·ҘгҖҒиЈ…еӨҮеҲ¶йҖ гҖҒйЈһжңәиҪ®иҲ№гҖҒжұҪиҪҰз”ҹдә§гҖҒз”өеӯҗз”өеҷЁзӯүгҖӮ
1.3 е·Ҙдёҡ4.0зҡ„жҰӮеҝө
е·Ҙдёҡ4.0еҚіз¬¬еӣӣж¬Ўе·Ҙдёҡйқ©е‘ҪпјҢжҳҜеҫ·еӣҪдёәдәҶи®©еҲ¶йҖ дёҡеӨ„дәҺдёҚиҙҘд№Ӣең°пјҢ жҠўеҚ еҲ¶йҖ дёҡе•Ҷжңәзҡ„жҲҳз•ҘжҖқжғігҖӮйҮҚзӮ№жҳҜиҰҒеҺҳжё…е·Ҙдёҡ4.0зҡ„еҶ…еҗ«пјҢжүҚдјҡжҳҺзҷҪдёәд»Җд№ҲжңүгҖҠдёӯеӣҪеҲ¶йҖ 2025гҖӢжҲҳз•ҘгҖӮ
е·Ҙдёҡ1.0еҚіжұҪиҪ®жңәзҡ„еҸ‘жҳҺпјҢжңәжў°еҢ–д»ЈжӣҝжүӢе·ҘеҠіеҠЁпјӣе·Ҙдёҡ2.0еҚіз”өд»ҘеҸҠз”өеҠЁжңәзҡ„еҸ‘жҳҺпјҢиҮӘеҠЁеҢ–д»Јжӣҝжңәжў°еҢ–пјӣе·Ҙдёҡ3.0еҚіи®Ўз®—жңәдҝЎжҒҜжҠҖжңҜзҡ„еҸ‘жҳҺпјҢдҝЎжҒҜеҢ–д»ЈжӣҝиҮӘеҠЁеҢ–пјӣе·Ҙдёҡ4.0еҚідҝЎжҒҜеҢ–дёҺиҮӘеҠЁеҢ–зҡ„ж·ұе…ҘиһҚеҗҲпјҢд№ҹеҚіжҷәиғҪж—¶д»ЈгҖӮ
1.4 е·Ҙдёҡ4.0зҡ„еҶ…ж¶ө
пјҲ1пјүжҷәиғҪе·ҘеҺӮпјҢдё»иҰҒз ”з©¶з”ҹдә§иҝҮзЁӢдёӯзҡ„жҷәиғҪеҢ–д»ҘеҸҠз”ҹдә§иҝҮзЁӢжҺ§еҲ¶гҖҒз”ҹдә§е·ҘиүәгҖҒз”ҹдә§зӣ‘жҺ§гҖҒз”ҹдә§и®ҫеӨҮгҖҒз”ҹдә§иө„ж–ҷзӯүгҖӮ
пјҲ2пјүжҷәиғҪз”ҹдә§пјҢдё»иҰҒз ”з©¶з”ҹдә§еһӢдјҒдёҡзү©жөҒз®ЎзҗҶгҖҒдәәжңәдәӨдә’д»ҘеҸҠеӨ§ж•°жҚ®гҖҒзү©иҒ”зҪ‘гҖҒжЁЎжӢҹд»ҝзңҹеңЁе·Ҙдёҡз”ҹдә§иҝҮзЁӢдёӯзҡ„еә”з”ЁзӯүгҖӮ
пјҲ3пјүжҷәиғҪзү©жөҒпјҢдё»иҰҒз ”з©¶дҫӣеә”й“ҫдёӯдҫӣйңҖеҸҢж–№зҡ„зү©ж–ҷеҢ№й…ҚпјҢйҖҡиҝҮдә’иҒ”зҪ‘гҖҒзү©иҒ”зҪ‘жҠҖжңҜпјҢзү©ж–ҷжҳҜеҗҰжҢүзӮ№жҢүж—¶еҲ°дҪҚпјҢеҹәжң¬еҒҡеҲ°йӣ¶еә“еӯҳгҖӮ
1.5 жҷәиғҪеҲ¶йҖ зҡ„жҰӮеҝө
жҷәиғҪеҲ¶йҖ дҪңдёәгҖҠдёӯеӣҪеҲ¶йҖ 2025гҖӢзҡ„дё»иҰҒжҠ“жүӢпјҢжҳҜй«ҳиҙЁйҮҸеҸ‘еұ•зҡ„дҫқжүҳпјҢжҳҜдёҖдёӘеӨ§зҡ„жҰӮеҝөпјҢжҳҜиҪҜзЎ¬з»“еҗҲпјҢжҳҜж–°дёҖд»ЈдҝЎжҒҜжҠҖжңҜдёҺе…ҲиҝӣеҲ¶йҖ жҠҖжңҜзҡ„ж·ұе…ҘиһҚеҗҲпјҢйҖҡиҝҮеӨ§ж•°жҚ®гҖҒдә’иҒ”зҪ‘гҖҒзү©иҒ”зҪ‘гҖҒдәәе·ҘжҷәиғҪгҖҒдә‘и®Ўз®—зӯүпјҢжҠҠиҝҷдәӣжҠҖжңҜиҙҜз©ҝдәҺдә§е“Ғзҡ„и®ҫи®ЎгҖҒе·ҘиүәгҖҒз”ҹдә§гҖҒеҲ¶йҖ гҖҒеҠ е·ҘгҖҒз®ЎзҗҶеҸҠе”®еҗҺжңҚеҠЎзҡ„е…Ёз”ҹе‘Ҫе‘ЁжңҹдёӯгҖӮи®©е·ҘеҺӮе…·жңүж„ҹзҹҘеҠҹиғҪгҖҒеҶізӯ–еҠҹиғҪе’ҢиҮӘжү§иЎҢеҠҹиғҪгҖӮжҷәиғҪеҲ¶йҖ д№ҹжҳҜдёӨеҢ–зҡ„ж·ұе…ҘиһҚеҗҲпјҢеҚҮзә§зүҲжң¬пјҢжҳҜд»Ҙе»әи®ҫжҷәиғҪиҪҰй—ҙгҖҒжҷәиғҪе·ҘеҺӮдёәжҠ“жүӢпјҢд»ҘжҷәиғҪеҢ–дёәж ёеҝғпјҢд»ҘдҝЎжҒҜжөҒгҖҒж•°жҚ®жөҒдёәеҹәзЎҖпјҢд»Ҙдә’иҒ”дә’йҖҡдёәдё»иҰҒж”Ҝж’‘зү№еҫҒгҖӮ
1.6 жҷәиғҪеҲ¶йҖ еҺҹзҗҶжЁЎеһӢ
еҲ¶йҖ дёҡйҖҡеёёеҢ…еҗ«дәәе’Ңзү©зҗҶзі»з»ҹдёӨеӨ§йғЁеҲҶпјҢд№ҹе°ұжҳҜдәәжқҘж“ҚдҪңжңәеҷЁе®ҢжҲҗд»»еҠЎгҖӮеңЁжҷәиғҪеҲ¶йҖ дёӯпјҢеңЁзү©зҗҶзі»з»ҹе’Ңдәәд№Ӣй—ҙеҠ е…ҘдәҶдҝЎжҒҜеҢ–зі»з»ҹпјҢдҝЎжҒҜеҢ–зі»з»ҹд»ЈжӣҝдәҶдәәзұ»зҡ„йғЁеҲҶи„‘еҠӣжҖқз»ҙпјҢдәәеҺҹжңүзҡ„ж„ҹзҹҘзі»з»ҹгҖҒеҲҶжһҗиғҪеҠӣгҖҒеҶізӯ–ж„ҸиҜҶ移еҠЁеҲ°дҝЎжҒҜеҢ–зі»з»ҹдёӯпјҢйҖҡиҝҮдҝЎжҒҜеҢ–зі»з»ҹжқҘж“ҚжҺ§зү©зҗҶзі»з»ҹпјҢд»Јжӣҝдәәзұ»зҡ„дҪ“еҠӣе·ҘдҪңгҖӮ
1.7 жҷәиғҪеҲ¶йҖ зҡ„зӣ®ж Ү
йҮҚзӮ№е»әи®ҫдёҖжү№жҷәиғҪе·ҘеҺӮгҖҒж•°еӯ—еҢ–е·ҘеҺӮдёҺжҷәиғҪиҪҰй—ҙзӯүпјҢе°ҶдҝЎжҒҜеҢ–жҠҖжңҜиҙҜз©ҝеҲ°е·ҘеҺӮзҡ„и®ҫи®ЎгҖҒе·ҘиүәгҖҒеҲҶжһҗгҖҒз”ҹдә§гҖҒеҲ¶йҖ гҖҒеҠ е·ҘгҖҒжңҚеҠЎзӯүе…Ёз”ҹе‘Ҫе‘ЁжңҹдёӯгҖӮе®Ңе–„еҲӣж–°дҪ“зі»гҖҒжҸҗеҚҮдә§е“ҒиҙЁйҮҸгҖҒжҺЁиЎҢз»ҝиүІеҲ¶йҖ гҖҒжҸҗеҚҮж ёеҝғз«һдәүеҠӣгҖҒеҸ‘еұ•зҺ°д»ЈеҲ¶йҖ жңҚеҠЎгҖӮжң¬ж–ҮйҮҚзӮ№д»Ӣз»ҚзҰ»ж•ЈиЎҢдёҡжҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„ж ёеҝғжҠҖжңҜгҖӮ
02 жҷәиғҪе·ҘеҺӮе»әи®ҫжҰӮиҝ°
2.1 жҷәиғҪе·ҘеҺӮе®ҡд№ү
жҷәиғҪзү№жҖ§дҪңдёәзҺ°иЎҢеҲ¶йҖ зі»з»ҹзҡ„ж ёеҝғеҠҹиғҪпјҢжҳҜжһ„жҲҗжҷәиғҪеҲ¶йҖ зі»з»ҹзҡ„ж ёеҝғдёҺдё»иҰҒй©ұеҠЁеҠӣгҖӮеңЁжҷәиғҪеҲ¶йҖ зі»з»ҹдёӯпјҢдәәзұ»зҡ„йғЁеҲҶи„‘еҠӣеҠіеҠЁиў«жңәеҷЁжүҖжӣҝд»ЈпјҢи®Ўз®—жңәиғҪеӨҹжЁЎд»ҝдәәзҡ„жҖқз»ҙж–№ејҸпјҢиҝӣиЎҢжқЎд»¶еҲӨж–ӯгҖҒж•°жҚ®еҲҶжһҗгҖҒиө„жәҗз®ЎзҗҶгҖҒи°ғеәҰеҶізӯ–зӯүиЎҢдёәгҖӮдәәдёҺжңәеҷЁзҡ„е…ізі»жҳҜзӣёдә’иһҚеҗҲеҚҸеҗҢзҡ„пјҢдёҚжҳҜеҜ№з«Ӣзҡ„гҖӮе®ғ们д№Ӣй—ҙзҡ„еҗҲдҪңеҸҜд»Ҙе»әи®ҫй«ҷеәҰжҹ”жҖ§зҡ„жҷәиғҪеҢ–зі»з»ҹгҖӮжҷәиғҪеҲ¶йҖ дёҚжҳҜдәәзҡ„жҷәиғҪзі»з»ҹпјҢиҖҢжҳҜдәәдёҺжңәеҷЁзҡ„ж·ұеәҰиһҚеҗҲпјҢеҗ„иҮӘеҸ‘жҢҘдјҳеҠҝпјҢжңҖз»Ҳе®һзҺ°жҷәиғҪеҢ–зҡ„иҝҮзЁӢгҖӮ
жҷәиғҪеҲ¶йҖ зҡ„е…ій”®дҪ“зҺ°еңЁжҷәиғҪе·ҘеҺӮгҖҒжҷәиғҪиҪҰй—ҙгҖҒжҷәиғҪиЈ…еӨҮдёҠпјҢд№ҹе°ұжҳҜиҜҙдә§е“Ғд»Һи®ҫи®ЎејҖе§ӢпјҢз»ҸеҺҶдәҶжңәжў°еҢ–ж—¶д»ЈгҖҒиҮӘеҠЁеҢ–ж—¶д»ЈеҸҠж•°еӯ—еҢ–зҡ„иҝҮзЁӢгҖӮеҹәдәҺдёүеҢ–ж—¶д»ЈпјҢе®һзҺ°жҷәиғҪеҢ–ж—¶д»ЈпјҢжҳҜжҠҠеӨ§ж•°жҚ®гҖҒдә’иҒ”зҪ‘гҖҒзү©иҒ”зҪ‘д»ҘеҸҠдәәе·ҘжҷәиғҪжҠҖжңҜйҖҡиҝҮдҝЎжҒҜйҮҮйӣҶдёҺи®ҫеӨҮдә’иҒ”дә’йҖҡпјҢд»ҺиҖҢе®ҢжҲҗжҷәиғҪе·ҘеҺӮзҡ„зәөеҗ‘йӣҶжҲҗпјҢ并еҖҹеҠ©ж•°жҚ®дј иҫ“гҖҒдҝЎжҒҜдә’йҖҡе»әз«ӢиҮӘдёӢиҖҢдёҠзҡ„ж•°жҚ®йҖҡйҒ“пјҢдёәз»ҝиүІиҠӮиғҪд»ҘеҸҠзҺҜдҝқзҡ„з”ҹжҖҒзҡ„жҷәиғҪе·ҘеҺӮжҸҗдҫӣеҹәзЎҖ组件гҖӮ
2.2 жҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„зӣ®зҡ„
й’ҲеҜ№е·ҘеҺӮзҡ„и®ҫи®ЎгҖҒз ”еҸ‘гҖҒе·ҘиүәгҖҒз”ҹдә§гҖҒеҲ¶йҖ гҖҒжңҚеҠЎгҖҒиҝҗз»ҙзӯүдә§е“Ғе…Ёз”ҹе‘Ҫе‘Ёжңҹзҡ„е…ЁжҒҜиҝҮзЁӢпјҢе»әз«Ӣдә§е“Ғж•°еӯ—еҢ–жЁЎеһӢгҖҒе·ҘеҺӮжЁЎеһӢгҖҒиҪҰй—ҙжЁЎеһӢпјҢз ”еҸ‘жҷәиғҪеҢ–иЈ…еӨҮгҖҒдј ж„ҹжҺ§еҲ¶гҖҒиЈ…й…ҚжЈҖжөӢгҖҒзү©жөҒзӯүй«ҳеәҰзҡ„йӣҶжҲҗжҷәиғҪеҲ¶йҖ зі»з»ҹпјҢе®һзҺ°е·ҘеҺӮж•°жҚ®йҮҮйӣҶдёҺеҲҶжһҗиҜҠж–ӯзі»з»ҹгҖҒCADжЁЎеқ—еҢ–жҷәиғҪи®ҫи®Ўзі»з»ҹгҖҒPLMдә§е“Ғе…Ёз”ҹе‘Ҫе‘ЁжңҹгҖҒERPиө„жәҗи®ЎеҲ’з®ЎзҗҶд»ҘеҸҠз”ҹдә§еҲ¶йҖ жү§иЎҢзі»з»ҹ-MESпјҢ,иҝҷдәӣзі»з»ҹд№Ӣй—ҙй«ҳеәҰйӣҶжҲҗдёҺеҚҸеҗҢгҖӮйҖҡиҝҮиҝҷдәӣйЎ№зӣ®пјҢжҸҗеҚҮе·ҘеҺӮзҡ„дҝЎжҒҜеҢ–гҖҒзҪ‘з»ңеҢ–гҖҒж•°еӯ—еҢ–гҖҒжҷәиғҪеҢ–ж°ҙе№іпјҢжҸҗиҙЁеўһж•ҲгҖҒиҙЁйҮҸе…ҲиЎҢгҖҒз»ҝиүІзҺҜдҝқгҖҒйҷҚдҪҺиғҪиҖ—гҖӮд»ҺиҖҢзј©зҹӯдәҶж–°дә§е“Ғи®ҫи®Ўз ”еҸ‘е‘ЁжңҹпјҢдҝғиҝӣдјҒдёҡзҡ„жЁЎејҸеҲӣж–°гҖҒиҪ¬еһӢеҚҮзә§гҖӮ
йҖҡиҝҮжҷәиғҪеҢ–зҡ„иҗҪе®һпјҢдҪҝе·ҘеҺӮзҡ„и®ҫи®ЎгҖҒе·ҘиүәгҖҒз”ҹдә§гҖҒеҲ¶йҖ гҖҒеҠ е·ҘгҖҒз®ЎзҗҶгҖҒзү©жөҒй…ҚйҖҒзӯүеҗ„зҺҜиҠӮзҡ„дјҳеҢ–йӣҶжҲҗпјҢжҺЁиҝӣдјҒдёҡж•°еӯ—еҢ–гҖҒиЈ…еӨҮжҷәиғҪеҢ–гҖҒе·ҘиүәжөҒзЁӢеҢ–гҖҒз”ҹдә§зІҫзӣҠеҢ–гҖҒзңӢжқҝеҸҜи§ҶеҢ–д»ҘеҸҠиҙЁйҮҸгҖҒе·ҘиүәиҝҪжәҜдёҺжҺ§еҲ¶гҖҒзү©ж–ҷиҝҪжәҜдёҺжҺ§еҲ¶зӯүгҖӮ
03 жҷәиғҪе·ҘеҺӮжҖ»дҪ“и®ҫи®Ў
3.1 и®ҫи®ЎжҖқи·Ҝ
3.1.1 з»ҹзӯ№и§„еҲ’пјҢеҲҶжӯҘе®һж–Ҫ
дёҖдёӘдјҒдёҡжҷәиғҪе·ҘеҺӮзҡ„е»әи®ҫдёҚжҳҜдёҖж¬Ўе°ұиғҪе»әи®ҫеҲ°дҪҚзҡ„пјҢиҰҒйҒөеҫӘз»ҹзӯ№и§„еҲ’гҖҒеҲҶеёғе®һж–Ҫзҡ„еҺҹеҲҷгҖӮз»ҹзӯ№дјҒдёҡеҸҠеҗҲдҪңж–№иө„жәҗпјҢжўізҗҶд»Һи®ҫи®ЎгҖҒе·ҘиүәеҲ°з”ҹдә§еҲ¶йҖ гҖҒе”®еҗҺиҝҗз»ҙзҡ„е…ЁжөҒзЁӢпјҢд»Ҙж»Ўи¶ідјҒдёҡеҸ‘еұ•йңҖжұӮдёәзӣ®ж ҮгҖӮиҒҡз„ҰйҮҚзӮ№зі»з»ҹеҸ‘еұ•пјҢе…јйЎҫе…¶д»–дә§е“Ғзі»з»ҹеҚҮзә§пјҢз»“еҗҲеҸ‘еұ•ж°ҙе№іе’Ңзү№зӮ№пјҢеҪўжҲҗйҮҚзӮ№дә§е“ҒжҷәиғҪеҲ¶йҖ зҡ„иҜ•зӮ№зӨәиҢғпјҢжҺЁе№ҝиҮіж•ҙдҪ“жҷәиғҪеҲ¶йҖ пјҢжһ„е»әдјҒдёҡзҡ„жҷәиғҪеҲ¶йҖ дҪ“зі»гҖӮиө°жңәжў°еҢ–гҖҒиҮӘеҠЁеҢ–гҖҒж•°еӯ—еҢ–гҖҒжҷәиғҪеҢ–зҡ„еҸ‘еұ•йҒ“и·ҜгҖӮ
3.1.2 иҪҜзЎ¬иһҚеҗҲпјҢжҖҘз”Ёе…ҲиЎҢ
ж №жҚ®жҷәиғҪеҲ¶йҖ иҪҜ件гҖҒ硬件гҖҒи®ҫеӨҮзҡ„й«ҳеәҰйӣҶжҲҗгҖҒе…Ёзі»з»ҹзҡ„й«ҳеәҰиһҚеҗҲзӯүзү№зӮ№пјҢй’ҲеҜ№еҪ“еүҚжҺЁиҝӣжҷәиғҪеҲ¶йҖ е·ҘдҪңдёӯйҒҮеҲ°зҡ„关键瓶йўҲй—®йўҳпјҢдјҳе…ҲжҺЁиҝӣз”ҹдә§гҖҒзү©жөҒиҮӘеҠЁеҢ–гҖҒе…ій”®йҮҚеӨ§и®ҫеӨҮж•°жҚ®йҮҮйӣҶгҖҒи®ҫи®Ўе·Ҙиүәж•°еӯ—еҢ–гҖҒжөҒ зЁӢз®ЎжҺ§ж ҮеҮҶеҢ–зӯүеҹәзЎҖйңҖжұӮе»әи®ҫгҖӮеҠ еҝ«MESзҡ„е»әи®ҫжӯҘдјҗгҖӮ
3.2 и®ҫи®ЎеҺҹеҲҷ
пјҲ1пјүж»Ўи¶ізҺ°иЎҢзҡ„еӣҪ家е’Ңең°ж–№зҡ„ж ҮеҮҶгҖҒ法规жңү关规е®ҡиҰҒжұӮгҖӮ
пјҲ2пјүз§ҜжһҒжҺЁе№ҝйҮҮз”Ёж–°жҠҖжңҜгҖҒж–°е·ҘиүәпјҢдёҚж–ӯж·ұе…Ҙе®һж–ҪиҮӘеҠЁеҢ–гҖҒж•°еӯ—еҢ–гҖҒжҷәиғҪеҢ–зӯүж–°жҠҖжңҜгҖӮжҢүз…§е…ҲиҝӣгҖҒйҖӮз”ЁгҖҒзҺҜдҝқзҡ„еҺҹеҲҷе»әи®ҫпјҢжңүж•ҲеўһејәдјҒдёҡзҡ„з»јеҗҲе®һеҠӣгҖӮ
3.3 е»әи®ҫи·Ҝеҫ„
пјҲ1пјүејәеҢ–иҮӘеҠЁеҢ–гҖҒж•°еӯ—еҢ–еҹәзЎҖгҖӮйҖҡиҝҮж”№йҖ гҖҒеҚҮзә§гҖҒз ”еҸ‘гҖҒж–°еўһзӯүж–№ејҸе®һзҺ°иҪҰй—ҙе…ій”®йҮҚеӨ§е·ҘиүәиҠӮзӮ№еҲ¶йҖ и®ҫеӨҮзҡ„иҮӘеҠЁеҢ–гҖҒж•°еӯ—еҢ–гҖҒеҸҜи§ҶеҢ–гҖӮд»ҘжҹҗиҪҰй—ҙдҪңдёәиҜ•зӮ№пјҢеңЁеҸ–еҫ—жҲҗеҠҹеҗҺжҺЁе№ҝиҮіе…ЁеҺӮгҖӮ
пјҲ2пјүжўізҗҶдјҒдёҡдёҡеҠЎжөҒзЁӢпјҢдёҺеҠһе…¬OAзі»з»ҹгҖҒдә§е“Ғе…Ёз”ҹе‘Ҫе‘ЁжңҹPLMзі»з»ҹгҖҒиө„жәҗи®ЎеҲ’з®ЎзҗҶERPзі»з»ҹгҖҒж–°е»әз”ҹдә§жү§иЎҢMESзі»з»ҹйҖҗжӯҘиһҚеҗҲпјҢе»әз«ӢдјҒдёҡж ҮеҮҶеҢ–гҖҒж•°еӯ—еҢ–зҡ„дёҡеҠЎз®ЎзҗҶдҪ“зі»гҖӮ
пјҲ3пјүж·ұеәҰдёӨеҢ–иһҚеҗҲгҖҒжү“йҖ ж ёеҝғз«һдәүеҠӣгҖӮеңЁе…ій”®йҮҚеӨ§е·ҘиүәиҠӮзӮ№еә”з”ЁжҷәиғҪдј ж„ҹзҡ„зү©иҒ”зҪ‘жҠҖжңҜпјҢе®һзҺ°зү©зү©зӣёиҝһгҖӮйҖҗжӯҘе®һзҺ°дә§е“Ғз”ҹдә§еҲ¶йҖ е…ЁжөҒзЁӢзҡ„зү©ж–ҷгҖҒзү©жөҒдҝЎжҒҜеҢ–гҖӮжңҖз»Ҳе®һзҺ°еҚ•дҪҚе·ҘдёҡеўһеҠ еҖјиғҪиҖ—гҖҒзү©иҖ—еҸҠжұЎжҹ“зү©жҺ’ж”ҫиҫҫеҲ°дё–з•Ңе…Ҳиҝӣж°ҙе№іеңЁдјҒдёҡе…ЁдёҡеҠЎжөҒзЁӢгҖҒз ”еҸ‘и®ҫи®ЎжөҒзЁӢгҖҒз”ҹдә§жөҒзЁӢдёӯж·ұеҢ–еә”з”ЁERPгҖҒPLMгҖҒMESзӯүзі»з»ҹпјҢйҖҗжӯҘеә”з”Ёз§ҜзҙҜ收йӣҶзҡ„жө·йҮҸж•°жҚ®иҝӣиЎҢеӨ§ж•°жҚ®ж·ұеәҰжҢ–жҺҳгҖӮ
04 жҷәиғҪе·ҘеҺӮе»әи®ҫи·Ҝеҫ„иҰҒзҙ
4.1 жҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„е…ій”®
иҝ‘е№ҙжқҘпјҢйҡҸзқҖи®Ўз®—жңәдҝЎжҒҜжҠҖжңҜзҡ„й«ҳйҖҹеҸ‘еұ•пјҢдёӨеҢ–иһҚеҗҲзҡ„дёҚж–ӯж·ұе…ҘпјҢеӨ§еӨҡж•°еҲ¶йҖ дёҡйғЁзҪІдәҶдёҚеҗҢеҺӮ家зҡ„иҪҜ件系з»ҹд»ҘеҸҠиҮӘеҠЁеҢ–з”ҹдә§зәҝпјҢдҪҶжҳҜз”ұдәҺеҗ„з§Қзі»з»ҹжқҘжәҗдәҺдёҚеҗҢеҺӮ家гҖҒеҗ„дёӘзі»з»ҹйғҪеңЁеҚ•дҪ“еҶ…иҝҗиЎҢпјҢеҗ„зі»з»ҹй—ҙеӯҳеңЁдёҘйҮҚзҡ„дҝЎжҒҜеӯӨеІӣпјҲи§Ғеӣҫ1пјүгҖӮжҷәиғҪеҲ¶йҖ зҡ„ж ёеҝғжҰӮеҝөе°ұжҳҜдёӨеҢ–иһҚеҗҲзҡ„еҚҮзә§зүҲпјҢиҮӘеҠЁеҢ–е’ҢдҝЎжҒҜеҢ–иҰҒж·ұеәҰиһҚеҗҲпјҢжү“йҖҡеҗ„зі»з»ҹд№Ӣй—ҙзҡ„дҝЎжҒҜеӯӨеІӣгҖӮеҸӘжңүжү“йҖҡеҗ„зі»з»ҹд№Ӣй—ҙзҡ„дҝЎжҒҜеӯӨеІӣжүҚжҳҜе»әи®ҫжҷәиғҪе·ҘеҺӮзҡ„зҡ„е…ій”®жүҖеңЁпјҢеҗ„зі»з»ҹд№Ӣй—ҙиҰҒй«ҳеәҰйӣҶжҲҗгҖӮ
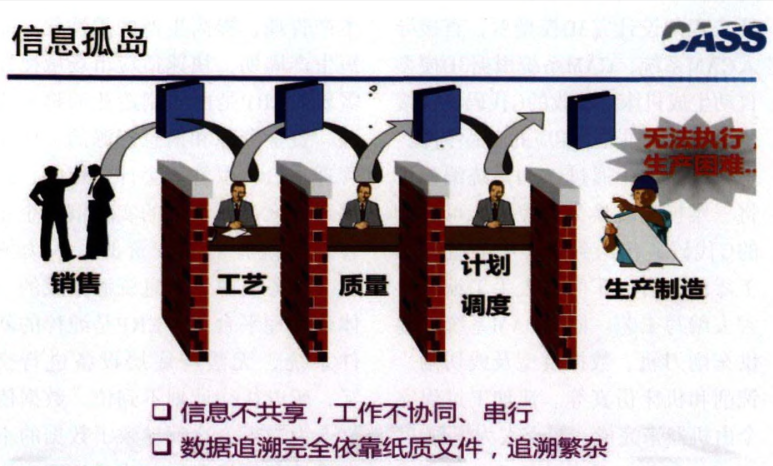
жіЁпјҡиө„ж–ҷжқҘжәҗдәҺеҢ—дә¬дёӯ科еҮҜжҖқ科жҠҖжңүйҷҗе…¬еҸё
еӣҫ1 дјҒдёҡеӯҳеңЁзҡ„дҝЎжҒҜеӯӨеІӣ
4.2 жҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„иҰҒзҙ
4.2.1 е»әз«Ӣж•°еӯ—еҢ–е·ҘеҺӮдә§е“ҒжЁЎеһӢ
ж•°еӯ—еҢ–жҳҜе®һзҺ°жҷәиғҪеҢ–зҡ„еүҚжҸҗдёҺжқЎд»¶пјҢиҰҒжғіе®һзҺ°жҷәиғҪеҢ–пјҢйҰ–е…ҲйңҖиҰҒе®һзҺ°ж•°еӯ—еҢ–гҖӮж•°еӯ—еҢ–йӣҶжҲҗдәҶдә§е“Ғж•°жҚ®гҖҒз”ҹдә§иҝҮзЁӢе’Ңе·ҘеҺӮе»әжЁЎзҡ„ж•°жҚ®еә“пјҢйҖҡиҝҮеҸҜи§ҶеҢ–гҖҒд»ҝзңҹеҲҶжһҗд»ҘеҸҠж–ҮжЎЈз®ЎзҗҶпјҢжҸҗй«ҳдә§е“ҒиҙЁйҮҸпјҢзј©зҹӯдә§е“Ғзҡ„и®ҫи®ЎеҸҠз”ҹдә§е‘ЁжңҹгҖӮ
ж•°еӯ—еҢ–е·ҘеҺӮжҳҜйҖҡиҝҮе·ҘеҺӮе…Ёж•°жҚ®йӣҶжҲҗд»ҘеҸҠи®ҫ计规еҲ’е’ҢйӘҢиҜҒйў„и§ҒгҖӮеңЁжҸҗеҚҮдә§е“ҒиҙЁйҮҸзҡ„еҗҢж—¶жҸҗеҚҮи®ҫи®Ўж•ҲзҺҮпјҢеҠ еҝ«дә§е“Ғз ”еҸ‘е‘ЁжңҹпјҢеҮҸе°‘жөӘиҙ№еҸҠиө„жәҗж¶ҲиҖ—гҖӮ
ж•°еӯ—еҢ–е·ҘеҺӮжҳҜжҷәиғҪе·ҘеҺӮеҸ‘еұ•зҡ„еҝ…з»Ҹд№Ӣи·ҜпјҢж¶үеҸҠж•°еӯ—з ”еҸ‘гҖҒж•°еӯ—з”ҹдә§гҖҒж•°еӯ—еҲ¶йҖ гҖҒж•°еӯ—з®ЎзҗҶгҖҒж•°еӯ—иҗҘй”ҖзӯүгҖӮдә§е“Ғж•°еӯ—еҢ–жЁЎеһӢжҳҜдә§е“Ғд»ҝзңҹеҲҶжһҗзҡ„еҹәзЎҖпјҢжҳҜз”ҹдә§еҲ¶йҖ гҖҒе·ҘиүәеҠ е·Ҙи·Ҝзәҝе’Ңе·ҘиүәиҝҮзЁӢзҡ„жқЎд»¶гҖӮиҮӘд»Һдёүз»ҙCADеҮәзҺ°еҗҺпјҢж•°еӯ—еҢ–е»әжЁЎйҰ–е…Ҳеә”з”ЁеңЁдә§е“Ғзҡ„дёүз»ҙжЁЎеһӢи®ҫи®Ўдёӯд»ҘеҸҠж•°еӯ—еҢ–иЈ…й…ҚдёӯпјҢзӣ®еүҚдёүз»ҙе·Ҙиүәд№ҹйҖҗжёҗеә”з”Ёзҡ„з”ҹдә§еҲ¶йҖ дёӯгҖӮ
4.2.2 е»әи®ҫдјҒдёҡзҹҘиҜҶж•°жҚ®дёӯеҝғ
еӨ§ж•°жҚ®зҡ„еҝ«йҖҹеҸ‘еұ•дёәеҗ„иЎҢеҗ„дёҡжҸҗдҫӣдәҶеҸ‘еұ•зҡ„жәҗжіүпјҢеӨ§ж•°жҚ®дёәеҗ„иЎҢдёҡеёҰжқҘдәҶе·ЁеӨ§зҡ„е•Ҷдёҡд»·еҖјгҖӮеңЁеҲ¶йҖ дёҡдёӯпјҢеӨ§ж•°жҚ®еҗҢзӯүйҮҚиҰҒгҖӮдҪҶжҳҜеҫҲеӨҡдјҒдёҡ并没жңүйҮҚи§Ҷж•°жҚ®зҡ„йҮҚиҰҒжҖ§пјҢ并没жңүжҠҠеӨҡе№ҙзҡ„еҺҶеҸІз§ҜзҙҜеҪўжҲҗдҪ“зі»пјҢе»әи®ҫдјҒдёҡзҹҘиҜҶеә“жҳҫеҫ—е°ӨдёәйҮҚиҰҒгҖӮеҺҶеҸІж•°жҚ®ж•ҙзҗҶдёҚд»…жҳҜж•°жҚ®еҜје…Ҙзҡ„иҝҮзЁӢпјҢдјҒдёҡеҸҜд»ҘеҖҹжӯӨеҘ‘жңәеҜ№е·Іжңүзҡ„еҺҶеҸІж•°жҚ®иҝӣиЎҢжўізҗҶпјҢжІүж·Җжңүд»·еҖјзҡ„зҹҘиҜҶпјҢеҺ»йҷӨеҶ—дҪҷгҖҒдёҚ规иҢғзҡ„ж•°жҚ®пјҢжҠҠд»ҘеҫҖзҡ„и®ҫи®ЎзҹҘиҜҶе’Ңз»ҸйӘҢжӣҙеҘҪең°з®ЎзҗҶдёҺе…ұдә«пјҢжҢҮеҜјд»ҘеҗҺзҡ„и®ҫи®Ўе’Ңз”ҹдә§е·ҘдҪңзҡ„ејҖеұ•гҖӮж•°жҚ®ж ҮеҮҶеҢ–ж•ҙзҗҶеҢ…еҗ«еӣҫзәёжЁЎжқҝгҖҒBOMгҖҒеҗ„зұ»йЎ№зӣ®ж–ҮжЎЈжЁЎжқҝгҖҒдјҒдёҡж ҮеҮҶгҖҒдёҡеҠЎжөҒзЁӢзӯүгҖӮ
4.2.3 е»әи®ҫж•°еӯ—еӯӘз”ҹжЁЎеһӢ
ж•°еӯ—еӯӘз”ҹжЁЎеһӢжҳҜиҘҝй—Ёеӯҗе…¬еҸёжҸҗеҮәзҡ„иҷҡжӢҹзҺ°е®һзӣёз»“еҗҲзҡ„е…Ёж–°жҠҖжңҜгҖӮе®ғжҳҜжҠҠе·ҘеҺӮзҡ„зү©зҗҶз©әй—ҙз”ЁиҷҡжӢҹз©әй—ҙжқҘеұ•зӨәгҖӮе»әз«ӢиҷҡжӢҹж ·жңәгҖҒиҷҡжӢҹеҲ¶йҖ зҡ„зү№еҫҒгҖӮд»Һдә§е“Ғи®ҫи®ЎгҖҒз”ҹдә§зҺҜиҠӮе»әжЁЎпјҢеңЁи®Ўз®—жңәиҷҡжӢҹз©әй—ҙдёӯе®һзҺ°дә§е“Ғи®ҫи®ЎгҖҒз”ҹдә§еҠ е·ҘгҖҒиЈ…й…Қж ЎйӘҢд»ҘеҸҠеәҹе“Ғеӣһ收зӯүе…Ёз”ҹе‘Ҫе‘ЁжңҹжЁЎжӢҹд»ҝзңҹиҝҮзЁӢпјҢд»ҺиҖҢйҖҡиҝҮж•°еӯ—еӯӘз”ҹд»Јжӣҝж ·жңәеҲ¶йҖ гҖӮд»ҘжӯӨжқҘжҸҗдҫӣи®ҫи®ЎиҙЁйҮҸе’ҢжҸҗдҫӣз”ҹдә§ж•ҲзҺҮпјҢдҪҝдјҒдёҡеҲ©зӣҠжңҖеӨ§еҢ–пјҢжҸҗй«ҳеёӮеңәз«һдәүеҠӣгҖӮ
4.3 жҷәиғҪе·ҘеҺӮе…Ёз”ҹе‘Ҫе‘Ёжңҹзі»з»ҹзҡ„жЁЎејҸеҲӣж–°
4.3.1 е»әи®ҫжҷәиғҪеҢ–гҖҒжЁЎеқ—еҢ–еҝ«йҖҹи®ҫи®Ўзі»з»ҹпјҲCADпјү
CADзі»з»ҹжҳҜзҰ»ж•ЈиЎҢдёҡжҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„жәҗеӨҙпјҢеҰӮжһңCADж•°жҚ®дёҚиғҪдј йҖ’дёӢеҺ»пјҢжҷәиғҪе·ҘеҺӮе°ұеғҸж— жәҗд№Ӣж°ҙгҖӮCADз»ҸиҝҮ20еӨҡе№ҙзҡ„еҝ«йҖҹеҸ‘еұ•пјҢе·Із»ҸйқһеёёжҲҗзҶҹпјҢдҪҶйңҖиҰҒеҗ‘жҷәиғҪеҢ–гҖҒжЁЎеқ—еҢ–зҡ„ж–№еҗ‘еҸ‘еұ•гҖӮдә§е“Ғзҡ„з ”еҸ‘гҖҒи®ҫи®ЎгҖҒеҲ¶йҖ гҖҒеҠ е·ҘгҖҒиҙЁжЈҖзӯүеҗ„дёӘзҺҜиҠӮйғҪйңҖиҰҒCADзҡ„ж•°жҚ®жүҚиғҪз»„жҲҗдә§е“Ғзҡ„з”ҹдә§иҝҮзЁӢгҖӮCADз»ҸиҝҮеӨҡе№ҙзҡ„еҸ‘еұ•пјҢеҹәжң¬дёҠз”ұеҺҹжқҘзҡ„дәҢз»ҙCADеҗ‘дёүз»ҙCADиҝҮжёЎгҖӮдёүз»ҙCADеңЁж•ҙдёӘжҷәиғҪе·ҘеҺӮзҡ„е»әи®ҫдёӯдёҫи¶іиҪ»йҮҚгҖӮдёүз»ҙCADйқўеҗ‘жҰӮеҝөи®ҫи®ЎгҖҒдёүз»ҙе»әжЁЎе’Ңж–ҮжЎЈзҡ„й«ҳзә§и§ЈеҶіж–№жЎҲгҖӮеҸҜд»Ҙеё®еҠ©е®ўжҲ·д»ҘжӣҙдҪҺзҡ„жҲҗжң¬е®һзҺ°жӣҙеҮәиүІзҡ„еҲӣж–°е’Ңжӣҙй«ҳзҡ„иҙЁйҮҸгҖӮи®ҫи®ЎйҖҹеәҰжҸҗеҚҮ3еҖҚпјҢж—¶й—ҙзј©зҹӯ30%д»ҘдёҠпјҢж–°е“ҒејҖеҸ‘е‘Ёжңҹзј©зҹӯ40%гҖӮ
4.3.2 жҷәиғҪе·ҘеҺӮзҡ„д»ҝзңҹеҲҶжһҗпјҲCAEпјү
д»ҝзңҹеҲҶжһҗжҳҜжңүйҷҗе…ғеҲҶжһҗзҡ„жү©еұ•зі»з»ҹпјҢеҺҹжңүзҡ„жңүйҷҗе…ғеҲҶжһҗжҳҜеҜ№дә§е“Ғзҡ„е®һйҷ…е·ҘеҶөиҝҗиЎҢзҡ„жЁЎжӢҹд»ҝзңҹйӘҢиҜҒгҖӮеё®еҠ©е·ҘзЁӢеёҲиҝӣиЎҢдә§е“Ғи®ҫи®ЎгҖҒйӘҢиҜҒгҖҒж”№еһӢзӯүгҖӮе°ҶеҲҶжһҗжЁЎеһӢз”ЁдәҺз»“жһ„еҲҶжһҗгҖҒзғӯеҲҶжһҗгҖҒжөҒдҪ“еҲҶжһҗгҖҒиҝҗеҠЁеҲҶжһҗгҖҒеӨҡзү©зҗҶеңәеҲҶжһҗе’ҢдјҳеҢ–еҲҶжһҗзӯүеӨҡзү©зҗҶеҲҶжһҗзі»з»ҹдёӯпјҢ并且еҠ ејәеҲҶжһҗеёҲе’Ңи®ҫи®ЎеёҲд№Ӣй—ҙзҡ„еҚҸеҗҢпјҢе®һзҺ°д»ҝзңҹй©ұеҠЁеһӢи®ҫи®ЎпјҢд»ҺиҖҢеҮҸе°‘ж—¶й—ҙжөӘиҙ№пјҢжҸҗй«ҳи®ҫи®Ўе’Ңз”ҹдә§ж•ҲзҺҮгҖӮ
жҷәиғҪе·ҘеҺӮзҡ„д»ҝзңҹеҲҶжһҗжҳҜеңЁеҺҹжңүжңүйҷҗе…ғеҲҶжһҗзҗҶеҝөзҡ„еҹәзЎҖдёҠпјҢеј•е…Ҙж•°еӯ—еӯӘз”ҹзҡ„жҰӮеҝөеҜ№ж•ҙдёӘе·ҘеҺӮз”ҹдә§иҝҗиҗҘеҒҡе…Ёж–№дҪҚзҡ„д»ҝзңҹиҝҮзЁӢгҖӮе·ҘеҺӮйҖҡиҝҮд»ҝзңҹеҲҶжһҗгҖҒж•°еӯ—еӯӘз”ҹпјҢжҠҠзү©зҗҶз©әй—ҙе…ЁйғЁжҳ е°„еңЁиҷҡжӢҹз©әй—ҙдёӯеҺ»пјҢдёҚз”ЁеҺ»з”ҹдә§зҺ°еңәпјҢеңЁеҠһе…¬е®ӨжҢҮжҢҘдёӯеҝғпјҢжҲ–еңЁејӮең°жүӢжңәдёҠеҸҜд»Ҙе®һж—¶зңӢеҲ°зҺ°еңәзҡ„з”ҹдә§жғ…еҶөд»ҘеҸҠз”ҹдә§ж•°жҚ®пјҢ并еҜ№ж•°жҚ®иҝӣиЎҢеҲҶжһҗпјҢдёәз®ЎзҗҶиҖ…жҸҗдҫӣеҶізӯ–дҫқжҚ®гҖӮ
4.3.3 жҷәиғҪе·Ҙиүәи®ҫи®Ўзі»з»ҹпјҲCAPPпјү
е·Ҙиүәи®ҫи®Ўзі»з»ҹжҳҜе®һж–ҪдҝЎжҒҜеҢ–зҡ„еүҚжҸҗжқЎд»¶пјҢд№ҹжҳҜиҙЁйҮҸдҝқиҜҒгҖҒжҢүжңҹдәӨиҙ§д»ҘеҸҠжҺ§еҲ¶жҲҗжң¬е…ій”®жүҖеңЁпјҢиҝҳжҳҜеҗ„дҝЎжҒҜзі»з»ҹзҡ„ж•°жҚ®зәҪеёҰгҖӮCAPPдёҚдҪҶйӣҶжҲҗдәҶи®ҫи®Ўж•°жҚ®пјҢиҝҳеҸҜд»ҘдёҺз”ҹдә§з®ЎзҗҶзі»з»ҹзҙ§еҜҶйӣҶжҲҗеңЁдёҖиө·пјҢдёәдјҒдёҡзҡ„з”ҹдә§и®ЎеҲ’гҖҒиҪҰй—ҙжҺ§еҲ¶гҖҒзү©ж–ҷйҮҮиҙӯгҖҒиҙўеҠЎж ёз®—зӯүз®ЎзҗҶжҙ»еҠЁжҸҗдҫӣе®Ңж•ҙзҡ„ж•°жҚ®еҹәзЎҖгҖӮ
дёүз»ҙе·ҘиүәжҳҜдәҢз»ҙCADгҖҒдәҢз»ҙе·Ҙиүәзҡ„ж·ұе…Ҙеә”з”ЁпјҢд№ҹжҳҜжҷәиғҪе·ҘеҺӮе·ҘиүәжөҒзЁӢзҡ„е…ій”®жүҖеңЁпјҢдёүз»ҙCAPPеңЁжңәеҸ°зңӢжқҝдёҠиғҪеё®еҠ©е·ҘдәәеҜ№иЈ…й…ҚиҝҮзЁӢдёҖзӣ®дәҶ然гҖӮж— и®әжҳҜеҗҰжңүз»ҸйӘҢзҡ„е·ҘдәәпјҢж №жҚ®иЈ…й…Қзәҝзҡ„е·ҘдҪҚзңӢжқҝеұ•зӨәзҡ„дёүз»ҙи·ҜзәҝеҸҜд»ҘиҝӣиЎҢиЈ…й…Қжҙ»еҠЁпјҢжҸҗй«ҳиЈ…й…ҚиҝҮзЁӢд»ҘеҸҠиЈ…й…Қз”ҹдә§ж•ҲзҺҮгҖӮдёүз»ҙе·ҘиүәжҳҜдәҢз»ҙе·Ҙиүәдә§е“Ғзҡ„еҚҮзә§дёҺеҚҮеҚҺпјҢжҳҜжҷәиғҪе·ҘеҺӮдёӯMESеңЁиҪҰй—ҙеҝ…дёҚеҸҜзјәе°‘зҡ„жЁЎеқ—пјҢжҳҜе·Ҙиүәеҗ‘дё“дёҡеҢ–ж–№еҗ‘зҡ„зәөж·ұеҸ‘еұ•гҖӮ
4.3.4 жҷәиғҪе·ҘеҺӮдёӯзҡ„еҠ е·Ҙзі»з»ҹпјҲCAMпјү
еңЁеҲ¶йҖ иҝҮзЁӢйҳ¶ж®өпјҢдј з»ҹзҡ„еҠ е·ҘиҝҮзЁӢжҳҜж“ҚдҪңж•°жҺ§жңәеәҠзҡ„е·Ҙдәәж №жҚ®е·ҘиүәиҰҒжұӮиҝӣиЎҢдәәе·Ҙзј–зЁӢпјҢиҝҷйңҖиҰҒзҶҹз»ғзҡ„зј–зЁӢе·ҘдәәжүҚиғҪе®ҢжҲҗгҖӮдҪҶжҳҜеҫҖеҫҖиҪҰй—ҙзҡ„дёҖзәҝдәәе‘ҳжҷ®йҒҚж–ҮеҢ–зЁӢеәҰдёҚй«ҳпјҢеҜ№и®Ўз®—жңәзҶҹжӮүиҫғејұпјҢиҝҷз»ҷзј–зЁӢеёҰжқҘдәҶдёҖе®ҡзҡ„еӣ°йҡҫгҖӮе…¶е®һпјҢзӣ®еүҚзҡ„ж•°жҺ§жңәеәҠгҖҒеҠ е·ҘдёӯеҝғйғҪе…·жңүжҺҘ收编зЁӢзі»з»ҹдј йҖ’иҝҮжқҘзҡ„Gд»Јз ҒпјҢеҸҜзӣҙжҺҘзңҒеҺ»зј–зЁӢзҺҜиҠӮгҖӮ
CAMзі»з»ҹе°ұжҳҜдёҖеҘ—еңЁжҷәиғҪе·ҘеҺӮдёӯиҮӘеҠЁз”ҹжҲҗGд»Јз Ғзҡ„дё“дёҡе·Ҙе…·гҖӮи®ҫи®Ўе·ҘзЁӢеёҲи®ҫи®Ўе®Ң3DжЁЎеһӢеҗҺпјҢзӣҙжҺҘеҜје…ҘCAMзі»з»ҹпјҢCAMзі»з»ҹж №жҚ®3DжЁЎеһӢиҮӘеҠЁз”ҹжҲҗжңәеәҠеҸҜжҺҘ收зҡ„Gд»Јз ҒпјҢзӣҙжҺҘдј йҖ’з»ҷжңәеәҠеҠ е·ҘеҮәзӣёеә”зҡ„дә§е“Ғйӣ¶д»¶гҖӮжңәжў°еҠ е·ҘйҖҡиҝҮCAMзі»з»ҹзј–зЁӢеҸҜе°Ҷдёүз»ҙжЁЎеһӢиҪ¬жҚўдёәж•°жҺ§жңәеәҠеҸҜжҺҘеҸ—зҡ„Gд»Јз ҒпјҢдј йҖҒеҲ°еҠ е·ҘдёӯеҝғзӣҙжҺҘеҠ е·Ҙйӣ¶д»¶пјҢзңҒеҺ»иҪҰй—ҙе·ҘдәәжүӢе·Ҙзј–зЁӢпјҢзңҒеҺ»зј–еҶҷе·ҘиүәгҖӮеҗҢж—¶CAMзі»з»ҹеҸҜжҸҗдҫӣиҪҰеүҠеҲҖиҪЁгҖҒж•°жҚ®жЁЎеһӢеҸҠзәҝеҲҮеүІгҖҒй“ЈеүҠе’ҢжңәеәҠд»ҝзңҹзӯүгҖӮи®©еҠ е·ҘиҝҮзЁӢе®Ңе…Ёз”ұжңәеҷЁжқҘе®ҢжҲҗпјҢи„ұзҰ»дәәдёәе№Ійў„гҖӮ
4.3.5 жҷәиғҪе·ҘеҺӮдёӯзҡ„дә§е“Ғж•°жҚ®дёӯеҝғпјҲLM пјү
PLMпјҲProduct Lifecycle ManagementпјүдҪңдёәжҷәиғҪе·ҘеҺӮжәҗеӨҙж•°жҚ®зҡ„з®ЎзҗҶзі»з»ҹпјҢжҳҜдә§е“Ғзҡ„е…Ёз”ҹе‘Ҫе‘Ёжңҹз®ЎзҗҶзі»з»ҹпјҢж—ўз®ЎзҗҶдәҶдә§е“Ғж•°жҚ®пјҢжҸҗй«ҳдәҶдә§е“ҒејҖеҸ‘пјҢеҸҲдёәз”ҹдә§еҲ¶йҖ жҸҗдҫӣдәҶе®һж—¶ж•°жҚ®пјҢеҗҢж—¶еҸҲжҸҗеҚҮдәҶдјҒдёҡзҡ„еҲӣж–°иғҪеҠӣгҖӮеӨҡе№ҙзҡ„еӣҫзәёз§ҜзҙҜпјҢи®©дјҒдёҡеҪўжҲҗдәҶеӨ§йҮҸзҡ„и®ҫи®Ўж•°жҚ®гҖҒе·Ҙиүәж•°жҚ®пјҢиҝҷдәӣж•°жҚ®еҫҖеҫҖеӯҳж”ҫеңЁдёӘдәәз”өи„‘гҖҒе…үзӣҳжҲ–зЎ¬зӣҳдёҠгҖӮиҝҷдёҚдҪҶжІЎжңүеҪўжҲҗзҹҘиҜҶз§ҜзҙҜпјҢд№ҹдёәдјҒдёҡзҡ„зҹҘиҜҶдә§жқғеёҰжқҘдәҶе·ЁеӨ§йЈҺйҷ©гҖӮ
PLMжҳҜеңЁPDMпјҲдә§е“Ғж•°жҚ®з®ЎзҗҶпјүеҹәзЎҖдёҠеҸ‘еұ•иө·жқҘпјҢз”ұеҺҹжқҘзҡ„еҚ•дёҖзҡ„ж•°жҚ®з®ЎзҗҶ延伸еҲ°е…Ёз”ҹе‘Ҫе‘ЁжңҹпјҢж„Ҹе‘ізқҖж•°жҚ®йҷӨдәҶжңүж•Ҳең°з®ЎзҗҶиө·жқҘпјҢиҰҒдҪҝж•°жҚ®еә”з”ЁеҲ°е·ҘеҺӮзҡ„еҗ„дёӘзі»з»ҹдёӯеҺ»гҖӮеҸӘжңүж•°жҚ®жөҒеңЁе·ҘеҺӮдёӯжөҒиҪ¬пјҢжүҚиғҪжү“з ҙеҺҹжңүзҡ„дҝЎжҒҜеӯӨеІӣгҖӮPLMеҜ№еӨҡе№ҙзҡ„ж•°жҚ®иҝӣиЎҢжңүж•Ҳ科еӯҰзҡ„з®ЎзҗҶпјҢеҸҲдёәERPеҸҠеҗҺз»ӯзҡ„з”ҹдә§зҺҜиҠӮжҸҗдҫӣдәҶжңүж•ҲеҮҶзЎ®зҡ„з”ҹдә§ж•°жҚ®пјҢд№ҹеҚіBOMж•°жҚ®гҖӮ
4.3.6 жҷәиғҪе·ҘеҺӮдёӯзҡ„иө„жәҗи®ЎеҲ’з®ЎзҗҶзі»з»ҹпјҲERPпјү
ERPжҳҜдјҒдёҡиө„жәҗи®ЎеҲ’з®ЎзҗҶпјҢжҸҗй«ҳдјҒдёҡзҡ„и®ўеҚ•з”ҹдә§зҡ„иғҪеҠӣпјҢдёәдә§е“Ғз”ҹдә§жҸҗдҫӣз”ҹдә§и®ЎеҲ’пјҢйҷҚдҪҺз”ҹдә§жҲҗжң¬гҖҒжҸҗй«ҳз”ҹдә§ж•ҲзҺҮпјҢеҗҢж—¶жңүж•ҲжҸҗй«ҳз”ҹдә§з®ЎзҗҶпјҢжҸҗй«ҳз”ҹдә§зҡ„жҹ”жҖ§еҢ–пјҢзј©зҹӯз”ҹдә§е‘ЁжңҹпјҢеҝ«йҖҹйҖӮеә”еёӮеңәж•ҸжҚ·жҖ§йңҖиҰҒгҖӮERPжҳҜйқўеҗ‘еҲ¶йҖ дёҡзҡ„зү©иҙЁиө„жәҗгҖҒиө„йҮ‘иө„жәҗе’ҢдҝЎжҒҜиө„жәҗзҡ„дёҖдҪ“еҢ–з®ЎзҗҶе№іеҸ°пјҢд»Ҙз®ЎзҗҶдјҡи®Ўдёәж ёеҝғпјҢжҸҗдҫӣи·Ёең°еҢәгҖҒи·ЁйғЁй—Ёзҡ„е®һж—¶дҝЎжҒҜдјҒдёҡз®ЎзҗҶзі»з»ҹпјҢеҜ№зү©иө„иө„жәҗгҖҒдәәеҠӣиө„жәҗгҖҒиҙўеҠЎиө„жәҗгҖҒдҝЎжҒҜиө„жәҗйӣҶжҲҗзҡ„дёҖдҪ“еҢ–з®ЎзҗҶе№іеҸ°гҖӮдҪҶERPжҳҜзәҜзІ№зҡ„иҪҜ件系з»ҹпјҢж— жі•дёҺеә•еұӮи®ҫеӨҮиҝӣиЎҢдәӨдә’пјҢжүҖд»ҘеҫҖеҫҖи®ЎеҲ’дёҚеҲ°дҪҚпјҢж•°жҚ®дҫқйқ дәәдёәиҫ“е…ҘпјҢиҝҷе°ұеҜјиҮҙдәҶж•°жҚ®зҡ„дёҚеҮҶзЎ®жҖ§е’ҢдҝЎжҒҜж»һеҗҺпјҢд№ҹжҳҜERPеә”з”Ёж•ҲжһңдёҚеҘҪзҡ„еҺҹеӣ пјҢжүҖд»Ҙе°ұдә§з”ҹдәҶMESзі»з»ҹгҖӮ
4.3.7 жҷәиғҪе·ҘеҺӮзҡ„з”ҹдә§жү§иЎҢзі»з»ҹпјҲMESпјү
з”ҹдә§еҲ¶йҖ жү§иЎҢе№іеҸ°зі»з»ҹпјҲManu facturing Execution System, MESпјүжҳҜйҖҡиҝҮеҜ№з”ҹдә§иҝҮзЁӢдёӯи®ҫеӨҮеҸҠз”ҹдә§еұһжҖ§зҡ„дҝЎжҒҜйҮҮйӣҶпјҢдёәPDM/ERPжҸҗдҫӣз”ҹдә§иҝҮзЁӢдёӯзҡ„ж•°жҚ®пјҢеҗҢж—¶еҸҲжҠҠPDM/ERPзҡ„ж•°жҚ®дј йҖ’з»ҷз”ҹдә§е·Ҙе…·пјҢиө·еҲ°жүҝдёҠеҗҜдёӢзҡ„дҪңз”ЁгҖӮе®ғеҜ№дә§е“Ғд»Һи®ўеҚ•дёӢиҫҫеҲ°з”ҹдә§иҝҮзЁӢе®һж—¶дјҳеҢ–пјҢеҪ“е·ҘеҺӮеҸ‘з”ҹдәӢ件时пјҢдјҡжҸҗеүҚйў„иӯҰ并еҸҠж—¶еҒҡеҮәеҸҚеә”пјҢ并еҜ№е·ҘеҺӮзҡ„ж•°жҚ®иҝӣиЎҢжңүж•Ҳзҡ„еҲҶжһҗгҖҒйў„жөӢпјҢи®©и®ҫеӨҮе…·жңүж„ҹзҹҘиғҪеҠӣгҖӮеҗҢж—¶еҜ№ж•ҙдёӘдҫӣеә”й“ҫиҝӣиЎҢе®һж—¶еҮҶзЎ®зҡ„еҲӨж–ӯпјҢжҸҗй«ҳзү©ж–ҷзҡ„жңүж•ҲжҠ•ж”ҫпјҢиҝӣиЎҢиҙЁйҮҸзҡ„иҝҪжәҜдёҺйў„иӯҰзӯүпјҢжҸҗй«ҳе·ҘеҺӮзҡ„дәӨд»ҳиғҪеҠӣпјҢй«ҳж•Ҳең°жҢҮеҜјз”ҹдә§е…ЁиҝҮзЁӢгҖӮMESиө·еҲ°жүҝдёҠеҗҜдёӢзҡ„йҖҡдҝЎдҪңз”ЁпјҢеҫҖдёҠжүҝжҺҘERPзҡ„дҝЎжҒҜпјҢеҫҖдёӢдёҺеә•еұӮи®ҫеӨҮдәӨдә’пјҢйҮҮйӣҶдҝЎжҒҜпјҢеңЁж•ҙдёӘдҫӣеә”й“ҫдёӯйқһеёёйҮҚиҰҒгҖӮ
жҷәиғҪеҲ¶йҖ дҪңдёәгҖҠдёӯеӣҪеҲ¶йҖ 2025гҖӢзҡ„дё»иҰҒжҠ“жүӢпјҢжҷәиғҪе·ҘеҺӮеҸҲжҳҜжҷәиғҪеҲ¶йҖ зҡ„дёүеӨ§дё»ж”»ж–№еҗ‘д№ӢйҰ–пјҢMESеҸҲжҳҜе»әи®ҫжҷәиғҪе·ҘеҺӮзҡ„ж ёеҝғе№іеҸ°пјҢжҳҜжҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„дёӯжһўзҘһз»ҸпјҢжҳҫеҫ—йқһеёёйҮҚиҰҒгҖӮе»әи®ҫжҷәиғҪе·ҘеҺӮпјҢMESжҳҜж ёеҝғпјҢзҰ»ејҖMESж— жі•жҗӯе»әжҷәиғҪе·ҘеҺӮе№іеҸ°гҖӮMESж—ўжҳҜERPзҡ„и®ЎеҲ’жү§иЎҢиҖ…пјҢеҸҲжҳҜж•°жҚ®йҮҮйӣҶзҡ„еҸҚйҰҲиҖ…пјҢиө·еҲ°жүҝдёҠеҗҜдёӢзҡ„дҪңз”ЁгҖӮз”ұдәҺMESеҸ‘еұ•жҜ”иҫғжҷҡпјҢзӣ®еүҚжІЎжңүеҪўжҲҗз»ҹдёҖзҡ„ж ҮеҮҶгҖӮжөҒзЁӢиЎҢдёҡе’ҢжұҪиҪҰиЎҢдёҡзҡ„MESиө·жӯҘжҜ”иҫғж—©пјҢеӨ§зәҰеңЁ10е№ҙеүҚејҖе§ӢдҪҝз”ЁMESзі»з»ҹгҖӮиҖҢйҮҚеһӢиЈ…еӨҮзҰ»ж•ЈиЎҢдёҡпјҢеҸ—гҖҠдёӯеӣҪеҲ¶йҖ 2025гҖӢзҡ„жҲҳз•ҘеҪұе“ҚпјҢеҲҡеҲҡејҖе§ӢгҖӮз”ұдәҺMESз»“еҗҲдјҒдёҡи®ҫеӨҮеұӮгҖҒдёҡеҠЎжөҒгҖҒж•°жҚ®жөҒгҖҒзү©зҗҶеұӮиҫғдёәеҜҶеҲҮпјҢдёҚеҗҢиЎҢдёҡд№Ӣй—ҙпјҢеҗҢиЎҢдёҡдёҚеҗҢдјҒдёҡд№Ӣй—ҙпјҢиҝҷдәӣе…ғзҙ йғҪдёҚзӣёеҗҢпјҢжүҖд»ҘMESзҡ„е®ҡеҲ¶еҢ–зЁӢеәҰйқһеёёй«ҳпјҢиҰҒйҖҡиҝҮе’ҢдјҒдёҡзҡ„ж·ұе…ҘдәӨжөҒгҖҒи°ғз ”жүҚиғҪе®ҡеҲ¶еҮәзңҹжӯЈйҖӮеҗҲдјҒдёҡзҡ„MESе№іеҸ°зі»з»ҹгҖӮ
4.3.8 е·ҘеҺӮдёӯзҡ„иҮӘеҠЁеҢ–з”ҹдә§зәҝ
еңЁжҷәиғҪе·ҘеҺӮдёӯпјҢиҮӘеҠЁеҢ–жҳҜжҷәиғҪе·ҘеҺӮзҡ„еҹәзЎҖгҖӮиҮӘеҠЁеҢ–зі»з»ҹжҳҜе®һзҺ°жҷәиғҪз”ҹдә§иҝҮзЁӢзҡ„ж ёеҝғйғЁеҲҶпјҢе®һзҺ°дәҶеҜ№е·ҘеҺӮеұӮйқўзҡ„жҹ”жҖ§ж“ҚжҺ§гҖҒиҮӘеҠЁеҢ–зү©жөҒиҝҗиҗҘгҖҒзҒөж•ҸеҲ¶йҖ пјҢиҫҫеҲ°дәҶжҷәиғҪе·ҘеҺӮеҜ№з”ҹдә§дёҡеҠЎеҠҹиғҪзҡ„иҰҒжұӮгҖӮиҮӘеҠЁеҢ–з”ҹдә§зәҝдёҠйӣҶжҲҗдәҶдҝЎжҒҜеҢ–зі»з»ҹпјҢдәәжңәдәӨдә’зі»з»ҹгҖҒиҮӘеҠЁеҢ–иҪҜ件系з»ҹгҖҒжҷәиғҪеҢ–иЈ…еӨҮгҖҒж•°жҺ§жңәеәҠд»ҘеҸҠе·ҘдёҡжңәеҷЁдәәзӯүпјҢеҪўжҲҗж•ҙдёӘз”ҹдә§зәҝзҡ„зү©зҗҶзҪ‘з»ңпјҢйҖҡиҝҮйҮҮйӣҶз”ҹдә§иҰҒзҙ зҡ„ж•°жҚ®пјҢеҲҶжһҗеҪұе“Қз”ҹдә§зҡ„еӣ зҙ пјҢеҗҢж—¶зӣ‘жҺ§зү©жөҒзҡ„зЁіе®ҡжҖ§еҸҠи®ҫеӨҮе·Ҙе…·зҡ„иҝҗиЎҢзҠ¶жҖҒпјҢе®һзҺ°жҷәиғҪеҢ–з”ҹдә§гҖҒж•°еӯ—еҢ–з”ҹдә§зҡ„зӣ®зҡ„гҖӮ
йӣҶжҲҗиҮӘеҠЁеҢ–з”ҹдә§зәҝзі»з»ҹпјҢPDMгҖҒERPгҖҒMESгҖҒAPSйӣҶжҲҗе®һзҺ°дәҶе·ҘеҺӮдјҒдёҡеұӮзә§зҡ„ж•°еӯ—еҢ–й©ұеҠЁпјҢе®Ңе…Ёе®һзҺ°дә§е“Ғе…Ёз”ҹе‘Ҫе‘Ёжңҹзҡ„ж•°еӯ—еҢ–е®ҡд№үпјҢе®һзҺ°дјҒдёҡе…Ёз”ҹе‘Ҫе‘Ёжңҹзҡ„жҠҖжңҜзҠ¶жҖҒйҖҸжҳҺеҢ–з®ЎзҗҶпјҢзҒөжҙ»еҝ«йҖҹең°е“Қеә”еёӮеңәйңҖжұӮпјҢйҖҡиҝҮе®һж—¶зӣ‘жҺ§и®ҫеӨҮз”ҹдә§зҠ¶жҖҒе’Ңе®ҢеӨҮзҺҮпјҢиҜ„дј°жҠ•дә§йЈҺйҷ©пјҢйў„дј°жҲҗжң¬пјҢдёәдјҒдёҡжҸҗдҫӣеҸҜйқ зҡ„жҠ•иө„дҝқйҡңгҖӮ
4.4 жҷәиғҪе·ҘеҺӮзҡ„е…ій”®жҺӘж–Ҫ
зі»з»ҹйӣҶжҲҗеңЁжҷәиғҪе·ҘеҺӮе»әи®ҫдёӯиҮіе…ійҮҚиҰҒпјҢд№ҹжҳҜжҷәиғҪе·ҘеҺӮе»әи®ҫдёӯжү“йҖҡдҝЎжҒҜжөҒзҡ„е…ій”®еӣ зҙ гҖӮиҝ‘е№ҙжқҘи®Ўз®—жңәдҝЎжҒҜжҠҖжңҜеңЁдјҒдёҡдёӯзҡ„еә”з”ЁпјҢдјҒдёҡйғЁзҪІдәҶеҗ„з§Қеҗ„ж ·зҡ„зі»з»ҹпјҢеҗ„зі»з»ҹжқҘиҮӘдёҚеҗҢеҺӮ家пјҢеҪўжҲҗдәҶеҗ„зі»з»ҹд№Ӣй—ҙзҡ„дҝЎжҒҜеӯӨеІӣпјҢе»әи®ҫжҷәиғҪе·ҘеҺӮзҡ„е…ій”®еҝ…йЎ»жү“йҖҡеҗ„зі»з»ҹдёӯзҡ„дҝЎжҒҜеӯӨеІӣпјҢи®©и®ҫи®Ўж•°жҚ®дј йҖ’еҲ°з”ҹдә§дёӯеҺ»пјҢдёәз”ҹдә§жҸҗдҫӣеҮҶзЎ®зҡ„ж•°жҚ®жҳҜжҷәиғҪе·ҘеҺӮе»әи®ҫзҡ„е…ій”®иҰҒзҙ гҖӮ
4.4.1 жЁӘеҗ‘йӣҶжҲҗ
жЁӘеҗ‘йӣҶжҲҗжҢҮдјҒдёҡд№Ӣй—ҙзҡ„дҝЎжҒҜе…ұдә«пјҢиө„жәҗж•ҙеҗҲгҖӮе°ҶдјҒдёҡеҶ…йғЁзҡ„дҝЎжҒҜзі»з»ҹгҖҒз ”еҸ‘зі»з»ҹгҖҒдҫӣеә”й“ҫзі»з»ҹзӯүеҗ„д»·еҖјй“ҫйҮҚжһ„еҲ°дјҒдёҡй—ҙпјҢдҪҝз”ҹдә§иҝҮзЁӢдёӯзҡ„ж•°жҚ®жөҒгҖҒдҝЎжҒҜжөҒгҖҒиө„йҮ‘жөҒеҸҠзү©жөҒзӯүеҗ„иҰҒзҙ еңЁдјҒдёҡеҶ…йғЁиЎ”жҺҘдёҺеҚҸеҗҢпјҢдјҳеҢ–ж•ҙдёӘдә§дёҡй“ҫпјҢеҢ…жӢ¬и®ҫи®Ўз ”еҸ‘гҖҒеҲ¶йҖ еҠ е·ҘгҖҒиҗҘй”ҖжңҚеҠЎзӯүдёҠдёӢжёёдјҒдёҡзҡ„жңүж•Ҳж•ҙеҗҲ.еҪўжҲҗе·ҘеҺӮзҡ„з”ҹжҖҒзі»з»ҹпјҢ并дёәз”ҹжҖҒдёӯеҗ„дё»дҪ“еёҰжқҘжӣҙеӨ§з»ҸжөҺж•ҲзӣҠгҖӮ
жЁӘеҗ‘йӣҶжҲҗе°Ҷз”ҹжҖҒзі»з»ҹдёӯзҡ„дёҡеҠЎдҝЎжҒҜеҗ‘еӨ–延伸иҮідҫӣеә”е•ҶпјҢз”ЁжҲ·д»ҘеҸҠй”Җе”®жё йҒ“зӯүпјҢд»ҺиҖҢе®һзҺ°дјҒдёҡдёҺдјҒдёҡд№Ӣй—ҙпјҢдјҒдёҡдёҺдә§е“Ғд№Ӣй—ҙзҡ„й«ҳеәҰеҚҸеҗҢпјҢеҪўжҲҗз”ҹжҖҒжҷәиғҪиҷҡжӢҹзҪ‘з»ңгҖӮжЁӘеҗ‘йӣҶжҲҗжҳҜдјҒдёҡеҶ…йғЁзҡ„зү©жөҒгҖҒзү©иҙЁжөҒгҖҒдҝЎжҒҜжөҒйӣҶжҲҗеңЁдёҖиө·гҖӮдёәе®ҢжҲҗжҷәиғҪдә§е“Ғз”ҹдә§пјҢеҸҜеңЁе…ЁзҗғиҢғеӣҙеҶ…иҝӣиЎҢиө„жәҗи°ғй…ҚпјҢеҸҜеҲҶеёғеҲ°е…Ёзҗғзҡ„жңәеҷЁи®ҫеӨҮпјҢиҝһжҺҘдә§е“ҒжүҖйңҖиҰҒзҡ„иҮӘеҠЁеҢ–и®ҫеӨҮгҖӮ
пјҲ1пјүжЁӘеҗ‘йӣҶжҲҗдёҺзҪ‘з»ңеҢ–гҖӮе·Ҙдёҡдә’иҒ”зҪ‘жҳҜжЁӘеҗ‘йӣҶжҲҗе®һзҺ°зҡ„е®һзҺ°еҹәзЎҖпјҢе®ғе°ҶеҲҶеёғеңЁе…ЁзҗғжҷәиғҪеҢ–е·ҘеҺӮгҖҒжҷәиғҪиҪҰй—ҙгҖҒжҷәиғҪеҢ–и®ҫеӨҮгҖҒи®ҫ计专家еҸҠжңәеҷЁдәәпјҢиў«CPSйӣҶжҲҗеңЁдёҖиө·пјҢз”ҹдә§е®ўжҲ·е®ҡеҲ¶еҢ–зҡ„жҷәиғҪдә§е“ҒгҖӮиҝҷдәӣи®ҫеӨҮе’Ң专家被жЁӘеҗ‘йӣҶжҲҗеңЁдёҖиө·пјҢдёәжҷәиғҪдә§е“ҒжҸҗдҫӣжңҚеҠЎгҖӮ
пјҲ2пјүз«ҜеҲ°з«ҜйӣҶжҲҗгҖӮз«ҜеҲ°з«ҜйӣҶжҲҗжҢҮеӣҙз»•е®ўжҲ·д»·еҖјиҝӣиЎҢзҡ„йӣҶжҲҗпјҢдёә е®ўжҲ·жҸҗдҫӣеҫҲеҘҪзҡ„з”ЁжҲ·дҪ“йӘҢгҖӮз«ҜеҲ°з«ҜйӣҶжҲҗиҙҜз©ҝдәҺдә§е“Ғе…Ёз”ҹе‘Ҫе‘ЁжңҹдёӯпјҢеҢ…еҗ«жқҗж–ҷдҫӣеә”е•ҶгҖҒдә§е“Ғи®ҫи®Ўз ”еҸ‘гҖҒз”ҹдә§еҲ¶йҖ гҖҒй”Җе”®з»ҙжҠӨзӯүеҗ„зҺҜиҠӮгҖӮеӣ дёәз«ҜеҲ°з«ҜйӣҶжҲҗпјҢеҸӮдёҺд»·еҖјй“ҫеҗ„дјҒдёҡйғҪеҸҜд»Ҙеӣ жӯӨдјҳеҢ–еҗ„иҮӘзӯ–з•ҘпјҢе®һзҺ°еҲ©зӣҠжңҖеӨ§еҢ–пјҢжҸҗеҚҮеҜ№дә§дёҡй“ҫзҡ„иҮӘжҺ§иғҪеҠӣпјҢд»ҺиҖҢжҸҗеҚҮдә§е“Ғзҡ„з«һдәүеҠӣгҖӮ
е·Ҙдёҡ4.0дёӯзҡ„з«ҜеҲ°з«ҜйӣҶжҲҗпјҢеҸҜд»ҘзҗҶи§ЈдёәжңүиғҪеҠӣзҡ„з”ЁжҲ·еҸҜд»ҘеҸӮдёҺдә§е“Ғзҡ„и®ҫи®ЎдёҺеҲ¶йҖ зҺҜиҠӮдёӯеҺ»гҖӮдјҒдёҡеҸҜд»ҘеңЁе®ўжҲ·еҸӮдёҺиҝҮзЁӢдёӯдёәе…¶жҸҗдҫӣжӣҙеӨҡзҡ„жңҚеҠЎпјҢеёҰжқҘжӣҙеӨҡзҡ„дҪ“йӘҢпјҢд»ҺиҖҢжҸҗеҚҮдә§е“Ғзҡ„йҷ„еҠ еҖјпјҢиҝҷд№ҹжҳҜеҜ№C2BжЁЎејҸзҡ„дёҖж¬Ўе…·жңүеҲӣж–°жҖ§зҡ„еә”з”ЁгҖӮеңЁе®һзҺ°иҝҷдёҖзӣ®ж Үзҡ„иҝҮзЁӢдёӯпјҢдјҒдёҡйңҖиҰҒеҖҹеҠ©дә’иҒ”зҪ‘жҠҖжңҜпјҢеҲ©з”ЁиҷҡжӢҹеҢ–зҡ„и®ҫи®ЎгҖҒиҷҡжӢҹеҢ–зҡ„еҲ¶йҖ гҖҒиҷҡжӢҹеҢ–зҡ„иҜ„дј°зӯүж–№ејҸе°Ҷе®ўжҲ·зҡ„йңҖжұӮиһҚе…Ҙдә§е“Ғз”ҹе‘Ҫе‘Ёжңҹзҡ„жүҖжңүжөҒзЁӢдёӯгҖӮ
еңЁеҲӣж–°зҡ„C2BжЁЎејҸдёӢпјҢдјҒдёҡйңҖиҰҒеҜ№е®ўжҲ·зҡ„дёӘжҖ§еҢ–гҖҒеӨҡж ·еҢ–зҡ„и®ўеҚ•иҝӣиЎҢеҸҠж—¶зҡ„еӨ„зҗҶгҖӮдёәе®һзҺ°иҝҷдёҖзӣ®ж ҮпјҢе·ҘеҺӮйңҖиҰҒе…·жңүиҫғй«ҷзҡ„жҹ”жҖ§гҖҒзҒөжҙ»жҖ§е’ҢиҝҗиЎҢж•ҲзҺҮгҖӮдәӢе®һдёҠпјҢжҹ”жҖ§гҖҒзҒөжҙ»жҖ§дёҺй«ҳиҝҗиЎҢж•ҲзҺҮжүҖеёҰжқҘзҡ„пјҢжӯЈжҳҜеӨ§и§„жЁЎе®ҡеҲ¶гҖӮ
е·Ҙдёҡ4.0жЁЎејҸдёӢзҡ„з«ҜеҲ°з«ҜйӣҶжҲҗпјҢзҗҶжғізҠ¶жҖҒжҳҜе»әи®ҫжҷәиғҪе·ҘеҺӮдјҒдёҡе…¬жңүдә‘пјҢи®©дёӢжёёдјҒдёҡйғҪеңЁдә‘дёҠиҝҗиЎҢпјҢеңЁдә‘з«Ҝе®һзҺ°ж•°жҚ®е…ұдә«пјҢйӣҶжҲҗдҫӣеә”й“ҫпјҢе®һзҺ°дәәгҖҒжңәгҖҒзү©зҡ„жңүж•ҲеҜ№иҜқгҖӮеңЁе®һзҺ°иҝҷдёҖзӣ®ж Үзҡ„иҝҮзЁӢдёӯпјҢдҝЎжҒҜжҠҖжңҜжҳҫеҫ—е°ӨдёәйҮҚиҰҒгҖӮе°ҶжөҒзЁӢдёҺдҝЎжҒҜжҠҖжңҜж·ұеәҰз»“еҗҲпјҢжҳҜе·Ҙдёҡ4.0жЁЎејҸдёӢж•ҙдёӘдҫӣеә”й“ҫеҸ‘еұ•зҡ„жҖқи·ҜпјҢд№ҹжҳҜдјҒдёҡеҸ‘еұ•е·Ҙдёҡ4.0зҡ„зқҖеҠӣзӮ№гҖӮ
4.4.2 зәөеҗ‘йӣҶжҲҗ
зәөеҗ‘йӣҶжҲҗжҳҜи§ЈеҶідјҒдёҡеҶ…йғЁзҡ„дҝЎжҒҜеӯӨеІӣпјҢиҫҫеҲ°дјҒдёҡеҶ…йғЁеҗ„зі»з»ҹзҡ„ж— зјқйӣҶжҲҗгҖӮиҝҷжҳҜе®һзҺ°жҷәиғҪе·ҘеҺӮгҖҒжҷәиғҪиҪҰй—ҙзҡ„дҝЎжҒҜеҢ–еҹәзЎҖпјҢд№ҹжҳҜе®һзҺ°жҷәиғҪе·ҘеҺӮзҡ„е…ій”®жүҖеңЁгҖӮ
4.4.2.1 зәөеҗ‘йӣҶжҲҗдёӯзҡ„PDMдёҺERPйӣҶжҲҗ
еңЁдјҒдёҡдҝЎжҒҜеҢ–е®һж–ҪиҝҮзЁӢдёӯпјҢPDM/PL MдёҺERPеҲҶеҲ«жҳҜжҠҖжңҜз®ЎзҗҶе’Ңз”ҹдә§з®ЎзҗҶзҡ„2еӨ§дёҚеҗҢеҢәеҹҹгҖӮPDMз®ЎзҗҶдә§е“ҒжүҖжңүдҝЎжҒҜе’ҢиҝҮзЁӢпјҢжҳҜдә§е“Ғж•°жҚ®зҡ„з®ЎзҗҶпјҢжҳҜдјҒдёҡж•°жҚ®з®ЎзҗҶзҡ„еә”з”Ёе№іеҸ°пјҢжҳҜеҜ№дјҒдёҡеӨҡе№ҙжңүж•Ҳзҡ„ж•°жҚ®иҝӣиЎҢжңүж•Ҳзҡ„з®ЎзҗҶпјҢдёәз”ҹдә§жҸҗдҫӣе®һж—¶жңүж•Ҳзҡ„BOMж•°жҚ®гҖӮиҖҢERPжҳҜдёҖз§Қж–°еһӢзҡ„е…ҲиҝӣдјҒдёҡз»ҸиҗҘз®ЎзҗҶжЁЎејҸгҖӮ
PDMдёҺERPзҡ„йӣҶжҲҗжЁЎејҸжңүд»ҘдёӢ3з§ҚгҖӮ
пјҲ1пјүжҺҘеҸЈдәӨжҚўжЁЎејҸгҖӮPDMе’ҢERPдёӨеӨ§зі»з»ҹйғҪжңүеҗ„иҮӘзҡ„ж•°жҚ®еә“пјҢдҪҶжІЎжңүе»әз«Ӣз»ҹдёҖзҡ„ж•°жҚ®жЁЎеһӢпјҢеӨ§еӨҡж•°йғҪжҳҜйқ еҗ„иҮӘжҸҗдҫӣзҡ„APIжҺҘеҸЈпјҢиҝҷз§ҚйӣҶжҲҗжЁЎејҸзӣ®еүҚз”Ёзҡ„иҫғеӨҡгҖӮPDMдёҺERPд№Ӣй—ҙйӣҶжҲҗеҫҖеҫҖжҳҜеҗ„иҮӘжү“еҢ…ж•°жҚ®жҸҗдҫӣз»ҷеҜ№ж–№гҖӮPDMиҰҒжғіи®ҝй—®ERPдёӯзҡ„дҝЎжҒҜпјҢиҰҒйҖҡиҝҮERPдёӯAPIжҺҘеҸЈжҠҠжүҖйңҖиҰҒзҡ„дҝЎжҒҜжҸҗеҮәжқҘпјҢиҪ¬жҚўдёәж•°жҚ®ж–Ү件пјҢиҜҘж•°жҚ®ж–Ү件еҶҚйҖҡиҝҮPDMзҡ„APIжҺҘеҸЈдј йҖ’еҲ°PDMзі»з»ҹдёӯд»Ҙе®һзҺ°и®ҝй—®гҖӮиҝҷз§ҚйӣҶжҲҗж–№ејҸдәӨжҚўзҡ„дҝЎжҒҜеҫҲжңүйҷҗпјҢеҫҲйҡҫе®һзҺ°ж•ҙдёӘдјҒдёҡдҝЎжҒҜе…ұдә«гҖӮ
пјҲ2пјүе°ҒиЈ…йӣҶжҲҗжЁЎејҸгҖӮе°ҒиЈ…жЁЎејҸжҳҜе°ҶеұһжҖ§еҜ№иұЎе’Ңж“ҚдҪңж–№жі•йғҪдёҖиө·е°ҒиЈ…еңЁдәӢе…Ҳе®ҡд№үеҘҪзҡ„еҜ№иұЎдёӯгҖӮз”Ёж“ҚдҪңйӣҶеҺ»иҜҙжҳҺжЁЎеқ—еӨ–йғЁжҺҘеҸЈпјҢжқҘдҝқиҜҒеҜ№иұЎзҡ„еҶ…йғЁиЎЁиҫҫгҖӮиҝҷз§ҚеҜ№иұЎж“ҚдҪңж–№жі•е’Ңз»“жһ„жҳҜдёҚеҸҜи§Ғзҡ„пјҢе®ғзҡ„е”ҜдёҖеҸҜи§ҒжҳҜеӨ–йғЁзҡ„ж•°жҚ®жҺҘеҸЈпјҢжҳҜдҪңз”ЁеңЁеҜ№иұЎдёҠзҡ„ж“ҚдҪңйӣҶиҜҙжҳҺгҖӮ
пјҲ3пјүж— зјқйӣҶжҲҗжЁЎејҸгҖӮPDMдёҺERPиҰҒжғіж— зјқйӣҶжҲҗпјҢйңҖиҰҒз»ҹдёҖдҪҝз”ЁеҗҢдёҖж•°жҚ®жЁЎеһӢпјҢдәҢиҖ…зҡ„ж•°жҚ®йғҪеӯҳж”ҫеңЁеҗҢдёҖж•°жҚ®еә“дёӯпјҢж—ўеҸҜд»Ҙе…ұдә«пјҢ иҝҳеҸҜд»Ҙж“ҚдҪңгҖӮиҜҘжЁЎеһӢдҪҝдәҢиҖ…дә’зӣёи°ғз”ЁжңҚеҠЎпјҢжү§иЎҢзӣёе…іж“ҚдҪңпјҢдҪҝеҫ—дәҢиҖ…зҙ§еҜҶз»“еҗҲеңЁдёҖиө·пјҢе®һзҺ°дёҖдҪ“еҢ–ж— зјқйӣҶжҲҗгҖӮ
ж— зјқйӣҶжҲҗжҳҜPDMе’ҢERPйӣҶжҲҗзҡ„дё»иҰҒеҸ‘еұ•ж–№еҗ‘пјҢдҪҶеҸ—еҗ„家жҠҖжңҜдёҚж„ҝж„ҸејҖж”ҫпјҢжІЎжңүз»ҹдёҖж ҮеҮҶзӯүж–№йқўзҡ„йҷҗеҲ¶пјҢиҰҒе®һзҺ°ж— зјқйӣҶжҲҗиҝҳжҜ”иҫғйҡҫгҖӮ
4.4.2.2 зәөеҗ‘йӣҶжҲҗдёӯзҡ„ERPдёҺMESйӣҶжҲҗ
зӣ®еүҚERPдёҺMESйӣҶжҲҗиҝҳжІЎжңүеҪўжҲҗз»ҹдёҖзҡ„йӣҶжҲҗж–№жЎҲпјҢеҗ„дјҒдёҡй—ҙеҸҜд»Ҙж №жҚ®е®һйҷ…зҡ„йӣҶжҲҗйңҖжұӮзЎ®е®ҡйӣҶжҲҗж–№жЎҲгҖӮERPдёҺMESжңүд»ҘдёӢ3з§ҚйӣҶжҲҗжЁЎејҸгҖӮ
пјҲ1пјүе°ҒиЈ…и°ғз”ЁйӣҶжҲҗжЁЎејҸгҖӮERPдёҺMESйӣҶжҲҗе’ҢPLMе’ҢERPе°ҒиЈ…йӣҶжҲҗзӣёеҗҢпјҢдәҢиҖ…е°ҒиЈ…еҗҺйҖҡиҝҮжҺҘеҸЈи°ғз”ЁжқҘдә’зӣёи°ғеҸ–еҗ„иҮӘж•°жҚ®пјҢеӨ§йғЁеҲҶз”Ёи°ғз”ЁAPIеҮҪж•°зҡ„йӣҶжҲҗж–№ејҸгҖӮ
пјҲ2пјүй—ҙжҺҘйӣҶжҲҗжЁЎејҸгҖӮй—ҙжҺҘйӣҶжҲҗжҳҜйҖҡиҝҮдёӯй—ҙ件пјҢдёӯй—ҙж•°жҚ®еә“жқҘе®һзҺ°ERPе’ҢMESзҡ„йӣҶжҲҗгҖӮйҖҡиҝҮдёӯй—ҙж–Ү件е®һзҺ°ERPдёҺMESйӣҶжҲҗжҳҜйҖҡиҝҮе°ҶEPRе’ҢMESж•°жҚ®ж јејҸз»ҹдёҖдёәдәҢиҖ…йғҪи®ӨиҜҶзҡ„ж–Үд»¶ж јејҸд»Ҙе®һзҺ°пјҢеӨ§йғЁеҲҶйҮҮз”ЁExcelиЎЁж јзҡ„еҪўејҸгҖӮйҖҡиҝҮи®ҝй—®дёӯй—ҙ件еә“е®һзҺ°дәҢиҖ…зҡ„йӣҶжҲҗгҖӮзі»з»ҹйҖҡиҝҮж•°жҚ®иҫ“еҮәзЁӢеәҸе°ҶMESдёӯзҡ„зӣёе…іж•°жҚ®иҜ»е…Ҙж–Ү件еә“дёӯпјҢеҶҚз”ұж•°жҚ®иҜ»е…ҘзЁӢеәҸе°Ҷж–Ү件еә“дёӯжғіиҰҒзҡ„зӣёе…іж•°жҚ®иҜ»е…ҘERPдёӯпјҢд»ҺиҖҢе®һзҺ°ERPдёҺMESзҡ„йӣҶжҲҗгҖӮеҸҚд№ӢдәҰ然пјҢжңҖз»Ҳе®һзҺ°ж•°жҚ®зҡ„еҸҢеҗ‘иҫ“е…Ҙиҫ“еҮәпјҢд»ҘеҸҠзі»з»ҹзҡ„е®Ңж•ҙйӣҶжҲҗгҖӮ
пјҲ3пјүзӣҙжҺҘйӣҶжҲҗжЁЎејҸгҖӮERPдёҺMESзҡ„еә•еұӮж•°жҚ®еә“йғҪжҳҜе…ізі»еһӢж•°жҚ®еә“пјҢиҰҒжғіе®һзҺ°ERPдёҺMESзҡ„зӣҙжҺҘйӣҶжҲҗпјҢе°ұиҰҒи®©дәҢиҖ…еҲҶеҲ«еҜ№еҗ„иҮӘж•°жҚ®еә“иҝӣиЎҢж“ҚдҪң并дәӨжҚўж•°жҚ®пјҢ然иҖҢиҰҒе®һзҺ°зӣҙжҺҘйӣҶжҲҗжңҖеҘҪзҡ„ж–№ејҸжҳҜе°ҶMESзҡ„ж•°жҚ®еӯҳж”ҫеҲ°ERPзҡ„ж•°жҚ®еә“дёӯпјҢе®һзҺ°дәҢиҖ…ж•°жҚ®еә“ж–Ү件зҡ„зңҹжӯЈе…ұдә«гҖӮиҝҷз§ҚйӣҶжҲҗжңҖеҘҪпјҢж•…е°ҶERPдёҺMESдҪңдёәж•ҙдҪ“зі»з»ҹејҖеҸ‘жҳҜиҫғеҘҪзҡ„пјҢдҪҶзӣ®еүҚеӨ§еӨҡж•°дјҒдёҡеқҮйҮҮз”ЁдёҚеҗҢе…¬еҸёERPдёҺMESе•ҶдёҡиҪҜ件пјҢеҸ—ж•°жҚ®еә“ејҖж”ҫзҡ„еҺҹеӣ пјҢиҝҷз§Қж–№жі•жҜ”иҫғйҡҫе®һзҺ°гҖӮ
4.4.2.3 MISгҖҒMESгҖҒERPгҖҒDNCзӯүзі»з»ҹй—ҙзҡ„йӣҶжҲҗ
дёәзЎ®дҝқдјҒдёҡеҗ„дҝЎжҒҜзі»з»ҹйӣҶжҲҗжңҖеӨ§еҢ–е®һзҺ°е…ұдә«пјҢйҒҝе…Қеҗ„з®ЎзҗҶзі»й—ҙзҡ„дҝЎжҒҜеҢ–еӯӨеІӣпјҢиҝҷдәӣзі»з»ҹд№Ӣй—ҙеҰӮERPгҖҒCAPP, PDMгҖҒMESгҖҒDNCгҖҒи®ҫеӨҮз®ЎзҗҶдҝЎжҒҜзі»з»ҹзӯүпјҢеқҮйңҖиҰҒиҝӣиЎҢжңүжңәйӣҶжҲҗпјҢдёәдјҒдёҡзҡ„дҝЎжҒҜеҢ–з®ЎзҗҶжҸҗдҫӣз»ҹдёҖе®Ңж•ҙзҡ„ж•°жҚ®ж”ҜжҢҒпјҢиҝҷе°ҶжҳҜзңҹжӯЈе®һзҺ°дјҒдёҡдҝЎжҒҜй«ҳеәҰзҒөжҙ»жҖ§гҖҒе…је®№жҖ§зҡ„дёҖдёӘйҮҚиҰҒжҠҖжңҜеҹәзЎҖгҖӮжҖ»дҪ“йӣҶжҲҗзӨәж„ҸеӣҫеҰӮеӣҫ2жүҖзӨәгҖӮ
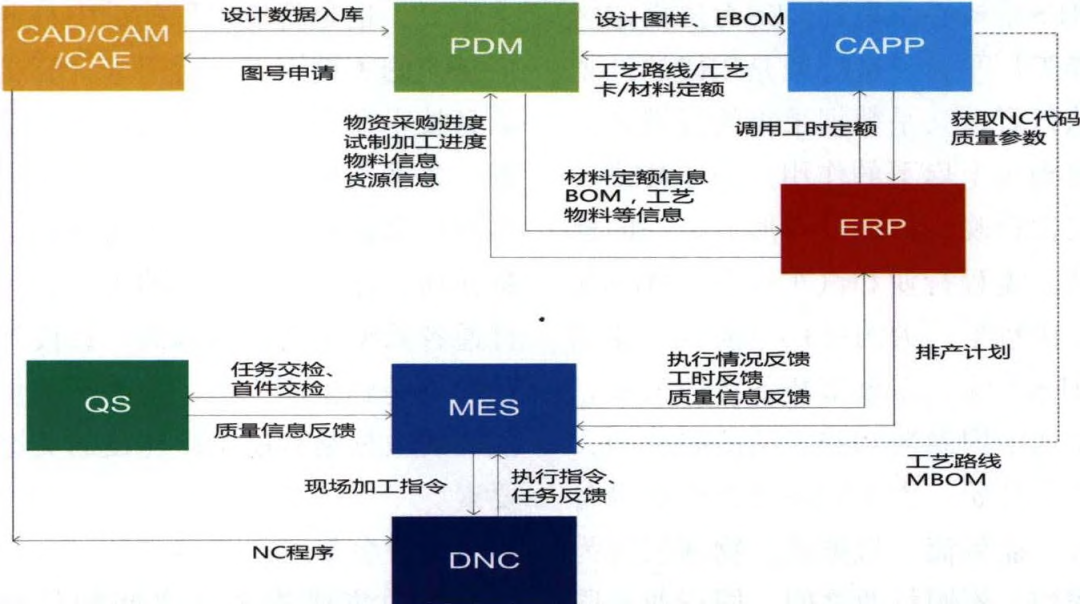
жіЁпјҡиө„ж–ҷжқҘжәҗдәҺеҢ—дә¬дёӯ科еҮҜжҖқ科жҠҖжңүйҷҗе…¬еҸё.
еӣҫ2 жҷәиғҪе·ҘеҺӮзі»з»ҹйӣҶжҲҗжЎҶжһ¶
еҸӮиҖғж–ҮзҢ®пјҡ
[1] йҷҲжҳҺпјҢжўҒд№ғжҳҺ.жҷәиғҪеҲ¶йҖ д№Ӣи·Ҝ-ж•°еӯ—еҢ–е·ҘеҺӮ[M].еҢ—дә¬пјҡжңәжў°е·ҘдёҡеҮәзүҲзӨҫпјҢ2016.
[2] еҲҳејәпјҢдёҒеҫіе®Ү.жҷәиғҪеҲ¶йҖ д№Ӣи·Ҝ[M]. еҢ—дә¬пјҡжңәжў°е·ҘдёҡеҮәзүҲзӨҫпјҢ2017.
[3] йҖҡз”Ёз”өж°”е…¬еҸё.е·Ҙдёҡдә’иҒ”зҪ‘-жү“з ҙжҷәж…§дёҺжңәеҷЁзҡ„иҫ№з•Ң[M].еҢ—дә¬пјҡжңәжў°е·ҘдёҡеҮәзүҲзӨҫпјҢ2015.
[4] еҲҳдә‘жө©.зү©иҒ”зҪ‘еҜји®ә[M].еҢ—дә¬пјҡ科еӯҰеҮәзүҲзӨҫпјҢ2017.
[5] жҹҜиЈ•ж №пјҢйӣ·зәіе°”В·жҲҙжЈ®зҪ—зү№.HYDRAеҲ¶йҖ жү§иЎҢзі»з»ҹжҢҮеҚ—[M].еҢ—дә¬пјҡз”өеӯҗе·ҘдёҡеҮәзүҲзӨҫпјҢ2017.
[6] еҗҙе»әе№іпјҢиҰғз« еҒҘ.дј ж„ҹеҷЁеҺҹзҗҶеҸҠеә”з”Ё[M].еҢ—дә¬пјҡжңәжў°е·ҘдёҡеҮәзүҲзӨҫпјҢ2017.
[7] и°ўиҝҗжҙІ.NB-LoTжҠҖжңҜиҜҰи§ЈдёҺиЎҢдёҡеә”з”Ё[M],еҢ—дә¬пјҡ科еӯҰе·ҘдёҡеҮәзүҲзӨҫпјҢ2017.
[8] йҫҡд»ІеҚҺпјҢйҫҡжҷ“йӣҜ.е·ҘдёҡжңәеҷЁдәәе®ҢзҫҺеә”з”ЁжүӢеҶҢ[M].еҢ—дә¬пјҡдәәж°‘йӮ®з”өеҮәзүҲзӨҫпјҢ2017.
[9 ]йғ‘з§°еҫ·пјҢйҷҲжӣҰ.дјҒдёҡиө„жәҗи®ЎеҲ’ (ERP) [M].еҢ—дә¬пјҡжё…еҚҺеӨ§еӯҰеҮәзүҲзӨҫпјҢ 2010.
жқҘжәҗпјҡдјҒдёҡдҝЎжҒҜеҢ–规еҲ’



е·ҰеҸіж»‘еҠЁжҹҘзңӢжӣҙеӨҡ
в–Іе°ҶжҲ‘们и®ҫдёәгҖҢжҳҹж Үвҳ…гҖҚжүҚиғҪ第дёҖж—¶й—ҙ收еҲ°жҺЁйҖҒе“Ұ