


еҲӣж–°зҡ„дәҢжүӢжіЁеЎ‘жңәдәӨжҳ“дә’иҒ”зҪ‘е№іеҸ°

дёҖгҖҒиһәжқҶиҪ¬йҖҹ
1гҖҒеЎ‘ж–ҷзҡ„зҶ”иһҚпјҢеӨ§дҪ“жҳҜеӣ иһәжқҶзҡ„ж—ӢиҪ¬жүҖдә§з”ҹзҡ„зғӯйҮҸпјҢеӣ жӯӨиһәжқҶиҪ¬йҖҹеӨӘеҝ«пјҢеҲҷжңүдёӢеҲ—еҪұе“Қпјҡ
еЎ‘ж–ҷзҡ„зғӯеҲҶи§Јпјӣ
зҺ»зәӨпјҲеҠ зәӨеЎ‘ж–ҷпјүеҮҸзҹӯпјӣ
иһәжқҶжҲ–еҠ зғӯзӯ’зЈЁжҚҹеҠ еҝ«гҖӮ
2гҖҒиҪ¬йҖҹзҡ„и®ҫе®ҡпјҢеҸҜд»Ҙе…¶еңҶе‘ЁйҖҹпјҲcircumferen-tial screw speedпјүзҡ„еӨ§е°ҸжқҘиЎЎйҮҸпјҡеңҶе‘ЁйҖҹnпјҲиҪ¬йҖҹпјү*dпјҲзӣҙеҫ„пјү*ПҖпјҲеңҶе‘ЁзҺҮпјү
йҖҡеёёпјҢдҪҺзІҳеәҰзғӯе®үе®ҡжҖ§иүҜеҘҪзҡ„еЎ‘ж–ҷпјҢе…¶иһәжқҶжқҶж—ӢиҪ¬зҡ„еңҶе‘ЁйҖҹзәҰеҸҜи®ҫе®ҡеҲ°1m/sдёҠдёӢпјҢдҪҶзғӯе®үе®ҡжҖ§е·®зҡ„еЎ‘ж–ҷпјҢеҲҷеә”дҪҺеҲ°0.1е·ҰеҸігҖӮ
3гҖҒеңЁе®һйҷ…еә”з”ЁеҪ“дёӯпјҢжҲ‘们еҸҜд»Ҙе°ҪйҮҸи°ғдҪҺиһәжқҶиҪ¬йҖҹпјҢдҪҝж—ӢиҪ¬иҝӣж–ҷеңЁејҖжЁЎеүҚе®ҢжҲҗеҚіеҸҜгҖӮ
дәҢгҖҒиғҢеҺӢ
1гҖҒеҪ“иһәжқҶж—ӢиҪ¬иҝӣж–ҷж—¶пјҢжҺЁиҝӣеҲ°иһәжқҶеүҚз«Ҝзҡ„зҶ”иғ¶жүҖи“„з§Ҝзҡ„еҺӢеҠӣз§°дёәиғҢеҺӢпјҢеңЁе°„еҮәжҲҗеһӢж—¶еҸҜд»Ҙз”ұи°ғж•ҙе°„еҮәжІ№еҺӢзјёзҡ„йҖҖжІ№еҺӢеҠӣжқҘи°ғиҠӮпјҢиғҢеҺӢеҸҜд»Ҙжңүд»ҘдёӢзҡ„ж•Ҳжһңпјҡ
зҶ”иғ¶жӣҙеқҮеҢҖзҡ„зҶ”и§ЈгҖӮ
иүІеүӮеҸҠеЎ«е……зү©жӣҙеҠ еқҮеҢҖзҡ„еҲҶж•ЈгҖӮ
дҪҝж°”дҪ“з”ұиҗҪж–ҷеҸЈйҖҖеҮәгҖӮ
иҝӣж–ҷзҡ„зҡ„и®ЎйҮҸеҮҶзЎ®гҖӮ
2гҖҒиғҢеҺӢзҡ„й«ҳдҪҺпјҢжҳҜдҫқеЎ‘ж–ҷзҡ„зІҳеәҰеҸҠе…¶зғӯе®үе®ҡжҖ§жқҘеҶіе®ҡпјҢеӨӘй«ҳзҡ„иғҢеҺӢдҪҝиҝӣж–ҷж—¶й—ҙ延й•ҝпјҢд№ҹеӣ ж—ӢиҪ¬еүӘеҲҮеҠӣзҡ„жҸҗй«ҳпјҢе®№жҳ“дҪҝеЎ‘ж–ҷдә§з”ҹиҝҮзғӯгҖӮдёҖиҲ¬д»Ҙ5~15kg/cm2дёәе®ңгҖӮ
дёүгҖҒжқҫйҖҖ
1гҖҒжқҶж—ӢиҪ¬иҝӣж–ҷз»“жқҹеҗҺпјҢдҪҝиһәжқҶйҖӮеҪ“жҠҪйҖҖпјҢеҸҜд»ҘиһәжқҶеүҚз«ҜзҶ”иғ¶еҺӢеҠӣйҷҚдҪҺпјҢжӯӨз§°дёәжқҫйҖҖпјҢе…¶ж•ҲжһңеҸҜйҳІжӯўе–·еҳҙйғЁзҡ„ж»ҙж–ҷгҖӮ
2гҖҒжқҫйҖҖдёҚи¶іпјҢе®№жҳ“дҪҝдё»жөҒйҒ“пјҲSPRUEпјүзІҳжЁЎпјӣиҖҢеӨӘеӨҡзҡ„жқҫйҖҖпјҢеҲҷиғҪеҗёиҝӣз©әж°”пјҢдҪҝжҲҗеһӢе“ҒеҸ‘з”ҹж°”з—•гҖӮ
еӣӣгҖҒеЎ‘еҢ–еҸӮж•°зҡ„дҝ®жӯЈ
зЎ®и®ӨиғҢеҺӢжҳҜеҗҰйңҖиҰҒи°ғж•ҙпјӣ
и°ғж•ҙиһәжқҶиҪ¬йҖҹпјҢдҪҝи®ЎйҮҸж—¶й—ҙзЁҚзҹӯдәҺеҶ·еҚҙж—¶й—ҙпјӣ
зЎ®и®Өи®ЎйҮҸж—¶й—ҙжҳҜеҗҰзЁіе®ҡпјҢеҸҜе°қиҜ•и°ғж•ҙеҠ зғӯеңҲжё©еәҰзҡ„жўҜеәҰпјӣ
зЎ®и®Өе–·еҳҙжҳҜеҗҰжңүж»ҙж–ҷгҖҒдё»жөҒйҒ“жҳҜеҗҰеҸ‘з”ҹзҢӘе°ҫе·ҙжҲ–зІҳжЁЎпјҢжҲҗе“Ғжңүж— ж°”з—•зӯүзҺ°иұЎпјҢйҖӮеҪ“и°ғж•ҙе–·еҳҙйғЁжё©еәҰжҲ–жқҫйҖҖи·қзҰ»гҖӮ
дә”гҖҒеӨҡж®өдҝқеҺӢдёҺеӨҡж®өе°„йҖҹзҡ„жҙ»еҠЁ
1гҖҒдёҖиҲ¬иҖҢиЁҖпјҢеңЁдёҚеҪұе“ҚеӨ–и§Ӯзҡ„жғ…еҶөдёӢпјҢжіЁе°„еә”д»Ҙй«ҳйҖҹдёәеҺҹеҲҷпјҢдҪҶеңЁйҖҡиҝҮжөҮеҸЈй—ҙеҸҠдҝқеҺӢеҲҮжҚўеүҚеә”д»ҘиҫғдҪҺйҖҹиҝӣиЎҢпјӣ
2гҖҒдҝқеҺӢеә”йҮҮз”ЁйҖҗжӯҘдёӢйҷҚпјҢд»ҘйҒҝе…ҚжҲҗеһӢе“ҒеҶ…еә”еҠӣж®Ӣз•ҷеӨӘй«ҳпјҢдҪҝжҲҗеһӢе“Ғе®№жҳ“еҸҳеҪўгҖӮ
жӣҙеӨҡзІҫеҪ©еҶ…е®№жҺЁиҚҗйҳ…иҜ»пјҡ
жіЁеЎ‘е·ҘиүәеҸӮж•°зҡ„йҖҹеәҰеҲҶж®өеҝ…йЎ»иҰҒйҒөеҫӘе“Әдәӣ规еҲҷпјҹ
жҺҢжҸЎиҝҷдәӣйҮҚиҰҒзҡ„жҺ§еҲ¶жіЁеЎ‘е·Ҙиүәзҡ„еҸӮж•°пјҢеҫҲйҮҚиҰҒпјҒ

ж¬ўиҝҺж·»еҠ е°Ҹзј–з§Ғдәәеҫ®дҝЎпјҢиҺ·еҫ—пјҡ
1гҖҒжңӢеҸӢеңҲжңүжӣҙеӨҡиҝҷйҮҢзңӢдёҚеҲ°зҡ„еҶ…е®№
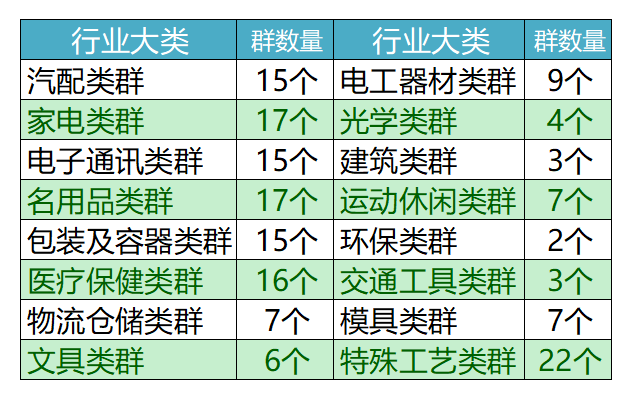
2гҖҒеҸҜз”іиҜ·иҝӣ200дёӘиЎҢдёҡз»ҶеҲҶеҫ®дҝЎзҫӨ

вҶ“вҶ“вҶ“иҜҰз»ҶзҫӨзӣ®еҪ•зӮ№еҮ»е·ҰдёӢи§’вҖңйҳ…иҜ»еҺҹж–ҮвҖқжҹҘзңӢ