


йҳІжҪ®гҖҒйҳІй”ҲеҢ…иЈ…жҠҖжңҜ

дёҖгҖҒйҳІжҪ®еҢ…иЈ…
еңЁжөҒйҖҡзҺҜеўғдёӯпјҢеҢ…装件еҸҜиғҪдјҡзў°еҲ°й«ҳжё©гҖҒй«ҳж№ҝгҖҒж—Ҙжҷ’гҖҒйӣЁж·ӢзӯүзҺҜеўғеӣ зҙ гҖӮйҳІ жҪ®еҢ…иЈ…зҡ„дё»иҰҒзӣ®зҡ„е°ұжҳҜдҪҝиў«еҢ…иЈ…зҡ„зү©е“ҒиғҪжҠөеҫЎжҲ–йҳ»йҡ”еӨ–з•ҢжҪ®ж№ҝеӨ§ж°”еҜ№еҶ…иЈ…зү©зҡ„ еҪұе“ҚпјҢдҝқиҜҒеҢ…装件еҲ°иҫҫзӣ®зҡ„ең°еҗҺпјҢе…¶жҖ§иғҪдҫқ然иүҜеҘҪпјҢеҚійҮ‘еұһжқҗж–ҷеҸҠе…¶еҲ¶е“ҒдёҚдә§з”ҹ и…җиҡҖз”ҹй”ҲпјҢйқһйҮ‘еұһжқҗж–ҷеҸҠе…¶еҲ¶е“ҒдёҚеҸ—жҪ®й•ҝйңүеҸҳиҙЁгҖӮиҰҒеҒҡеҲ°иҝҷдәӣпјҢдҝқжҢҒеҢ…装件еҶ…жңүдёҖдёӘиҫғдҪҺж№ҝеәҰзҡ„еҫ®ж°”еҖҷжқЎд»¶жҳҜеҚҒеҲҶеҝ…иҰҒзҡ„гҖӮ
дёҖиҲ¬ж°”дҪ“йғҪжңүд»Һй«ҳжө“еәҰеҢәеҹҹеҗ‘дҪҺжө“еәҰеҢәеҹҹжү©ж•Јзҡ„жҖ§иҙЁпјҢж°ҙжұҪд№ҹдёҚдҫӢеӨ–гҖӮеҪ“еҢ… иЈ…жқҗж–ҷжҲ–е®№еҷЁзҡ„жҹҗдёҖйқўзҡ„ж°ҙжұҪжө“еәҰй«ҳ(ж№ҝеәҰеӨ§),иҖҢеҸҰдёҖйқўж°ҙжұҪжө“еәҰдҪҺ(ж№ҝеәҰе°Ҹ) ж—¶пјҢж°ҙжұҪе°ұдјҡд»Һжө“еәҰй«ҳзҡ„дёҖйқўеҗ‘жө“еәҰдҪҺзҡ„дёҖйқўжё—йҖҸгҖӮиҰҒйҡ”ж–ӯиҝҷз§ҚжөҒеҠЁпјҢдҝқжҢҒеҢ…иЈ… еҶ…иҰҒжұӮзҡ„зӣёеҜ№ж№ҝеәҰпјҢеҸҜд»ҘйҮҮз”ЁйҮ‘еұһе’ҢзҺ»з’ғе®№еҷЁпјҢиҖҢдёҖиҲ¬зҡ„еЎ‘ж–ҷйҳІжҪ®еҢ…иЈ…жқҗж–ҷеҫҖеҫҖ дёҚиғҪе®Ңе…Ёйҳ»жӯўиҝҷз§Қжё—йҖҸгҖӮжқҗж–ҷзҡ„йҳІжҪ®жҖ§иғҪпјҢдё»иҰҒеҸ–еҶідәҺжқҗж–ҷжҲ–е®№еҷЁзҡ„йҖҸж№ҝеәҰгҖӮйҳІ жҪ®еҢ…иЈ…зҡ„йҖҸж№ҝеәҰжҳҜжҢҮеңЁеҚ•дҪҚйқўз§ҜдёҠпјҢеҚ•дҪҚж—¶й—ҙеҶ…жүҖйҖҸиҝҮзҡ„ж°ҙжұҪзҡ„йҮҚйҮҸгҖӮ(еҚ•дҪҚдёәg/m2 В·24h)гҖӮ
йҳІжҪ®еҢ…иЈ…еҚідёәйҳІжӯўеӣ жҪ®ж°”дҫөе…ҘеҢ…装件еҪұе“ҚеҶ…иЈ…зү©иҙЁйҮҸиҖҢйҮҮеҸ–дёҖе®ҡзҡ„йҳІжҠӨжҺӘ ж–Ҫзҡ„еҢ…иЈ…гҖӮжҲ‘们еҸҜд»Ҙз”ЁйҳІжҪ®еҢ…иЈ…жқҗж–ҷеҜҶе°Ғдә§е“ҒпјҢжҲ–еңЁеҢ…иЈ…е®№еҷЁеҶ…еҠ йҖӮйҮҸе№ІзҮҘеүӮд»Ҙ еҗёж”¶еҢ…иЈ…еҶ…ж®Ӣеӯҳзҡ„жҪ®ж°”е’ҢеӨ–з•ҢжҪ®ж№ҝеӨ§ж°”йҖҡиҝҮеҢ…иЈ…е®№еҷЁеЈҒйҖҸе…Ҙзҡ„жҪ®ж°”пјҢд№ҹеҸҜеңЁеҜҶе°ҒеҢ…иЈ…е®№еҷЁеҶ…жҠҪзңҹз©әгҖӮ
йҳІжҪ®еҢ…иЈ…дёӯйҖҡеёёйҮҮз”Ёзҡ„ж№ҝеәҰжҺ§еҲ¶зҡ„ж–№жі•дё»иҰҒжңүдёӨз§ҚпјҡдёҖжҳҜйқҷжҖҒеҺ»ж№ҝжі•пјҢдәҢжҳҜеҠЁжҖҒеҺ»ж№ҝжі•гҖӮ
1гҖҒ йқҷжҖҒеҺ»ж№ҝжі•
йқҷжҖҒеҺ»ж№ҝжі•жҳҜеңЁеҢ…иЈ…е®№еҷЁеҶ…ж”ҫзҪ®дёҖе®ҡж•°йҮҸзҡ„е№ІзҮҘеүӮпјҢеҖҹд»Ҙеҗёж”¶е°ҒиЈ…ж—¶еёҰиҝӣеҢ… иЈ…еҶ…зҡ„ж°ҙеҲҶпјҢ并е°Ҷж№ҝеәҰдҝқжҢҒеңЁдёҖе®ҡзҡ„иҢғеӣҙеҶ…гҖӮйқҷжҖҒеҺ»ж№ҝдёҖиҲ¬йҖӮз”ЁдәҺдёӯгҖҒе°ҸеһӢеҢ…иЈ… 件гҖӮиҝҷз§ҚжҺ§еҲ¶ж№ҝеәҰзҡ„ж–№жі•иҰҒжұӮе®№еҷЁиғҪеҜҶе°ҒпјҢдҪҝе®№еҷЁеҶ…йғЁз©әй—ҙдёҺеӨ–з•Ңз©әж°”йҡ”зҰ»гҖӮдёҖВ иҲ¬зҡ„еҺ»ж№ҝе№ІзҮҘпјҢйҖҡеёёжҳҜе°Ҷе№ІзҮҘеүӮиЈ…е…Ҙз”Ёж»ӨзәёжҲ–зәәз»Үзү©еҒҡжҲҗзҡ„иўӢеҶ…пјҢеҶҚе°Ҷе№ІзҮҘеүӮиўӢ зҪ®дәҺе®№еҷЁдёӯгҖӮз”ұдәҺжҳҜйқҷжҖҒзҡ„еҗёж№ҝпјҢе®№еҷЁдёӯзҡ„зӣёеҜ№ж№ҝеәҰдёҚжҳ“еқҮеҢҖгҖӮиӢҘз”ЁдәҺеӨ§еһӢеҢ…иЈ…пјҢеҲҷе№ІзҮҘеүӮйңҖиҰҒеҲҶж•Јж”ҫзҪ®пјҢдё”з”ЁйҮҸд№ҹиҫғеӨ§гҖӮ
е№ІзҮҘеүӮжҳҜдёҖз§Қеҗёйҷ„и„ұж°ҙеүӮпјҢйҖҡиҝҮжҜӣз»ҶдҪңз”Ёд»Һе‘Ёеӣҙеҗёйҷ„ж°ҙеҲҶпјҢ并е°Ҷе…¶еҮқиҒҡеҗҺд»Ҙ ж¶ІжҖҒдҝқжҢҒеңЁеҗёйҷ„иЎЁйқўе’ҢжҜӣз»ҶиЎЁйқўпјҢиҫҫеҲ°еҺ»йҷӨе°Ғеӯҳз©әй—ҙдёӯзҡ„ж°ҙеҲҶзҡ„зӣ®зҡ„гҖӮиғҪеҗёйҷ„ж°ҙ еҲҶзҡ„жқҗж–ҷеҫҲеӨҡпјҢдҪҶдёҚдёҖе®ҡйғҪиғҪдҪңдёәе№ІзҮҘеүӮгҖӮеҸҜдҪңдёәе№ІзҮҘеүӮжқҗж–ҷзҡ„жңүзЎ…иғ¶гҖҒеҲҶеӯҗзӯӣгҖҒжҙ»жҖ§ж°§еҢ–й“қгҖҒж°ҜеҢ–й’ҷгҖҒз”ҹзҹізҒ°зӯүгҖӮе…¶дёӯзЎ…иғ¶е’ҢеҲҶеӯҗзӯӣдёәеёёз”Ёзҡ„еҢ…иЈ…е№ІзҮҘеүӮгҖӮ
е№ІзҮҘеүӮзҡ„еҗёйҷ„иғҪеҠӣпјҢз”ЁжүҖеҗёзҡ„ж°ҙжұҪйҮҸдёҺе№ІзҮҘеүӮиҮӘиә«зҡ„йҮҚйҮҸд№ӢжҜ”жқҘиЎЁзӨәпјҢз§°дёә еҗёж№ҝзҺҮпјҢе…¶еҖјд»ҘзҷҫеҲҶж•°иЎЁзӨәгҖӮеңЁйҳІжҪ®еҢ…иЈ…и®ҫи®ЎдёӯпјҢдёәдәҶиҫҫеҲ°йў„е®ҡзҡ„ж№ҝеәҰжҺ§еҲ¶зӣ®ж Ү еҝ…йЎ»жӯЈзЎ®йҖүжӢ©е№ІзҮҘеүӮз§Қзұ»е№¶и®Ўз®—з”ЁйҮҸпјҢиҫҫеҲ°ж—ўжҺ§еҲ¶еҢ…иЈ…еҶ…зҡ„зӣёеҜ№ж№ҝеәҰеҸҲдёҚиҮіиҝҮеҲҶеўһеҠ еҢ…иЈ…йҮҚйҮҸе’Ңиҙ№з”Ёзҡ„з»ҸжөҺеҗҲзҗҶзҡ„зӣ®зҡ„гҖӮ
зЎ®е®ҡе№ІзҮҘеүӮз”ЁйҮҸеә”иҖғиҷ‘зҡ„еӣ зҙ пјҡ
1)еҢ…иЈ…е®№еҷЁзҡ„е®№з§Ҝ
з”ұдәҺеңЁдёҖе®ҡжё©ж№ҝеәҰжқЎд»¶дёӢз©әж°”дёӯжүҖеҗ«ж°ҙжұҪйҮҸдёәдёҖе®ҡеҖјпјҢеӣ жӯӨпјҢеҸӘиҰҒе·ІзҹҘеҢ…иЈ…
е®№еҷЁзҡ„е®№з§ҜеҚіеҸҜжҺЁз®—еҮәеҜҶе°ҒеңЁе®№еҷЁз©әй—ҙзҡ„ж°ҙжұҪйҮҸгҖӮ
2)еҢ…иЈ…жқҗж–ҷжҲ–е®№еҷЁзҡ„йҖҸж№ҝйқўз§ҜеҸҠйҖҸж№ҝеәҰ
иҝҷдёҖеӣ зҙ дё»иҰҒй’ҲеҜ№йҖҸж№ҝеәҰеӨ§дәҺйӣ¶зҡ„жқҗж–ҷиҖҢиЁҖгҖӮеҜ№дёҚйҖҸж№ҝзҡ„йҮ‘еұһеҢ…иЈ…е®№еҷЁпјҢ дёҖ
иҲ¬дёҚиҖғиҷ‘йҖҸж№ҝеәҰе’ҢйҖҸж№ҝйқўз§ҜгҖӮ
3)йў„е®ҡжҺ§еҲ¶зҡ„зӣёеҜ№ж№ҝеәҰ
еӣ е№ІзҮҘеүӮеҗёж№ҝиғҪеҠӣеӨ§е°ҸдёҺзӣёеҜ№ж№ҝеәҰй«ҳдҪҺжңүзӣҙжҺҘзҡ„е…ізі»гҖӮиҰҒиҫғеҮҶзЎ®ең°и®Ўз®—е№ІзҮҘ
еүӮз”ЁйҮҸж—¶пјҢеҝ…йЎ»иҖғиҷ‘жүҖз”Ёе№ІзҮҘеүӮеңЁйў„е®ҡжҺ§еҲ¶зҡ„зӣёеҜ№ж№ҝеәҰжқЎд»¶дёӢзҡ„е®һйҷ…еҗёж”¶йҮҸгҖӮ
4)зј“еҶІиЎ¬еһ«жқҗж–ҷ
иҝҷзұ»жқҗж–ҷдёҖиҲ¬дёәйқһйҮ‘еұһжқҗж–ҷпјҢеҗ«ж№ҝйҮҸиҫғй«ҳпјҢе…¶жүҖеҗ«ж°ҙжұҪжҲҗдёәеҜҶе°Ғе®№еҷЁдёӯж°ҙ жұҪзҡ„йҮҚиҰҒжқҘжәҗд№ӢдёҖгҖӮжүҖд»Ҙиҝҷдәӣеҗёж№ҝжқҗж–ҷзҡ„йҮҚйҮҸеҸҠеҗ«ж№ҝйҮҸжҳҜзЎ®е®ҡе№ІзҮҘеүӮз”ЁйҮҸеә”иҖғиҷ‘зҡ„дё»иҰҒеӣ зҙ гҖӮеҝ…иҰҒж—¶еә”и®Ўз®—еҮәиҝҷдәӣжқҗж–ҷз”ҡиҮіиў«еҢ…иЈ…дә§е“Ғжң¬иә«зҡ„е®һйҷ…еҗ«ж°ҙйҮҸгҖӮ
5)дә§е“Ғйў„е®ҡеӮЁеӯҳж—¶й—ҙеҸҠеӮЁеӯҳзҺҜеўғж°”еҖҷжқЎд»¶
еӣ дёәжқҗж–ҷзҡ„е®һйҷ…йҖҸж№ҝеәҰдёҺзҺҜеўғжё©ж№ҝеәҰзӣҙжҺҘзӣёе…ігҖӮеӮЁеӯҳзҺҜеўғжқЎд»¶зӣҙжҺҘеҪұе“ҚеҲ° еҢ…иЈ…е®№еҷЁеңЁеӮЁеӯҳжңҹй—ҙеҶ…еҸҜиғҪеҗёж”¶зҡ„жҖ»зҡ„ж°ҙжұҪйҮҸгҖӮеҜҶе°Ғзҡ„йҮ‘еұһе®№еҷЁеҸҜдёҚиҖғиҷ‘иҝҷдёҖеӣ зҙ гҖӮ
6)е№ІзҮҘеүӮзҡ„еҗёж№ҝйҮҸ
е№ІзҮҘеүӮзҡ„еҗёж№ҝйҮҸжҳҜз»ҸжөҺеҗҲзҗҶең°дҪҝз”Ёе№ІзҮҘеүӮеә”иҖғиҷ‘зҡ„дё»иҰҒеӣ зҙ гҖӮVв…ў.еҢ…иЈ…еңәең°зҡ„жё©ж№ҝеәҰжқЎд»¶еҜ№дәҺй«ҳж–°жҠҖжңҜдә§е“Ғеә”ејәи°ғжҺ§еҲ¶еҢ…иЈ…дҪңдёҡеңәең°зҡ„жё©ж№ҝеәҰгҖӮ
еҜ№дәҺжҹҗдёҖе…·дҪ“дә§е“ҒеҢ…иЈ…жқҘиҜҙпјҢиҰҒе»әз«ӢеҮҶзЎ®зҡ„е№ІзҮҘеүӮз”ЁйҮҸи®Ўз®—е…¬ејҸжҳҜеӣ°йҡҫзҡ„ еңЁеӣҪеҶ…еӨ–е№ІзҮҘеүӮйҳІжҪ®е®һи·өдёӯпјҢдәә们йғҪжҳҜж №жҚ®е…·дҪ“жқЎд»¶пјҢд»ҺдёҚеҗҢи§’еәҰе’ҢдёҚеҗҢйңҖиҰҒеҮәеҸ‘пјҢе»әз«ӢйҖӮз”Ёзҡ„и®Ўз®—ж–№жі•е’Ңз»ҸйӘҢе…¬ејҸгҖӮ
жҢүеҢ…иЈ…ж–№ејҸе’ҢеҢ…иЈ…жқҗж–ҷзЎ®е®ҡзҡ„и®Ўз®—е…¬ејҸпјҡи§ҒиЎЁ1гҖӮ
иЎЁ1жҢүеҢ…иЈ…ж–№ејҸеҸҠеҢ…иЈ…жқҗж–ҷзЎ®е®ҡзҡ„е№ІзҮҘеүӮз”ЁйҮҸи®Ўз®—е…¬ејҸ
еҢ…иЈ…ж–№ејҸеҸҠжқҗж–ҷ | е№ІзҮҘеүӮз”ЁйҮҸи®Ўз®—е…¬ејҸ |
еҜҶе°Ғзҡ„йҮ‘еұһе®№еҷЁ й“қеЎ‘еёғеӨҚеҗҲжқҗж–ҷеҜҶе°ҒеҢ…иЈ…иўӢ иҒҡд№ҷзғҜзӯүеЎ‘ж–ҷи–„иҶңеҢ…иЈ…иўӢ з”ЁеҜҶе°Ғиғ¶еёҰе°ҒеҸЈзҡ„зҪҗе’ҢеЎ‘ж–ҷзҪҗ | W=20+V+0.5D W=100Ay+0.5D W=300Ary+0.5D W=300R1y+0.5D |
ејҸдёӯW вҖ” вҖ” е№ІзҮҘеүӮз”ЁйҮҸ(g);V вҖ” вҖ” еҢ…иЈ…е®№еҷЁзҡ„е®№з§Ҝ(L;D вҖ” вҖ” еҢ…иЈ…еҶ…еҗ«жқҗж–ҷ(зј“еҶІжқҗж–ҷзӯү)йҮҚйҮҸ (g);AвҖ”вҖ”еҢ…иЈ…жқҗж–ҷзҡ„жҖ»йқўз§Ҝ(mВІ);YвҖ”вҖ”йў„е®ҡеӮЁеӯҳж—¶й—ҙ(е№ҙ);RвҖ”вҖ”еҢ…иЈ…и–„иҶңжқҗж–ҷеңЁжё©еәҰ40в„ғгҖҒж№ҝеәҰ RHвүҘ90%зҡ„иҜ•йӘҢжқЎд»¶дёӢзҡ„йҖҸж№ҝеәҰ(g/mВІ В· 24h);R1вҖ”вҖ”еҜҶе°Ғиғ¶еёҰе°ҒеҸЈзҪҗе’ҢеЎ‘ж–ҷзҪҗеңЁжё©еәҰ40в„ғгҖҒж№ҝеәҰ RHвүҘ90%зҡ„иҜ•йӘҢжқЎд»¶дёӢзҡ„йҖҸж№ҝеәҰ(g/mВІ В· 24h)гҖӮ
2гҖҒ еҠЁжҖҒеҺ»ж№ҝжі•
еҠЁжҖҒеҺ»ж№ҝжҳҜйҖҡиҝҮеҜ№иў«жҺ§з©әй—ҙж№ҝеәҰиҝһз»ӯзҡ„жҲ–й—ҙж–ӯзҡ„жЈҖжөӢдёҺжҺ§еҲ¶пјҢиҫҫеҲ°е°Ҷиў«жҺ§з©әй—ҙзҡ„ж№ҝеәҰдҝқжҢҒеңЁдёҖе®ҡиҢғеӣҙеҶ…пјҢе®һзҺ°еҜ№зү©иө„еҷЁжқҗиҝӣиЎҢе№ІзҮҘе°Ғеӯҳзҡ„зӣ®зҡ„гҖӮеҠЁжҖҒеҺ»ж№ҝжңүдёүз§ҚеҺҹзҗҶж–№жі•пјҢеҚіеҫӘзҺҜеҺ»ж№ҝгҖҒеҶ·еҮқеҺ»ж№ҝе’ҢеҠ зғӯеҺ»ж№ҝгҖӮ
в‘ еҠЁжҖҒеҺ»ж№ҝеҺҹзҗҶ
a.В В еҫӘзҺҜеҺ»ж№ҝ
еҫӘзҺҜе№ІзҮҘеҺ»ж№ҝзі»з»ҹз”ұе№ІзҮҘзі»з»ҹгҖҒйј“йЈҺзі»з»ҹгҖҒеҠ зғӯзі»з»ҹе’Ңеҝ…иҰҒзҡ„з©әж°”з®ЎйҒ“жһ„жҲҗгҖӮз®ЎйҒ“дёҺиў«е№ІзҮҘзҡ„з©әй—ҙиҒ”жҺҘпјҢйңҖиҰҒе№ІзҮҘж—¶пјҢйј“йЈҺзі»з»ҹе·ҘдҪңпјҢдҪҝиў«жҺ§з©әй—ҙзҡ„з©әж°”жөҒеҠЁпјҢ жөҒз»Ҹе№ІзҮҘзі»з»ҹеҶ…зҡ„е№ІзҮҘеүӮеұӮе°Ҷж°ҙеҲҶеҗёж”¶пјҢе№ІзҮҘеҗҺзҡ„з©әж°”иў«йҖҒеӣһиў«жҺ§з©әй—ҙпјҢд»ҺиҖҢиҫҫВ еҲ°е№ІзҮҘеҺ»ж№ҝзҡ„зӣ®зҡ„гҖӮе№ІзҮҘеүӮеҝ…йЎ»иҝӣиЎҢе‘ЁжңҹжҖ§жҙ»еҢ–пјҢиӢҘеҺ»ж№ҝжңәеҸӘи®ҫдёҖдёӘе№ІзҮҘеүӮеұӮпјҢ еҲҷеҺ»ж№ҝиҝҮзЁӢеҸӘиғҪй—ҙжӯҮиҝӣиЎҢпјҢеҰӮжһңи®ҫжңүдёӨдёӘе№ІзҮҘеүӮеұӮпјҢжғ…еҶөе°ұдёҚдёҖж ·дәҶпјҢ дёҖдёӘе№ІзҮҘВ еүӮеұӮе·ҘдҪңж—¶пјҢеҲ©з”ЁеҠ зғӯзі»з»ҹеҜ№еҸҰдёҖдёӘе№ІзҮҘеүӮеұӮиҝӣиЎҢеҠ зғӯжҙ»еҢ–пјҢи„ұж°ҙеҶҚз”ҹеҫ…з”ЁпјҢиҝҷж ·е°ұеҸҜд»Ҙиҝһз»ӯең°еҫӘзҺҜе№ІзҮҘпјҢжҺ§еҲ¶ж•ҲжһңжӣҙеҘҪгҖӮ
b.В еҶ·еҮқеҺ»ж№ҝ
еҺ»ж№ҝжңәдё»иҰҒз”ұеҲ¶еҶ·зі»з»ҹгҖҒеҶ·еҮқеҷЁзі»з»ҹе’Ңйј“йЈҺзі»з»ҹз»„жҲҗгҖӮе·ҘдҪңж—¶е°Ҷиў«жҺ§з©әй—ҙзҡ„ жҪ®ж№ҝз©әж°”йҖҒе…ҘеҶ·еҮқзі»з»ҹпјҢдҪҝз©әж°”дёӯзҡ„ж°ҙжұҪеҶ·еҮқжҲҗж°ҙж»ҙжҺ’еҮәгҖӮйҖҡиҝҮеҶ·еҮқзі»з»ҹзҡ„е№ІзҮҘ з©әж°”еҲ©з”ЁеҠ зғӯе…ғ件еҠ зғӯеҗҺеҶҚиў«йҖҒеӣһиў«жҺ§з©әй—ҙпјҢд»ҺиҖҢиҫҫеҲ°еҺ»ж№ҝзҡ„зӣ®зҡ„гҖӮиҝҷз§Қж–№жі•йҖӮз”ЁдәҺиў«е№ІзҮҘз©әй—ҙжё©еәҰдёҚдҪҺдәҺ25в„ғзҡ„жқЎд»¶гҖӮ
c.В еҠ зғӯжі•
еҲ©з”ЁеҠ зғӯжі•йҷҚдҪҺзӣёеҜ№ж№ҝеәҰпјҢд»…йңҖжҸҗй«ҳиў«жҺ§з©әй—ҙзҡ„з©әж°”жё©еәҰеҚіеҸҜе®ҢжҲҗгҖӮиҝҷз§Қж–№ жі•ж— йңҖжҺ’йҷӨж°ҙеҲҶпјҢе®ғжҳҜеҲ©з”Ёжё©еәҰеҚҮй«ҳж—¶з©әж°”зҡ„йҘұе’Ңеҗ«ж°ҙйҮҸеӨ§пјҢд»ҺиҖҢйҷҚдҪҺиў«жҺ§з©әй—ҙ зҡ„з©әж°”зӣёеҜ№ж№ҝеәҰ(еҚід»…д»…жҝҖжҳӮзҡ„иў«жҺ§з©әй—ҙзҡ„з©әж°”зӣёеҜ№ж№ҝеәҰгҖӮз©әж°”дёӯе®һйҷ…еҗ«ж№ҝйҮҸ并 жңӘеҮҸе°‘)гҖӮиҝҷз§Қж–№жі•йңҖиҰҒиҫғй«ҳзҡ„жё©еәҰпјҢжҲ–иҖ…иҰҒжұӮеҢ…装件еҶҚжһҒдҪҺзҡ„жё©еәҰе’ҢиҫғдҪҺзҡ„зӣёеҜ№ж№ҝеәҰдёӢиҝӣиЎҢеҜҶе°ҒиҖҢеңЁиҫғй«ҳзҡ„жё©еәҰ(30в„ғд»ҘдёҠ)еӮЁеӯҳгҖӮеӣ жӯӨйҖҡ常并дёҚйҮҮз”ЁгҖӮ
ж—©еңЁ60е№ҙд»ЈпјҢзҫҺеӣҪеңЁеҶӣз”Ёи®ҫеӨҮзҡ„еӮЁеӯҳдёӯе°ұе·ІејҖе§ӢйҮҮз”ЁеҠЁжҖҒеҺ»ж№ҝжҠҖжңҜгҖӮеҲ°дәҶ 70е№ҙд»ЈпјҢиӢұеӣҪгҖҒз‘һе…ёгҖҒеҫ·еӣҪзӯүеӣҪ家зӣёз»§жҺЁе№ҝпјҢ并иҺ·еҫ—жҳҫи‘—жҲҗж•ҲгҖӮз‘һе…ёз©әеҶӣеҗ„жңә еә“еҜ№еӨҮз”Ёе’ҢеңЁз”ЁжҲҳж–—жңәгҖҒзӣҙеҚҮжңәиЈ…еӨҮдәҶе№ІзҮҘеҺ»ж№ҝзі»з»ҹиҝӣиЎҢеҠЁжҖҒеҺ»ж№ҝйҳІжҠӨгҖӮеңЁзҫҺеӣҪпјҢ й…ҚжңүеҫӘзҺҜе№ІзҮҘзі»з»ҹзҡ„йЈһжңәе№іеқҮеҜҝе‘ҪеўһеҠ 30%гҖӮеҗҺжқҘ他们еҸҲе°ҶеҫӘзҺҜе№ІзҮҘдёҺйҳІжҠӨеҜҶ е°ҒеҘ—з»“еҗҲдҪҝз”ЁпјҢеҸ–еҫ—дәҶж»Ўж„Ҹзҡ„ж•ҲжһңгҖӮеҫ·еӣҪеҜ№еқҰе…ӢзӯүеҶӣз”Ёи®ҫеӨҮйҮҮз”ЁиҜҘж–№жі•еҢ…иЈ…пјҢз»Ҹ иҝҮ11е№ҙйӣ¶3дёӘжңҲзҡ„еӮЁеӯҳеҗҺжЈҖжөӢжңӘеҸ‘зҺ°и…җиҡҖ(дёҚйңҖз»ҙдҝ®)гҖӮз”ұжӯӨеҸҜи§ҒпјҢеҠЁжҖҒеҺ»ж№ҝе’Ң иҪҜиҙЁеЎ‘ж–ҷе°ҒеҘ—зҡ„з»“еҗҲеә”з”ЁжҳҜй•ҝжңҹеӮЁеӯҳеҷЁжқҗзҡ„жңүж•Ҳж–№жі•гҖӮзҺ°еңЁеҠЁжҖҒеҺ»ж№ҝжҠҖжңҜзҡ„еә”з”Ё йўҶеҹҹж—ҘзӣҠжү©еӨ§пјҢеҶӣз”Ёи®ҫеӨҮгҖҒи¶…зә§еёӮеңәгҖҒиҲӘеӨ©йЈһжңәзӯүеқҮеҸҜйҮҮз”ЁеҠЁжҖҒеҺ»ж№ҝпјҢиҝӣиЎҢж№ҝеәҰи°ғжҺ§гҖӮ
дәҢгҖҒ йҳІй”ҲиҡҖеҢ…иЈ…
(дёҖ)йҮ‘еұһй”ҲиҡҖзҡ„жңәзҗҶ
йҮ‘еұһй”ҲиҡҖжҳҜжҢҮйҮ‘еұһдёҺе‘Ёеӣҙд»ӢиҙЁ(ж°”дҪ“жҲ–ж¶ІдҪ“)еҸ‘з”ҹеҢ–еӯҰжҲ–з”өеҢ–еӯҰдҪңз”ЁжүҖеј•иө· зҡ„з ҙеқҸзҺ°иұЎгҖӮжҢүйҮ‘еұһй”ҲиҡҖзҡ„жңәзҗҶпјҢйҮ‘еұһй”ҲиҡҖеҸҜеҲҶдёәеҢ–еӯҰи…җиҡҖе’Ңз”өеҢ–еӯҰи…җиҡҖдёӨз§Қзұ» еһӢгҖӮе…¶дёӯпјҢз”өеҢ–еӯҰи…җиҡҖжҳҜз ҙеқҸйҮ‘еұһзҡ„дё»иҰҒеҪўејҸпјҢеҜ№дәҺеӨ§еӨҡж•°йҮ‘еұһзҡ„й”ҲиҡҖд№ҹжҳҜеҸ‘з”ҹз”өеҢ–еӯҰй”ҲиҡҖиҖҢйҖ жҲҗзҡ„гҖӮйҮ‘еұһеҸ‘з”ҹз”өеҢ–еӯҰй”ҲиҡҖеҝ…йЎ»еҗҢж—¶е…·еӨҮд»ҘдёӢдёүдёӘжқЎд»¶пјҡ
1. йҮ‘еұһдёҠеҗ„йғЁеҲҶ(жҲ–дёҚеҗҢйҮ‘еұһй—ҙ)еӯҳеңЁзқҖз”өжһҒз”өдҪҚе·®гҖӮ
2. е…·жңүз”өжһҒз”өдҪҚе·®зҡ„еҗ„йғЁеҲҶеҝ…йЎ»зӣёиҒ”гҖӮ
3. е…·жңүз”өжһҒз”өдҪҚе·®зҡ„еҗ„йғЁеҲҶиҰҒеӨ„дәҺзӣёиҒ”йҖҡзҡ„з”өи§ЈиҙЁжә¶ж¶ІдёӯгҖӮ
йҖ жҲҗз”өеҢ–еӯҰй”ҲиҡҖзҡ„еҺҹеӣ дё»иҰҒжҳҜе…·еӨҮдёҠиҝ°дёүдёӘжқЎд»¶дёӢзҡ„еҺҹз”өжұ дҪңз”ЁгҖӮйҮ‘еұһеҲ¶е“ҒеҸҠе…¶жқҗж–ҷеңЁеӮЁиҝҗиҝҮзЁӢдёӯеҫҖеҫҖжҳҜеҗҢж—¶е…·еӨҮйҮ‘еұһй”ҲиҡҖзҡ„дёҠйқўдёүдёӘжқЎд»¶гҖӮеӣ дёәпјҢйҮ‘еұһдә§ е“ҒдёҖиҲ¬дёҚжҳҜзәҜеҮҖзҡ„йҮ‘еұһеҲ¶жҲҗзҡ„пјҢеҚідҪҝжҳҜдёҖеқ—йҮ‘еұһпјҢдёҚдёҺе…¶д»–йҮ‘еұһжҺҘи§Ұд№ҹдјҡдә§з”ҹй”Ҳ иҡҖпјҢиҝҷжҳҜеӣ дёәдёҖиҲ¬е·Ҙдёҡз”Ёзҡ„йҮ‘еұһйғҪдёҚжҳҜз”ұеҗҢдёҖз§ҚйҮ‘еұһе…ғзҙ з»„жҲҗзҡ„пјҢеёёеҗ«жңүе°‘йҮҸзҡ„ жқӮиҙЁпјҢеҪ“д»–дёҺз”өи§ЈиҙЁжә¶ж¶ІжҺҘи§Ұж—¶пјҢжҜҸдёҖйў—зІ’жқӮиҙЁеҜ№дәҺйҮ‘еұһжң¬иә«жқҘиҜҙйғҪжҲҗдёәйҳҙжһҒпјҢ жүҖд»ҘеңЁж•ҙдёӘиЎЁйқўе°ұеҝ…然жңүеҫҲеӨҡеҫ®е°Ҹзҡ„йҳҙжһҒе’ҢйҳіжһҒеӯҳеңЁпјҢеӣ иҖҢеңЁйҮ‘еұһиЎЁйқўе°ұеҪўжҲҗи®ё еӨҡеҫ®е°Ҹзҡ„еҺҹз”өжұ пјҢиҝҷдәӣеҫ®е°Ҹз”өжұ зҡ„дә§з”ҹе°ұйҖ жҲҗдәҶйҮ‘еұһзҡ„й”ҲиҡҖгҖӮеңЁеӮЁиҝҗиҝҮзЁӢдёӯпјҢеҪ“ йҮ‘еұһдёҺжҜ”йҮ‘еұһиЎЁйқўжё©еәҰй«ҳзҡ„з©әж°”жҺҘи§Ұж—¶пјҢеңЁз©әж°”дёӯжүҖеҗ«зҡ„ж°ҙи’ёжұҪе°ұеҸҜд»ҘеҪўжҲҗж¶ІжҖҒ зҡ„ж°ҙпјҢеңЁйҮ‘еұһиЎЁйқўеҮқиҒҡпјҢдҪҝйҮ‘еұһиЎЁйқўж¶Ұж№ҝиҖҢеҪўжҲҗж°ҙиҶңгҖӮеҪ“йҮ‘еұһиЎЁйқўдёҠеӯҳеңЁзқҖж°ҙиҶң ж—¶пјҢз”ұдәҺеӨ§ж°”дёӯжҹҗдәӣж°”дҪ“еҰӮдәҢж°§еҢ–зўігҖҒдәҢж°§еҢ–зЎ«гҖҒдәҢж°§еҢ–ж°®жҲ–зӣҗзұ»жә¶и§ЈиҝӣеҺ»пјҢиҝҷ з§Қж°ҙиҶңе®һйҷ…дёҠе°ұжҳҜдёҖз§Қз”өи§ЈиҙЁжә¶ж¶ІгҖӮеңЁиҝҷз§Қжғ…еҶөдёӢпјҢйҮ‘еұһиЎЁйқўеҫҲиҮӘ然ең°е°ұдјҡиҝӣиЎҢз”өеҢ–еӯҰй”ҲиҡҖгҖӮеҸҜи§ҒпјҢеңЁеӮЁиҝҗиҝҮзЁӢдёӯпјҢйҮ‘еұһй”ҲиҡҖзҡ„зҺ°иұЎжҳҜжҷ®йҒҚеӯҳеңЁзҡ„гҖӮ
(дәҢ) еҪұе“ҚйҮ‘еұһй”ҲиҡҖзҡ„еӣ зҙ
йҮ‘еұһи…җиҡҖзҡ„иҝҮзЁӢжҳҜз”ұи®ёеӨҡеӣ зҙ е·ҰеҸізҡ„пјҢдҪҶеӨ§иҮҙеҸҜеҲҶдёәеҶ…йғЁеӣ зҙ е’ҢеӨ–йғЁеӣ зҙ гҖӮ
1.В В еҪұе“ҚйҮ‘еұһи…җиҡҖзҡ„еҶ…йғЁеӣ зҙ
дё»иҰҒжҢҮйҮ‘еұһжң¬иә«зү№еҫҒе’ҢйҮ‘еұһиЎЁйқўзҡ„жҖ§зҠ¶гҖӮиҝҷдәӣеӣ зҙ жңүпјҡйҮ‘еұһжқҗж–ҷз§Қзұ»гҖҒйҮ‘еұһ иЎЁйқўеҠ е·Ҙзү№жҖ§гҖҒйҮ‘еұһеҠ е·Ҙж®Ӣз•ҷзү©гҖҒйҮ‘еұһиЎЁйқўзҡ„й”Ҳиҝ№гҖҒи¶…иҝҮжңүж•Ҳжңҹзҡ„йҳІй”Ҳжқҗж–ҷгҖҒйҮ‘еұһиЎЁйқўжұ—иҝ№зӯүгҖӮ
йҮ‘еұһеҲ¶е“ҒжүҖйҮҮз”Ёзҡ„еҗ„з§ҚйҮ‘еұһжқҗж–ҷеҰӮй“ёй“ҒгҖҒзўій’ўгҖҒдҪҺеҗҲйҮ‘й’ўгҖҒй“ңгҖҒй“қд»ҘеҸҠеҗҲйҮ‘ зӯүпјҢйғҪдјҡеңЁдёҖе®ҡжқЎд»¶дёӢеҸ‘з”ҹи…җиҡҖгҖӮдёҚиҝҮеҗ„з§ҚйҮ‘еұһжқҗж–ҷзҡ„и…җиҡҖйҡҫжҳ“зЁӢеәҰжҳҜдёҚеҗҢзҡ„пјҢ дёҖиҲ¬жқҘи®ІпјҢй“ёй“ҒгҖҒзўій’ўзҡ„иҖҗй”ҲиҡҖжҖ§иҫғе·®пјӣдҪҺеҗҲйҮ‘й’ўеҶ…еҗ«й“¬зӯүе…ғзҙ пјҢе®ғзҡ„иҖҗй”ҲиҡҖжҖ§ жҜ”й“ёй“Ғе’Ңзўій’ўејәпјӣеӣ й“ңеҸҠе…¶еҗҲйҮ‘зҡ„з”өжһҒз”өдҪҚиҫғй«ҳпјҢиҖҢй“қеҸҠе…¶еҗҲйҮ‘иҷҪе…¶з”өжһҒз”өдҪҚдҪҺпјҢ дҪҶе®ғ们еңЁеӨ§ж°”дёӯеҫҲеҝ«иғҪз”ҹжҲҗиҮҙеҜҶзҡ„гҖҒжңүиүҜеҘҪдҝқжҠӨдҪңз”Ёзҡ„ж°§еҢ–иҶңпјҢиҝҷж ·й“ңгҖҒй“қеҸҠе…¶ еҗҲйҮ‘йғҪиЎЁзҺ°еҮәиүҜеҘҪзҡ„иҖҗй”ҲиҡҖжҖ§иғҪгҖӮйҮ‘еұһеҲ¶е“ҒиЈёйңІйқўзҡ„зІ—зіҷеәҰе’ҢеҠ е·Ҙж–№жі•еҜ№й”ҲиҡҖйҖҹ еәҰд№ҹжңүеҪұе“ҚгҖӮзІ—иҪҰеҠ е·ҘжҲ–е–·дёёеӨ„зҗҶзҡ„зІ—зіҷиЎЁйқўе®№жҳ“еҗёж°ҙе’Ңз§Ҝе°ҳпјҢе°ҶеҜјиҮҙй”ҲиҡҖйҖҹеәҰ еҠ еҝ«пјӣзӣёеҸҚпјҢз»ҸзІҫеҠ е·ҘеҗҺзҡ„йҮ‘еұһиЎЁйқўзҡ„й”ҲиҡҖйҖҹеәҰзӣёеҜ№еҮҸзј“гҖӮеҸҰеӨ–пјҢ дёҖдәӣйӣ¶йғЁд»¶з»Ҹ й”»гҖҒз„ҠгҖҒзғӯеӨ„зҗҶжҲ–жӢүгҖҒеҺӢгҖҒејҜеҠ е·ҘеҗҺпјҢеј•иө·йҮ‘еұһеҶ…йғЁеә”еҠӣеҸҳеҢ–пјҢд№ҹдјҡдҝғиҝӣйҮ‘еұһй”Ҳ иҡҖпјҢз§°д№Ӣдёәеә”еҠӣй”ҲиҡҖгҖӮдёҚе°‘йҮ‘еұһеҲ¶е“Ғйӣ¶йғЁд»¶иҰҒз»ҸзғӯеӨ„зҗҶеҠ е·ҘпјҢиҖҢжё…зҗҶзғӯеӨ„зҗҶж®Ӣзӣҗ дёҖиҲ¬жҜ”иҫғеӣ°йҡҫпјҢж®Ӣзӣҗж»һз•ҷеңЁйҮ‘еұһиЎЁйқўпјҢеҜ№йҮ‘еұһи…җиҡҖдјҡиө·еҠ йҖҹдҪңз”ЁгҖӮе…¶д»–иҝҳжңүдёҚе°‘йҳІй”Ҳжқҗж–ҷе’Ңи¶…иҝҮйҳІй”Ҳжңүж•ҲжңҹдёҚеҸҠж—¶жё…йҷӨзҡ„йҳІй”Ҳжқҗж–ҷпјҢйғҪдјҡеҜјиҮҙйҮ‘еұһи…җиҡҖгҖӮ
2. еҪұе“ҚйҮ‘еұһи…җиҡҖзҡ„еӨ–йғЁеӣ зҙ
еҪұе“ҚйҮ‘еұһи…җиҡҖзҡ„еӨ–йғЁеӣ зҙ еҚіеӮЁиҝҗзҡ„еӨ–зҺҜеўғгҖӮиҝҷдәӣеӣ зҙ жңүпјҡз©әж°”дёӯж°§зҡ„дҪңз”ЁгҖҒз©әж°”ж№ҝеәҰгҖҒжё©еәҰгҖҒйӣЁж·Ӣзҡ„дҪңз”ЁпјҢеӨ§ж°”дёӯжңүе®іж°”дҪ“гҖҒзҺҜеўғдёӯзҡ„е°ҳеҹғдҪңз”ЁзӯүзӯүгҖӮеңЁдёҖе®ҡз©әж°”зӣёеҜ№ж№ҝеәҰжқЎд»¶дёӢпјҢйҮ‘еұһиЎЁйқўеҗёйҷ„ж°ҙеҲҶжңүж°ҙиҶңеҪўжҲҗпјҢдјҡдҪҝйҮ‘еұһзҡ„еҢ– еӯҰи…җиҡҖиҪ¬еҸҳдёәз”өеҢ–еӯҰи…җиҡҖгҖӮйҮ‘еұһжқҗж–ҷйғҪжңүе®ғ们зҡ„и…җиҡҖдёҙз•Ңж№ҝеәҰпјҢеӨ§йғЁеҲҶйҮ‘еұһеңЁ6 0%пҪһ65%зӣёеҜ№ж№ҝеәҰд»ҘдёҠж—¶пјҢй”ҲиҡҖйҖҹеәҰжҲҗеҖҚеўһй•ҝгҖӮйҮ‘еұһй”ҲиҡҖйҖҹеәҰдјҡйҡҸжё©еәҰеҚҮй«ҳ иҖҢеҠ еҝ«пјҢеӣ дёәж°”жё©еҚҮй«ҳеҠ йҖҹдәҶйҮ‘еұһй”ҲиҡҖзҡ„з”өеҢ–еӯҰеҸҚеә”пјҢзү№еҲ«жҳҜж№ҝеәҰй«ҳзҡ„йӣЁеӯЈпјҢжё© еәҰзҡ„еҪұе“Қз”ҡдёәжҳҺжҳҫгҖӮз©әж°”дёӯзҡ„жңүе®ізү©иҙЁпјҢеҰӮдәҢж°§еҢ–зЎ«гҖҒж°ҜеҢ–ж°ўгҖҒж°ҜеҢ–й’ д»ҘеҸҠе°ҳеҹғ йғҪдјҡдҝғиҝӣйҮ‘еұһй”ҲиҡҖзҡ„йҖҹеәҰгҖӮйӣЁж°ҙзҡ„еҶІж·Ӣжңүз ҙеқҸйҳІй”Ҳж¶ӮеұӮзҡ„дҪңз”ЁпјҢеҗҢж—¶йӣЁж°ҙжң¬иә«жҳҜ и…җиҡҖд»ӢиҙЁпјҢйӣЁж°ҙдёӯжә¶и§Јзҡ„еӨ§ж°”дёӯзҡ„жңүе®ізү©иҙЁйғҪдјҡеҜјиҮҙйҮ‘еұһй”ҲиҡҖгҖӮеҸҰеӨ–еңЁж№ҝзғӯзҡ„жқЎ 件дёӢпјҢж— йҳІйңүдҪңз”Ёзҡ„йҳІй”Ҳжқҗж–ҷе®№жҳ“з”ҹй•ҝе’Ңз№Ғж®–еҫ®з”ҹзү©пјҢиҖҢеҫ®з”ҹзү©зҡ„д»Ји°ўдә§зү©еӨҡдёәй…ёжҖ§зү©иҙЁеҰӮиҡҒй…ёзӯүпјҢд№ҹжҳҜеҜјиҮҙйҮ‘еұһй”ҲиҡҖзҡ„д»ӢиҙЁгҖӮ
(дёү)йҳІй”ҲеҢ…иЈ…зҡ„зӯүзә§гҖҒжқҗж–ҷдёҺж–№жі•
йҮ‘еұһдә§е“ҒеңЁиҝҗиҫ“еҸҠеӮЁеӯҳиҝҮзЁӢдёӯзҡ„йҳІй”ҲдёҚи®әйҮҮз”ЁдҪ•з§ҚйҳІй”Ҳжқҗж–ҷе’Ңж–№жі•пјҢйғҪиҰҒиҝӣиЎҢеҢ…иЈ…пјҢеӣ жӯӨжӯЈзЎ®йҖүз”ЁеҶ…гҖҒеӨ–еҢ…иЈ…жқҗж–ҷпјҢеҜ№йҳІй”Ҳж•ҲжһңеҪұе“ҚеҫҲеӨ§гҖӮ
еёёи§Ғзҡ„йҳІй”ҲеҢ…иЈ…е®№еҷЁжңүпјҡзәёжқҝзӣ’гҖҒз“ҰжҘһзәёжқҝзӣ’жҲ–з®ұгҖҒжңЁзӣ’гҖҒеЎ‘ж–ҷе®№еҷЁгҖҒйҮ‘еұһ е®№еҷЁгҖҒе°ҒеҘ—гҖҒжңЁз®ұгҖӮеёёи§Ғзҡ„еҶ…еҢ…иЈ…жқҗж–ҷдёәеҢ…иЈ…зәёиҶңпјҢдё»иҰҒжңүдёӯжҖ§еҺҹзәёгҖҒзҹіиңЎзәёгҖҒ з”өе®№зәёгҖҒзҫҠзҡ®зәёгҖҒиӢҜз”Ій…ёй’ зәёгҖҒдәҡзЎқй…ёй’ дёҖиӢҜз”Ій…ёй’ йҳІй”ҲзәёгҖҒж°”зӣёйҳІй”ҲзәёгҖҒж°”зӣё йҳІй”Ҳи–„иҶңгҖҒеЎ‘ж–ҷи–„иҶңгҖҒйҳІжҪ®зҺ»з’ғзәёгҖҒеЎ‘ж–ҷеӨҚеҗҲзәёгҖҒй“қз®”гҖҒй“қеЎ‘ж–ҷиҶңгҖҒй“қеЎ‘ж–ҷи–„иҶңзәё(еёғ)гҖҒжөёиғ¶еёғгҖҒеўһејәзәёгҖҒжІҘйқ’зәёгҖӮеӣҪйҷ…дёҠйҖҡз”Ёзҡ„йҳІй”ҲжІ№зӯүйҳІй”Ҳжқҗж–ҷзҡ„и§„ж јеҜ№з…§пјҢеҸҜжҹҘж—Ҙжң¬гҖҒзҫҺеӣҪгҖҒиӢұеӣҪJISK2246(1985)MIL-P-116J(1991),BS1133йҳІй”ҲеҢ…иЈ…ж–№жі•жҳҜж №жҚ®йҳІй”Ҳжқҗж–ҷдёҺиў«еҢ…иЈ…зү©зҡ„йҳІй”ҲжңҹиҰҒжұӮиҖҢжҸҗеҮәжқҘпјҢдё»иҰҒжңүпјҡ
(1)дёҖиҲ¬йҳІж№ҝйҳІж°ҙеҢ…иЈ…пјӣ
(2)йҳІй”ҲжІ№и„ӮеҢ…иЈ…пјҢеҢ…жӢ¬ж¶ӮиҰҶйҳІй”ҲжІ№и„Ӯ(ж¶ӮиҰҶзЎ¬иҶңйҳІй”ҲжІ№ж–ҷ)гҖҒж¶ӮиҰҶйҳІй”ҲжІ№и„ӮеҗҺз”ЁйҳІй”ҲзәёеҢ…иҰҶгҖҒж¶ӮйҳІй”ҲжІ№и„Ӯз”ЁеЎ‘ж–ҷиўӢеҢ…иЈ…гҖҒз”Ёй“қеЎ‘и–„иҶңеҢ…иЈ…пјӣ
(3)ж°”зӣёйҳІй”Ҳжқҗж–ҷеҢ…иЈ…пјҢдё»иҰҒеҲҶдёәж°”зӣёйҳІй”Ҳжқҗж–ҷеҢ…иЈ…гҖҒж°”зӣёйҳІй”ҲеҢ…иЈ…гҖҒж°”зӣёеЎ‘ж–ҷи–„иҶңеҢ…иЈ…пјӣ
(4)еҜҶе°Ғе®№еҷЁеҢ…иЈ…пјҢеҲҶдёәеҲҡжҖ§йҮ‘еұһе®№еҷЁеҜҶе°ҒеҢ…иЈ…гҖҒйқһйҮ‘еұһеҲҡжҖ§е®№еҷЁеҜҶе°ҒеҢ…иЈ…гҖҒеҲҡжҖ§е®№еҷЁдёӯйҳІй”ҲжІ№жөёжіЎеҢ…иЈ…гҖҒеҜҶе°Ғзі»з»ҹзҡ„йҳІй”ҲеҢ…иЈ…пјӣ
(5)еҸҜеүҘжҖ§еЎ‘ж–ҷеҢ…иЈ…пјҢеҸҲеҲҶдёәж¶ӮиҰҶзғӯжөёеһӢеҸҜеүҘжҖ§ж¶Ӯж–ҷе’Ңж¶ӮиҰҶжә¶еүӮеһӢеҸҜеүҘжҖ§ж¶Ӯж–ҷгҖҒиҙҙдҪ“еҢ…иЈ…гҖҒе……ж°®еҢ…иЈ…пјӣ
(6)е№ІзҮҘз©әж°”е°ҒеӯҳеҢ…иЈ…е’ҢеҲҡжҖ§е®№еҷЁе№ІзҮҘз©әж°”еҘ—е°ҒеҢ…иЈ…зӯүгҖӮ
иЎЁ 2В йҳІй”ҲеҢ…иЈ…зӯүзә§ж–№жі•е’Ңдё»иҰҒйҳІй”Ҳжқҗж–ҷжҠҖжңҜиҰҒжұӮ((GB/T4879-99)
йҳІй”ҲеҢ…иЈ…зӯүзә§ | 1зә§(3-5е№ҙ)гҖҒ2зә§(2-3е№ҙ)гҖҒ3зә§(2е№ҙеҶ…) | ||
йҳІй”Ҳж–№жі• | F1-йҳІй”ҲжІ№и„Ӯжөёж¶Ӯжі•гҖҒF2-йҳІй”ҲжІ№и„ӮеҲ·ж¶Ӯжі•гҖҒF3-йҳІй”ҲжІ№и„Ӯе……еЎ« жі•гҖҒ В F4-ж°”зӣёзј“йҮҠеүӮжі•гҖҒF5-ж°”зӣёйҳІй”Ҳзәёжі•гҖҒF6-ж°”зӣёйҳІй”ҲеЎ‘ ж–ҷи–„иҶңжі• | ||
йҳІй”ҲеҢ…иЈ…ж–№жі• | B1-дёҖиҲ¬йҳІж°ҙйҳІжҪ®еҢ…иЈ…гҖҒB2-йҳІй”ҲжІ№и„ӮеҢ…иЈ…гҖҒB3-ж°”зӣёйҳІй”Ҳжқҗж–ҷ еҢ…иЈ…гҖҒB4-еҜҶе°Ғж—ҘжңҹеҢ…иЈ…гҖҒB5-еҜҶе°Ғзі»з»ҹйҳІй”ҲеҢ…иЈ…гҖҒB6-еҸҜеүҘжҖ§ еЎ‘ж–ҷеҢ…иЈ…гҖҒB7-иҙҙдҪ“еҢ…иЈ…гҖҒB8-е……ж°®еҢ…иЈ…гҖҒB9-е№ІзҮҘз©әж°” е°ҒеӯҳеҢ…иЈ… | ||
еәҸеҸ· | йҳІй”ҲеҢ…иЈ…з”Ёжқҗж–ҷ | жҠҖжңҜж ҮеҮҶ | |
1 | йҳІй”ҲжІ№ | SH/T0095,SH0354,SH0367 | |
2 | ж°”зӣёйҳІй”Ҳзәё1еҸ·гҖҒ2еҸ· | CAYBS-1 | |
3 | ж°”зӣёйҳІй”ҲеЎ‘ж–ҷи–„иҶң | JB/T6067 | |
4 | зҹіиңЎзәё | QB963 | |
5 | еҶ…йҳІжҠӨеҢ…иЈ…жқҗж–ҷ | GB/T12339 | |
6 | иҒҡд№ҷзғҜи–„иҶң | GB4456 | |
7 | е№ІзҮҘеүӮ | GB/T5048 | |
8 | жңЁз®ұ | V5YJQ-3-1998 | |
9 | з“ҰжҘһзәёз®ұ | GB6543,GB/T16717 | |
иЎЁ 3В В В В В В ж—Ҙжң¬йҳІй”ҲеҢ…иЈ…ж–№жі•йҖҡеҲҷ(JIS Z0303-1985)
ж–№жі•з§Қзұ» | д»ЈеҸ· | зү№еҫҒ | |
еҹәжң¬ж–№жі• | еӯҗж–№жі• | ||
ж–№жі•A | A | дёҚйңҖиҰҒйҳІй”Ҳжқҗж–ҷеӨ„зҗҶпјҢдҪҶеә”з•ҷж„ҸеҶ…件й”ҲиҡҖзҡ„еҢ…иЈ…ж–№ жі• | |
ж–№жі•B | B | йҮҮз”ЁйҖӮз”Ёзҡ„иҖҗжІ№жҖ§йҳІй”Ҳжқҗж–ҷзҡ„еҢ…иЈ…ж–№жі• | |
ж–№жі•C | 1 | C1 | йҮ‘еұһиЎЁйқўзӣҙжҺҘж¶ӮеӨҚзғӯжөёеһӢеҸҜеүҘжҖ§еЎ‘ж–ҷзҡ„еҢ…иЈ…ж–№жі• |
2 | C2 | з”Ёй“қз®”еҢ…иЈ№йҮ‘еұһиЎЁйқўеҗҺж¶ӮеӨҚзғӯжөёеһӢеҸҜеүҘжҖ§еЎ‘ж–ҷзҡ„ еҢ…иЈ…ж–№жі• | |
3 | C3 | йҮ‘еұһиЎЁйқўзӣҙжҺҘж¶ӮеӨҚж¶ӮиЈ…еһӢеҸҜеүҘжҖ§еЎ‘ж–ҷзҡ„еҢ…иЈ…ж–№жі• | |
ж–№жі•D | 1~4 | D1~D 4 | йҮҮз”ЁйҖӮз”Ёзҡ„йҳІз»Јжқҗж–ҷпјҢж”ҫе…ҘжңүйҳІй”ҲгҖҒйҳІжё—гҖҒиҖҗжІ№гҖҒ йҳІж°ҙжқҗж–ҷеҶ…иЎ¬зҡ„е®№еҷЁеҶ…пјҢеЎ‘жіЎйҳІж°ҙеҢ…иЈ…ж–№жі•пјҢеӨ–еұӮ йҳІж°ҙеҢ…иЈ…ж–№жі• |
ж–№жі•E | 1~6 | E1~E 6 | йҮҮз”ЁйҖӮз”ЁйҳІз»Јжқҗж–ҷпјҢиҖҗжІ№йҳІжё—еҢ…иЈ…еҗҺпјҢйҮҮз”ЁжөёжіЎйҳІ й”ҲжІ№гҖҒж¶ӮиңЎгҖҒиңЎе°ҒпјҢиЈ…е…ҘеҲҡжҖ§йҮ‘еұһе®№еҷЁдёӯзҡ„йҳІж№ҝеҢ… иЈ…ж–№жі• |
ж–№жі•F | 1~4 | F1~F 4 | е°Ҷе№ІзҮҘеүӮж”ҫе…ҘйҳІж№ҝйҳІжё—жқҗж–ҷиўӢгҖҒеҲҡжҖ§йҮ‘еұһе®№еҷЁгҖҒеҲҡ жҖ§йқһйҮ‘еұһе®№еҷЁгҖҒй“қз®”еҲ¶иўӢгҖҒдёӯзҡ„еҜҶе°ҒйҳІж№ҝеҢ…иЈ…ж–№жі• |
дёҺд№Ӣзұ»дјјзҡ„е…¶д»–еӣҪ家ж ҮеҮҶжңүпјҡзҫҺеӣҪMIL-P-116J(1991),иӢұеӣҪBS1133
иЎЁ 4ж°ҙеҹәйҳІй”Ҳжқҗж–ҷ(GB7631.6)
дә§е“Ғд»ЈеҸ· | иҶңзү№жҖ§е’ҢзҠ¶жҖҒ | еә”з”ЁиҢғеӣҙ | жңәзҗҶиҜҙжҳҺ |
RB | е…·жңүи–„жІ№иҶңзҡ„ж°ҙзЁҖйҮҠ еһӢж¶ІдҪ“ | е·ҘеәҸй—ҙйҳІй”Ҳ | ж¶Ұж№ҝйҮ‘еұһиЎЁйқўпјҢеҪўжҲҗе®Ңж•ҙжІ№ иҶңпјҢд»Ҙе®һйҷ…жҡҙйңІиҜ•йӘҢдёәдё»иҜ„ е®ҡ |
RH | е…·жңүиңЎиҮіиңЎзҠ¶иҶңзҡ„ж°ҙ зЁҖйҮҠеһӢж¶ІдҪ“ | еә“жҲҝеҶ…жҲҗе“ҒйҳІ й”Ҳ | ж¶Ұж№ҝйҮ‘еұһиЎЁйқўпјҢеҪўжҲҗе®Ңж•ҙиңЎ иҶңпјҢеҸҜеә”з”Ёж№ҝзғӯ\зӣҗйӣҫиҜ•йӘҢиҜ„ е®ҡ |
RP | е…·жңүеҸҜеүҘжҖ§иҶңзҡ„жә¶еүӮ жҲ–ж°ҙзЁҖйҮҠеһӢж¶ІдҪ“ | йҳІжӯўй“қжқҝ\дёҚй”Ҳ й’ўжқҝж“ҰдјӨ | еҸҜеүҘжҖ§еЎ‘ж–ҷ |
RM | е…·жңүиңЎиҮіе№ІиҶңзҡ„жә¶еүӮ жҲ–ж°ҙзЁҖйҮҠеһӢж¶ІдҪ“ | жұҪиҪҰиҪҰиә«жјҶйқў дҝқжҠӨ | еӨҡйҖүз”Ёж ‘и„ӮдёәжҲҗиҶңжқҗж–ҷпјҢеҰӮ дёҷзғҜй…ёзұ»еҚ•дҪ“з»Ҹд№іеҢ–еҲҶж•Ј еҗҺиҒҡеҗҲзҡ„ж°ҙ\д№ізҠ¶ |
иЎЁ 5В В В В В еҸҜеүҘжҖ§еЎ‘ж–ҷзү№зӮ№дёҺз”ЁйҖ”
еҗҚз§° | зү№зӮ№дёҺз”ЁйҖ” |
зғӯжөё(зғӯзҶ”)еһӢ еҸҜеүҘжҖ§еЎ‘ж–ҷ | иүҜеҘҪеұҸи”ҪдҪңз”ЁпјҢжңүйҳІй”Ҳж¶Іжё—еҮәпјҢжңәжў°ејәеәҰй«ҳжңүзј“еҶІдҪңз”ЁпјҢиҶң еұӮйҖҸжҳҺзҫҺи§Ӯж— жҜ’пјҢжҳ“еүҘзҰ»еҸҜеӣһ收пјҢдҪңдёҡж–№дҫҝз®ҖеҚ• жҲҗжң¬иҫғй«ҳпјҢй«ҳжё©жқЎд»¶дёӢдёҚиғҪдҪҝз”Ё |
ж¶ӮиЈ…(жә¶еүӮ)еһӢ еҸҜеүҘжҖ§еЎ‘ж–ҷ | еёёжё©дёӢж¶ӮеӨҚгҖҒе–·гҖҒеҲ·гҖҒж·ӢгҖҒжөёзҡҶеҸҜпјҢеҸҜеҶ·ж¶ӮпјҢж–Ҫе·Ҙж–№дҫҝпјҢ жҲҗиҶңиҝҮзЁӢдёӯжңүжә¶еүӮжҢҘеҸ‘пјҢжңүдёҖе®ҡжұЎжҹ“ иҶңеұӮжҹ”йҹ§гҖҒиҫғеҺҡпјҢдҪҶй•ҝжңҹдҪҝз”Ёжҳ“еҸҳи„ҶпјҢйҳІй”ҲжҖ§иғҪдёҚеҰӮзғӯзҶ”еһӢ зҡ„еҘҪ йҖӮеҗҲдәҺе·Ҙ件зҡ„зҹӯжңҹеӮЁеӯҳйҳІй”ҲпјҢжҲ–й«ҳзІҫеәҰе·Ҙ件зҡ„й•ҝжңҹе°Ғеӯҳ |
еңЁйҖүжӢ©йҳІй”ҲеҢ…иЈ…ж—¶пјҢиҰҒжҠҠеҢ…иЈ…еҜ№иұЎеҲ¶е“Ғзҡ„з§Қзұ»еҸҠзү№жҖ§пјҢйҳІй”ҲжңҹйҷҗпјҢз”ҹдә§ең°зӮ№гҖҒ иҝҗйҖҒи·ҜзәҝгҖҒеҸ‘йҖҒең°зҡ„жё©ж№ҝеәҰе’Ңз©әж°”жұЎжҹ“зЁӢеәҰзӯүеӮЁиҝҗзҺҜеўғпјҢиҝҗйҖҒиҝҮзЁӢдёӯзҡ„жҗ¬иҝҗзҠ¶еҶө д»ҘеҸҠеҢ…иЈ…жқҗж–ҷиҙ№з”ЁгҖҒж“ҚдҪңиҙ№з”Ёе’Ңж—¶й—ҙзӯүз»ҸжөҺжҖ§йғҪз»јеҗҲжҖ§ең°иҝӣиЎҢиҖғиҷ‘гҖӮе…¶дёӯжңҖйҮҚиҰҒзҡ„жҳҜйҳІй”ҲжңҹйҷҗгҖӮжңҖеҗҺпјҢйҖүжӢ©еҗҲзҗҶзҡ„йҳІй”Ҳж–№жі•гҖӮ
(еӣӣ) ж°”зӣёйҳІй”ҲеҢ…иЈ…жҠҖжңҜ
1. ж°” зӣё йҳІ й”Ҳ жқҗ ж–ҷ ( V C I )VCI(VolatileВ Corrosion Inhibit or),
е®ғжҳҜз»Ҹзү№ж®Ҡй…Қж–ҷеҗҲжҲҗзҡ„дёҖз§ҚжҢҘеҸ‘жҖ§и…җиҡҖжҠ‘еҲ¶еүӮгҖӮйҳІй”ҲзІ’еӯҗж°”еҢ–жҲҗж°”дҪ“пјҢеңЁйҮ‘еұһиЎЁйқўеҪўжҲҗдҝқжҠӨиҶңпјҢеҲҮж–ӯйҮ‘еұһзҰ»еӯҗдёҺж°ҙгҖҒж°§ж°”жҺҘи§Ұзҡ„еҸҜиғҪжҖ§пјҢд»ҺиҖҢиҫҫеҲ°йҳІй”Ҳж•ҲжһңгҖӮ
2. ж°”зӣёйҳІй”ҲеҺҹзҗҶ
еңЁеёёжё©дёӢпјҢVCIеҲҶеӯҗе…·жңүжҜ”з©әж°”й«ҳзҡ„ж°”еҢ–жҖ§еҺӢеҠӣпјҢ并йҮҠж”ҫеҲҶеӯҗиҝӣе…Ҙе°Ғй—ӯзҡ„ еҢ…иЈ…з©әй—ҙпјҢе’ҢжүҖеҢ…иЈ…дҝқжҠӨзҡ„йҮ‘еұһиЎЁйқўжҺҘи§ҰеҗҺпјҢVCIеҲҶеӯҗеҚіжө“缩并被зҺ°еӯҳзҡ„ж№ҝж°” еҲҶи§ЈпјҢеҪўжҲҗиҮӘз”ұдҝқжҠӨзҰ»еӯҗжә¶е…Ҙз”өи§ЈиҙЁгҖӮз”өи§ЈиҙЁдёӯзҰ»еӯҗеҗҢVCIзҰ»еӯҗеҸ‘з”ҹеҸҚеә”пјҢеҸ– д»ЈйҮ‘еұһеҲҶеӯҗйҷ„зқҖеңЁйҮ‘еұһиЎЁйқўпјҢжҠ‘еҲ¶йҮ‘еұһи…җиҡҖзҡ„з”өеҢ–еӯҰеҸҚеә”еҸ‘з”ҹгҖӮVCIеҲҶеӯҗж…ўж…ўең°жҢҘеҸ‘пјҢдҪҝеҢ…иЈ…з©әй—ҙеҶ…е§Ӣз»ҲдҝқжҢҒвҖңйҘұе’ҢвҖқзҠ¶жҖҒпјҢд»ҺиҖҢиҫҫеҲ°й•ҝжңҹзЁіе®ҡзҡ„йҳІй”Ҳж•ҲжһңгҖӮ
3. ж°”зӣёзј“иҡҖеҢ…иЈ…жқҗж–ҷзҡ„зј“иҡҖжңәзҗҶ
ж°”зӣёзј“иҡҖеҢ…иЈ…жқҗж–ҷеңЁе°ҒеӯҳеҗҺпјҢеңЁеёёжё©дёӢиҮӘеҠЁеҗ‘иў«еҢ…иЈ…зҡ„з©әй—ҙеҶ…жҢҘеҸ‘дёҖз§ҚжҲ–еӨҡ з§Қзј“иҡҖеүӮзү©иҙЁпјҢжҢҘеҸ‘еҗҺеҗёйҷ„еҲ°йҮ‘еұһиЎЁйқўпјҢдҪҝйҮ‘еұһиЎЁйқўй’қеҢ–жҲ–дҪҝжҙ»жҖ§зӮ№еӨұжҙ»пјҢе®һзҺ°еҜ№йҮ‘еұһзҡ„йҳІй”ҲгҖӮе…¶зј“иҡҖжңәзҗҶжңүдёӢйқўдёүз§Қжғ…еҶөпјҡ
(1)еҗёйҷ„зј“иҡҖжңәзҗҶ
зұ»дјјдәҺеҢ–еӯҰеҗёйҷ„жҲ–зү©зҗҶеҗёйҷ„жңәзҗҶпјҢеӣ дёәзј“иҡҖеүӮзҡ„еҲҶеӯҗз»“жһ„е’ҢиЎЁйқўжҙ»жҖ§еүӮзӣё дјјпјҢжҳҜз”ұжһҒжҖ§еҹә(еҗ«еј§з”өеӯҗеҜ№зҡ„NгҖҒOгҖҒSгҖҒPзӯүеҺҹеӯҗ)е’ҢйқһжһҒжҖ§зҡ„з–Ҹж°ҙеҹә(зғғеҹәзӯү) дёӨйғЁеҲҶз»„жҲҗпјҢе…¶зј“иҡҖжңәзҗҶжҳҜз”ұдәҺз”өеӯҗз»ҷдәҲдҪ“зҡ„жһҒжҖ§еҹәе’ҢйҮ‘еұһиЎЁеұӮй…ҚдҪҚпјҢеҪўжҲҗеҢ–еӯҰ жҲ–зү©зҗҶеҗёйҷ„пјҢдҪҝйҮ‘еұһиЎЁеұӮз”ҹжҲҗеҸҢз”өеұӮз»“жһ„пјҢиҖҢйқһжһҒжҖ§еҹәеҲҷдҪңе®ҡеҗ‘жҺ’еҲ—пјҢеҪўжҲҗз–Ҹж°ҙ еұӮпјҢд»ҺиҖҢдҪҝHвӮӮO+зҰ»еӯҗйҡҫд»ҘжҺҘиҝ‘йҮ‘еұһпјҢи…җиҡҖеҸҚеә”еҸ—еҲ°жҠ‘еҲ¶гҖӮеӣҫ20-1иЎЁзӨәзғ·еҹәеңЁи…җиҡҖд»ӢиҙЁдёӯиў«еҗёйҷ„дәҺйҮ‘еұһиЎЁйқўзҡ„жғ…еҶөгҖӮ
йқһжһҒжҖ§еҹә(CHal)
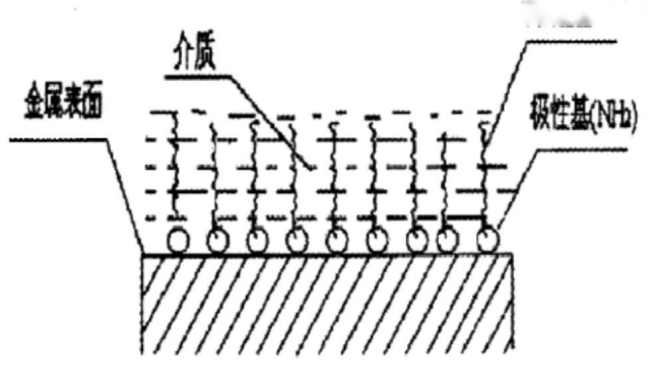
еӣҫ 1 зј“иҡҖеүӮеҲҶеӯҗиў«еҗёйҷ„еңЁйҮ‘еұһиЎЁйқў
(2)жҲҗиҶңзј“иҡҖжңәзҗҶ
зј“иҡҖеүӮеҲҶеӯҗеңЁи…җиҡҖжҖ§д»ӢиҙЁдёӯиғҪе’ҢйҮ‘еұһжҲ–е…¶зҰ»еӯҗзӣёдә’дҪңз”ЁпјҢз”ҹжҲҗдёҚжә¶жҲ–йҡҫжә¶зҡ„еҢ–еҗҲзү©иҶңпјҢдҝқжҠӨйҮ‘еұһе…ҚйҒӯи…җиҡҖд»ӢиҙЁзҡ„дҪңз”ЁгҖӮ
(3)йҳ»ж»һз”өжһҒиҝҮзЁӢзј“иҡҖжңәзҗҶиҝҷжҳҜд»Һз”өеҢ–еӯҰи…җиҡҖзҡ„и§ӮзӮ№еҮәеҸ‘пјҢзј“иҡҖеүӮеңЁи…җиҡҖз”өжұ дёӯйҳ»ж»һйҳіжһҒжҲ–йҳҙжһҒиҝҮзЁӢ(жҲ–жҳҜеҗҢж—¶йҳ»ж»һдёӨдёӘиҝҮзЁӢ)зҡ„иҝӣиЎҢд»ҺиҖҢеҮҸзј“йҮ‘еұһи…җиҡҖгҖӮзј“иҡҖеүӮиҝӣе…ҘеҲ°д»ӢиҙЁдёӯпјҢеҜ№з”өжһҒиҝҮзЁӢзҡ„еҪұе“ҚпјҢеҸҜиғҪеҮәзҺ°дёүз§ҚжһҒеҢ–жӣІзәҝгҖӮеҰӮеӣҫ20-2 (a)(b)е’Ң(c)жүҖзӨәгҖӮд»ҺеӣҫдёҠеҸҜд»ҘзңӢеҮәпјҢжңӘеҠ е…Ҙзј“иҡҖеүӮж—¶пјҢйҳіжһҒе’ҢйҳҙжһҒзҡ„жһҒеҢ–жӣІзәҝзӣёдәӨдәҺSoзӮ№пјҢи…җиҡҖз”өжөҒдёәIгҖӮеҪ“еҠ е…Ҙзј“иҡҖеүӮеҗҺпјҢйҳіжһҒгҖҒйҳҙжһҒжһҒеҢ–жӣІзәҝзӣёдәӨдәҺSзӮ№пјҢи…җиҡҖз”өжөҒдёәIгҖӮIжҜ”Ioе°Ҹеҫ—еӨҡпјҢиҝҷжҳҜз”ұдәҺзј“иҡҖеүӮзҡ„еҠ е…Ҙеј•иө·з”өжһҒиҝҮзЁӢзҡ„еҸҳеҢ–пјҢдҪҝеҫ—йҮ‘еұһеңЁи…җиҡҖд»ӢиҙЁдёӯзҡ„и…җиҡҖйҖҹеәҰеӨ§еӨ§йҷҚдҪҺгҖӮ
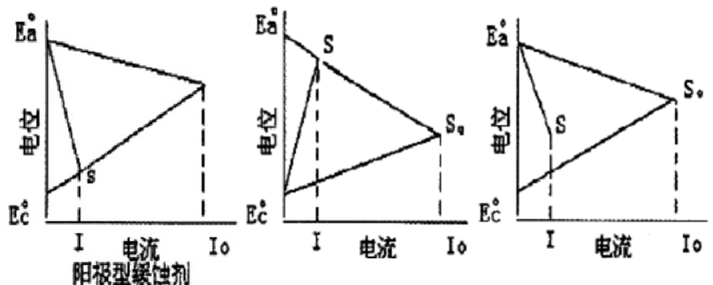
ж··еҗҲеһӢзј“иҡҖеүӮC
йҳҙжһҒеһӢиҫғдҪҝеүӮb
еӣҫ2зј“иҡҖеүӮеҜ№з”өжһҒиҝҮзЁӢйҳ»ж»һзҡ„жһҒеҢ–жӣІзәҝ
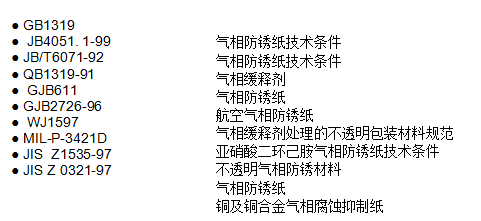
4гҖҒж°”зӣёйҳІй”Ҳзәёж ҮеҮҶ
еңЁйҮ‘еұһйҳІй”ҲиҡҖдҝқжҠӨдёӯпјҢйҮҮз”ЁжІ№еҹәйҳІй”Ҳжқҗж–ҷгҖҒж°ҙеҹәйҳІй”Ҳжқҗж–ҷе’Ңж°”зӣёйҳІй”Ҳжқҗж–ҷжҳҜжңҖеёёз”Ёзҡ„ж–№жі•гҖӮж°”зӣёзј“йҮҠеүӮжҳҜж°”зӣёйҳІй”Ҳжқҗж–ҷзҡ„дё»дҪ“гҖӮ
дё“й—ЁжңҜиҜӯпјҡVCI( Vapor Corrosion Inhibiter);VRI(Vapor Rust Inhibiter);В В VPI(Vapor В Phase В Inhibiter);VPIP(Vapor В Phase В Inhibiter В Paper);VCIF(Vapor Corrosion Inhibiter Film)гҖӮ
ж ҮеҮҶж–Ү件пјҡ
(дә”)йҳІй”ҲеҢ…иЈ…ж–№жі•йҖүжӢ©еҺҹеҲҷдёҺж“ҚдҪңиҰҒжұӮзҺ°иЎҢзҡ„еҮ з§ҚйҳІй”ҲеҢ…иЈ…ж–№жі•зҡ„жҜ”иҫғи§ҒиЎЁ6
В иЎЁ 6еёёз”ЁйҳІй”ҲеҢ…иЈ…ж–№жі•жҜ”иҫғ
ж–№жі• | дјҳ зӮ№ | зјә зӮ№ |
йҳІй”Ҳж¶І йҳІй”ҲжІ№ | дҪҝйҮ‘еұһиЎЁйқўдёҺеј•иө·еӨ§ж°”й”ҲиҡҖзҡ„еҗ„з§Қеӣ зҙ В йҡ”з»қ(еҚіе°ҶйҮ‘еұһиЎЁйқўдҝқжҠӨиө·жқҘ),иҫҫеҲ°йҳІ В жӯўйҮ‘еұһеӨ§ж°”й”ҲиҡҖзҡ„зӣ®зҡ„гҖӮжІ№(ж¶І)еұӮжңү В В дёҖе®ҡеҺҡеәҰпјҢжІ№еұӮзҡ„иҝһз»ӯжҖ§еҘҪпјҢж¶ӮеұӮе®Ңж•ҙгҖӮдёҚеҗҢзұ»еһӢйҳІй”ҲжІ№еҸҜйҮҮз”ЁдёҚеҗҢзҡ„ж–№жі•иҝӣиЎҢ ж¶Ӯ еӨҚ | йңҖиҝҪеҠ йўқеӨ–зҡ„еӨ„зҗҶе·Ҙ еәҸпјҢ并иҝӣиЎҢжё…жҙ—гҖӮ еҜ№ж©Ўиғ¶гҖҒиҒҡд№ҷзғҜзӯүдә§е“Ғ жңүеҪұе“ҚгҖӮ еј•иө·дёҘйҮҚзҺҜеўғжұЎжҹ“гҖӮ еўһеҠ и®ҫеӨҮиҙ№з”ЁгҖӮ жё©еәҰеҸҠеӨ–йғЁжқЎд»¶дјҡдҪҝйҳІ й”Ҳж•ҲжһңеӨ§еҸ—еҪұе“ҚгҖӮ |
зңҹз©әеҶІж°®ж°” еҢ…иЈ… | е…·жңүжһҒдҪійҳІй”Ҳж•ҲжһңпјҢдёҚйңҖжё…жҙ— йқһйҮ‘еұһдә§е“Ғд№ҹеҸҜдҪҝз”Ё | йңҖиҰҒжңүжҳӮиҙөзҡ„еҢ…иЈ…и®ҫ еӨҮ гҖӮ жҗ¬иҝҗж—¶дјҡеҸ—еҲ°з ҙжҚҹгҖӮ еҜ№еӨ§дҪ“з§Ҝдә§е“Ғж— жі•дҪҝ з”Ё гҖӮ еҢ…иЈ…жҲҗжң¬й«ҳгҖӮ йңҖиҰҒиҫғй«ҳеҢ…иЈ…жҠҖжңҜгҖӮ |
ж°”зӣёйҳІй”ҲеҢ… иЈ… | еҸҜжё—йҖҸеҲ°йҳІй”ҲжІ№ж— жі•жё—йҖҸзҡ„и§’иҗҪгҖӮ дә§е“Ғз§Қзұ»еӨҡж ·пјҢжҳ“дәҺеҢ…иЈ…гҖҒиҝҗиҫ“гҖҒеӮЁеӯҳгҖӮ еӨ„зҗҶз®ҖдҫҝпјҢдёҚйңҖжөёжіЎеҸҠжё…жҙ—еӨ„зҗҶпјҢеҸҜиҠӮ зәҰиҙ№з”ЁйҷҚдҪҺеҠіеҠЁејәеәҰгҖӮ еҮҸе°‘еҢ…иЈ…жқҗж–ҷз§Қзұ»пјӣеҢ…иЈ…жқҗж–ҷеҸҜеҶҚеҲ©з”ЁгҖӮ ејҖз®ұжЈҖйӘҢеҗҺпјҢз”Ёиғ¶еёҰе°ҒеҗҲйҳІй”ҲпјҢд»ҚиғҪиҫҫ еҲ°йў„жңҹзҡ„ж•ҲжһңгҖӮ | ж №жҚ®йҳІй”ҲеҜ№иұЎдёҚеҗҢпјҢйҖү жӢ©еҗҲйҖӮзҡ„йҳІй”Ҳдә§е“ҒгҖӮ йңҖиҰҒеҜҶй—ӯеҢ…иЈ…гҖӮ |
йҳІжҠӨеҢ…иЈ…ж–№жі•зҡ„йҖүжӢ©вҖ”вҖ”еә”жҢүйӣ¶д»¶е’ҢжҖ»жҲҗ件зҡ„жқҗиҙЁгҖҒеҪўзҠ¶гҖҒеӨ§е°ҸпјҢеӮЁеӯҳе’Ңиҝҗиҫ“зҺҜеўғжқЎд»¶пјҢд»ҘеҸҠйҳІй”Ҳзӯүзә§гҖҒйҳІй”Ҳжқҗж–ҷзҡ„жҖ§иғҪпјҢеҢ…иЈ…е®№еҷЁжүҝеҸ—иҪҪиҚ·иғҪеҠӣзӯүеӣ зҙ еҶіе®ҡгҖӮ
1. еҪўзҠ¶еӨҚжқӮзҡ„йӣ¶д»¶дёҖиҲ¬дёҚйҮҮз”ЁеёҰжңүжә¶еүӮзҡ„йҳІй”Ҳжқҗж–ҷпјҢиҖҢйҮҮз”Ёж°”зӣёйҳІй”Ҳе·ҘиүәгҖӮ
2. з»„еҗҲйғЁд»¶йҮҮз”Ёж°”зӣёйҳІй”ҲеҢ…иЈ…е’ҢзҺҜеўғе°Ғеӯҳе·ҘиүәгҖӮ
3. йӣ¶д»¶йҮҚйҮҸе°ҸдәҺ50kgд»ҘдёӢж—¶пјҢйҮҮз”Ёз“ҰжҘһзәёз®ұжҲ–жЎҶжһ¶жңЁз®ұгҖӮ
4. йҳІй”Ҳжқҗж–ҷдёҺиҰҒдҝқжҠӨйҮ‘еұһзӣёйҖӮеә”пјҢеҰӮеёҰдәҡзЎқй…ёй’ йҳІй”Ҳж°ҙзҡ„еүҚеӨ„зҗҶж¶ІпјҢеҜ№й»‘ иүІйҮ‘еұһжҳҜжңүж•Ҳзҡ„йҳІй”Ҳжқҗж–ҷпјҢдҪҶеҜ№жҙ»еЎһгҖҒеҲ№иҪҰйҳҖгҖҒеёҰй“ңеҘ—зҡ„иҝһжқҶзӯүжңүи…җиҡҖдҪңз”ЁгҖӮ2 еҸ·ж°”зӣёйҳІй”ҲзәёдёҚиғҪз”ЁдәҺй“қжҙ»еЎһзҡ„йҳІй”ҲпјҢ1еҸ·ж°”зӣёйҳІй”ҲзәёдёҚиғҪз”ЁдәҺеёҰй“ңеҘ—зҡ„иҝһжқҶеҸҠжңүй•Җй”ҢеұӮйӣ¶д»¶зҡ„йҳІй”ҲеҢ…иЈ…гҖӮ
йҳІй”ҲеҢ…иЈ…ж“ҚдҪңиҰҒжұӮвҖ”вҖ”
1. зЎ®е®ҡйҳІй”ҲеҢ…иЈ…зӯүзә§еҗҺпјҢжҢүйҳІй”ҲеҢ…иЈ…ж ҮеҮҶGB/T4879-1999еҲҶдёәжё…жҙ—й’қеҢ–гҖҒе№ІзҮҘгҖҒйҳІй”ҲгҖҒеҶ…еҢ…иЈ…зӯүеӣӣдёӘжӯҘйӘӨиҝӣиЎҢйҳІй”ҲеҢ…иЈ…ж“ҚдҪңгҖӮ
2. иҝҗеҫҖйҳІй”Ҳз«ҷзҡ„йӣ¶йғЁд»¶е’ҢжҖ»жҲҗеә”жңүдё“з”Ёиҝҗиҫ“е·ҘдҪҚеҷЁе…·пјҢйҳІжӯўиҝҗиҫ“иҝҮзЁӢдёӯзҡ„ ж“Ұзў°пјҢиҰҒжңүйҳІйӣЁгҖҒйӣӘгҖҒе°ҳзҡ„жҺӘж–ҪпјҢиЎЁйқўж— й”ҲиҡҖгҖҒжҜӣеҲәгҖҒзў°дјӨпјҢж•ҙдёӘйҳІй”ҲеҢ…иЈ…дҪңдёҡдҝқиҜҒиҝһз»ӯдёҚдёӯж–ӯең°иҝӣиЎҢпјҢеә”еңЁ48е°Ҹж—¶еҶ…еҢ…иЈ…е®ҢжҜ•гҖӮ
3. дёҘж јжҺ§еҲ¶жё…жҙ—ж¶ІгҖҒй’қеҢ–ж¶Іеҗ«йҮҸдёҺжё©еәҰпјҢжҜҸеӨ©жЈҖжҹҘдёҖж¬ЎпјҢжё…жҙ—ж§ҪжҜҸйҡ”дёӨе‘Ё жё…зҗҶдёҖж¬ЎпјҢй’қеҢ–ж§ҪжҜҸжңҲжё…зҗҶдёҖж¬ЎгҖӮзЎ®дҝқе·Ҙ件з»Ҹжё…жҙ—гҖҒе№ІзҮҘеҗҺиЎЁйқўж— жІ№жұЎгҖҒжұ—иҝ№гҖҒж°ҙз—•гҖӮ
4. йҳІй”ҲеҢ…иЈ…ж“ҚдҪңпјҢеә”еңЁе№ІзҮҘгҖҒжё…жҙҒгҖҒжё©е·®еҸҳеҢ–е°Ҹзҡ„зҺҜеўғдёӯиҝӣиЎҢгҖӮж“ҚдҪңиҖ…еҝ…дёүйЎ»еёҰжүӢеҘ—гҖҒеҸЈзҪ©пјҢйҒҝе…ҚжүӢжұ—зӯүжңүжңәжұЎжҹ“зү©жұЎжҹ“е·Ҙ件гҖӮ
5. йҮ‘еұһ组件зҡ„жҖ»жҲҗпјҢйҮҮз”Ёй»‘иүІйҮ‘еұһж°”зӣёйҳІй”Ҳзәёж—¶пјҢе…ҲиҰҒжҠҠжңүиүІйҮ‘еұһйғЁдҪҚж¶Ӯ ж•·йҳІй”ҲжІ№пјҢеҶҚеҢ…иЈ…гҖӮе·Іж¶Ӯж•·дәҶйҳІй”ҲеүӮзҡ„йӣ¶д»¶е’ҢжҖ»жҲҗеӨ–йқўпјҢеҰӮиҝҳйңҖиҰҒеҢ…иЈ№еҶ…еҢ…иЈ…жқҗж–ҷжҲ–з®ұеҶ…еЎ«е……зү©пјҢеә”дҪҝз”ЁдёӯжҖ§гҖҒе№ІзҮҘгҖҒжё…жҙҒзҡ„еҢ…иЈ…еҶ…е……жқҗж–ҷгҖӮ
6. з®ұзӣ–еӨ„дҪҝз”ЁйҳІй”ҲзәёжҲ–еЎ‘ж–ҷиҶңпјҢеҝ…йЎ»дёәж•ҙеј пјҢе°Ғз®ұж—¶дёҘеҜҶзҙ§жүЈгҖӮжңЁз®ұй’үеҗҲ е°Ғй—ӯж—¶пјҢеҶ…йғЁйӣ¶д»¶дёҚеҫ—жңү移дҪҚжқҫеҠЁпјҢй’үе°–дёҚиғҪйңІеҮәдәҺз®ұжқҝиЎЁйқўпјҢд»Ҙе…Қзў°з ҙйҳІй”ҲеҢ…иЈ…жқҗж–ҷдёҺйғЁд»¶гҖӮ
гҖ–зәёжөҶжЁЎеЎ‘гҖ—вҖңжҲ‘зҡ„е№ІеҺӢзәёжөҶжЁЎеЎ‘дә§е“ҒиЎЁйқўдёәд»Җд№ҲиЎЁйқўзІ—зіҷпјҹвҖқ
гҖ–зәёжөҶжЁЎеЎ‘гҖ—UniCupе’–е•ЎеӨ–еёҰжқҜзӣ–пјҢе®һз”ЁеҸҲзҺҜдҝқ
гҖ–з”өеҷЁеҢ…иЈ…гҖ—д»ҺзәёжөҶжЁЎеЎ‘и§’еәҰдәҶ解家з”өеҢ…иЈ…
гҖ–иҖіжңәеҢ…иЈ…гҖ— иҖіжңәеҢ…иЈ…ејҖз®ұеҲҶдә«пјҲApple&SONYпјү
*жң¬ж–ҮжқҘиҮӘзҪ‘з»ңе…¬ејҖиө„ж–ҷ*
- жң¬е…¬дј—еҸ·еҲҶдә«дјҳз§ҖеҢ…иЈ…з»“жһ„и®ҫи®ЎжЎҲдҫӢВ -