




и„ұзЎ«еЎ”иө·жіЎ пјҢжүҫиӢҸе·һдёңеһЈзҺҜдҝқпјҢжҠҖжңҜдәәе‘ҳдёҖеҜ№дёҖжҢҮеҜјгҖӮ
дё“дёҡй«ҳж•Ҳж¶ҲжіЎеүӮ е’ЁиҜўВ 13106274959
д»Җд№ҲжҳҜжұҪиҡҖпјҹ
жіөдёӯзҡ„ж¶ІдҪ“еұҖйғЁеҺӢеҠӣдёӢйҷҚеҲ°дёҙз•ҢеҺӢеҠӣж—¶пјҢж¶ІдҪ“дёӯдҫҝдјҡдә§з”ҹж°”жіЎгҖӮжұҪиҡҖжҳҜж°”жіЎиҒҡйӣҶгҖҒиҝҗеҠЁгҖҒеҲҶиЈӮгҖҒж¶ҲзҒӯзҡ„е…ЁиҝҮзЁӢгҖӮдёҙз•ҢеҺӢеҠӣдёҖиҲ¬жҺҘиҝ‘жұҪеҢ–еҺӢеҠӣгҖӮ
зҰ»еҝғжіөжұҪиҡҖв–ј
жұҪиҡҖжҳҜжҖҺд№Ҳдә§з”ҹзҡ„пјҹ
з®ҖеҚ•зҡ„иҜҙе°ұжҳҜжіөеҶ…еңЁжҹҗеӨ„зҡ„еҺӢеҠӣйҷҚеҲ°дҪҺдәҺиҜҘжё©еәҰдёӢзҡ„йҘұе’Ңи’ёжұҪеҺӢеҠӣпјҢеҲҷиҜҘж¶ІдҪ“дёӯе°ұжңүж°”жіЎдә§з”ҹпјҢеҗҢж—¶жә¶и§ЈдәҺж°ҙдёӯзҡ„ж°”дҪ“д№ҹдјҡжһҗеҮәпјҢжӯӨж—¶еҲҶзҰ»еҮәжқҘзҡ„и’ёжұҪдёҺж°”дҪ“зҡ„ж°”жіЎпјҢиў«жөҒеҠЁзҡ„ж¶ІдҪ“йҖҒеҲ°й«ҳеҺӢеҢәпјҢеңЁиҜҘеӨ„иҝ…йҖҹз ҙзҒӯпјҲжӯӨ时延з»ӯзҡ„ж—¶й—ҙTвүӨ0.001sпјүпјҢеҗҢж—¶дјҙйҡҸжңүеҺӢеҠӣиҝҮеәҰеҚҮй«ҳпјҢд»ҺиҖҢдҪҝиҝҷдёҖиҝҮзЁӢе…·жңүз ҙзҒӯзҡ„дёҖеҲҮзү№еҫҒпјҢиҝҷж ·дә§з”ҹзҡ„еҶІеҮ»зҺ°иұЎеҫҲеҝ«дҫқж¬Ўдј ејҖпјҢд»ҺиҖҢдҪҝзҙ§йқ иў«дҫөиҡҖиЎЁйқўзҡ„жұҪжіЎпјҢд»ҘеҸҠеңЁеӯ”з©ҙпјҲеҫ®еӯ”пјҢж–ӯеҸЈпјҢиЈӮзә№зӯүпјүдёӯзҡ„ж°”жіЎйғҪеҸ‘з”ҹз ҙзҒӯпјҢиҝҷж ·ејәеәҰиҫғдҪҺзҡ„ең°ж–№е°ұдјҡдә§з”ҹиЈӮзә№гҖӮз”ұж°”жіЎз ҙзҒӯиҖҢйҖ жҲҗзҡ„еҜ№иЎЁйқўзҡ„иҪ°еҮ»пјҢдҪҝзҙ§йқ жұҪиҡҖеҢәзҡ„жқҗж–ҷеұӮдә§з”ҹжҢҜеҠЁпјҢз”ҡиҮіжҚҹеқҸгҖӮ
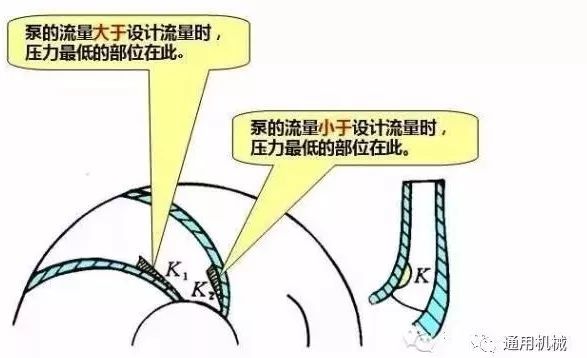
жұҪиҡҖдә§з”ҹйғЁдҪҚ
еҪ“жіөзҡ„жөҒйҮҸеӨ§дәҺи®ҫи®ЎжөҒйҮҸж—¶пјҢж¶ІдҪ“ж’һеҮ»еҸ¶зүҮиғҢйқўпјҢжңҖдҪҺеҺӢеҠӣйғЁдҪҚеңЁеҸ¶зүҮиҝӣеҸЈйқ иҝ‘еүҚзӣ–жқҝзҡ„еҸ¶зүҮжӯЈйқўдёҠгҖӮ
еҪ“жіөзҡ„жөҒйҮҸе°ҸдәҺи®ҫи®ЎжөҒйҮҸж—¶пјҢж¶ІдҪ“еңЁиҝӣеҸЈж’һеҮ»еҸ¶зүҮжӯЈйқўпјҢжңҖдҪҺеҺӢеҠӣеңЁеҸ¶зүҮиҝӣеҸЈеӨ„йқ иҝ‘еүҚзӣ–жқҝзҡ„еҸ¶зүҮиғҢйқўгҖӮ
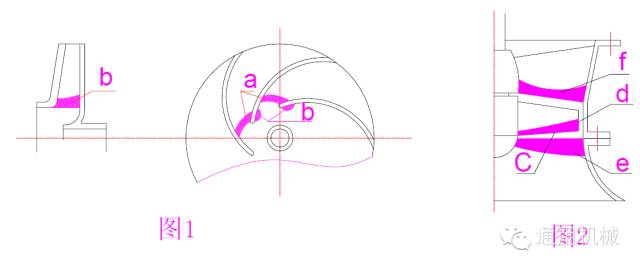
зҰ»еҝғжіөжңҖжҳ“еҸ‘з”ҹжұҪиҡҖзҡ„йғЁдҪҚ
a.еҸ¶иҪ®жӣІзҺҮжңҖеӨ§зҡ„еүҚзӣ–жқҝеӨ„пјҢйқ иҝ‘еҸ¶зүҮиҝӣеҸЈиҫ№зјҳзҡ„дҪҺеҺӢдҫ§пјӣ
b.еҺӢеҮәе®Өдёӯиң—еЈійҡ”иҲҢе’ҢеҜјеҸ¶зҡ„йқ иҝ‘иҝӣеҸЈиҫ№зјҳдҪҺеҺӢдҫ§пјӣ
c.ж— еүҚзӣ–жқҝзҡ„й«ҳжҜ”иҪ¬ж•°еҸ¶иҪ®зҡ„еҸ¶жўўеӨ–еңҶдёҺеЈідҪ“д№Ӣй—ҙзҡ„еҜҶе°Ғй—ҙйҡҷд»ҘеҸҠеҸ¶жўўзҡ„дҪҺеҺӢдҫ§пјӣ
d.еӨҡзә§жіөдёӯ第дёҖзә§еҸ¶иҪ®гҖӮ



д»Җд№ҲеҸ«жұҪиҡҖдҪҷйҮҸпјҹд»Җд№ҲеҸ«еҗёзЁӢпјҹ
жіөеңЁе·ҘдҪңж—¶ж¶ІдҪ“еңЁеҸ¶иҪ®зҡ„иҝӣеҸЈеӨ„еӣ дёҖе®ҡзңҹз©әеҺӢеҠӣдёӢдјҡдә§з”ҹжұҪдҪ“пјҢжұҪеҢ–зҡ„ж°”жіЎеңЁж¶ІдҪ“иҙЁзӮ№зҡ„ж’һеҮ»иҝҗеҠЁдёӢпјҢеҜ№еҸ¶иҪ®зӯүйҮ‘еұһиЎЁйқўдә§з”ҹеүҘиҡҖпјҢд»ҺиҖҢз ҙеқҸеҸ¶иҪ®зӯүйҮ‘еұһпјҢжӯӨж—¶зңҹз©әеҺӢеҠӣеҸ«жұҪеҢ–еҺӢеҠӣпјҢжұҪиҡҖдҪҷйҮҸжҳҜжҢҮеңЁжіөеҗёе…ҘеҸЈеӨ„еҚ•дҪҚйҮҚйҮҸж¶ІдҪ“жүҖе…·жңүзҡ„и¶…иҝҮжұҪеҢ–еҺӢеҠӣзҡ„еҜҢдҪҷиғҪйҮҸпјҢеҚ•дҪҚз”Ёзұіж ҮжіЁпјҢз”ЁпјҲNPSHпјүrгҖӮ
еҗёзЁӢеҚідёәеҝ…йңҖжұҪиҡҖдҪҷйҮҸО”hпјҡеҚіжіөе…Ғи®ёеҗёж¶ІдҪ“зҡ„зңҹз©әеәҰпјҢдәҰеҚіжіөе…Ғи®ёзҡ„е®үиЈ…й«ҳеәҰпјҢеҚ•дҪҚз”ЁзұігҖӮВ еҗёзЁӢ=ж ҮеҮҶеӨ§ж°”еҺӢпјҲ10.33зұіпјү-жұҪиҡҖдҪҷйҮҸ-е®үе…ЁйҮҸпјҲ0.5зұіпјүВ ж ҮеҮҶеӨ§ж°”еҺӢиғҪеҺӢз®Ўи·Ҝзңҹз©әй«ҳеәҰ10.33зұігҖӮ
дҫӢеҰӮпјҡжҹҗжіөж°”иҡҖдҪҷйҮҸдёә4.0зұіпјҢжұӮеҗёзЁӢО”h
и§ЈпјҡО”h=10.33-4.0-0.5=5.83зұі
еҗ„иҮӘи®ЎйҮҸеҚ•дҪҚеҸҠиЎЁзӨәеӯ—жҜҚпјҹ
жұҪиҡҖдҪҷйҮҸжҢҮжіөе…ҘеҸЈеӨ„ж¶ІдҪ“жүҖе…·жңүзҡ„жҖ»ж°ҙеӨҙдёҺж¶ІдҪ“жұҪеҢ–ж—¶зҡ„еҺӢеҠӣеӨҙд№Ӣе·®пјҢеҚ•дҪҚз”ЁзұіпјҲж°ҙжҹұпјүж ҮжіЁпјҢз”ЁпјҲNPSHпјүиЎЁзӨәпјҢе…·дҪ“еҲҶдёәеҰӮдёӢеҮ зұ»пјҡ
NPSHaвҖ”вҖ”иЈ…зҪ®жұҪиҡҖдҪҷйҮҸеҸҲеҸ«жңүж•ҲжұҪиҡҖдҪҷйҮҸпјҢи¶ҠеӨ§и¶ҠдёҚжҳ“жұҪиҡҖпјӣ
NPSHrвҖ”вҖ”жіөжұҪиҡҖдҪҷйҮҸпјҢеҸҲеҸ«еҝ…йңҖзҡ„жұҪиҡҖдҪҷйҮҸжҲ–жіөиҝӣеҸЈеҠЁеҺӢйҷҚпјҢи¶Ҡе°ҸжҠ—жұҪиҡҖжҖ§иғҪи¶ҠеҘҪпјӣ
NPSHcвҖ”вҖ”дёҙз•ҢжұҪиҡҖдҪҷйҮҸпјҢжҳҜжҢҮеҜ№еә”жіөжҖ§иғҪдёӢйҷҚдёҖе®ҡеҖјзҡ„жұҪиҡҖдҪҷйҮҸпјӣ
[NPSH]вҖ”вҖ”и®ёз”ЁжұҪиҡҖдҪҷйҮҸпјҢжҳҜзЎ®е®ҡжіөдҪҝз”ЁжқЎд»¶з”Ёзҡ„жұҪиҡҖдҪҷйҮҸпјҢйҖҡеёёеҸ– [NPSH]=пјҲ1.1пҪһ1.5пјүNPSHcгҖӮ
еҝ…йңҖжұҪиҡҖдҪҷйҮҸе’Ңжңүж•ҲжұҪиҡҖдҪҷйҮҸжңүдҪ•еҢәеҲ«
В В В В
В В В В В В жұҪиҡҖдҪҷйҮҸеҲҶжңүж•Ҳж°”иҡҖдҪҷйҮҸNPSHaе’Ңеҝ…йЎ»ж°”иҡҖдҪҷйҮҸNPSHrгҖӮжіөзҡ„еҝ…йЎ»жұҪиҡҖдҪҷйҮҸжҳҜжіөзҡ„зү№жҖ§пјҢз”ұи®ҫи®ЎеҶіе®ҡпјҢжіөзҡ„жңүж•ҲжұҪиҡҖдҪҷйҮҸз”ұе·Ҙиүәз®Ўи·ҜеҶіе®ҡгҖӮВ
В В В В В В В В еҜ№дәҺз»ҷе®ҡжіөпјҢеңЁз»ҷе®ҡиҪ¬йҖҹе’ҢжөҒйҮҸдёӢеҝ…йңҖе…·жңүзҡ„жұҪиҡҖдҪҷйҮҸз§°дёәеҝ…йңҖжұҪиҡҖдҪҷйҮҸпјҢеёёз”ЁNPSHrиЎЁзӨәгҖӮеҸҲз§°дёәжіөзҡ„жұҪиҡҖдҪҷйҮҸпјҢжҳҜ规е®ҡжіөиҰҒиҫҫеҲ°зҡ„жұҪиҡҖжҖ§иғҪеҸӮж•°гҖӮNPSHrе’Ңжіөзҡ„еҶ…йғЁжөҒеҠЁжңүе…іпјҢжҳҜз”ұжіөжң¬иә«еӨҙе®ҡзҡ„пјҢе…¶зү©зҗҶж„Ҹд№үжҳҜиЎЁзӨәж¶ІдҪ“еңЁжіөиҝӣеҸЈйғЁеҲҶеҺӢеҠӣдёӢйҷҚзҡ„зЁӢеәҰпјҢд№ҹе°ұжҳҜдёәдәҶдҝқеҫҒжіөдёҚеҸ‘з”ҹжұҪиҡҖпјҢиҰҒжұӮеңЁжіөиҝӣеҸЈеӨ„еҚ•дҪҚйҮҚйҮҸж¶ІдҪ“е…·жңүи¶…иҝҮжұҪеҢ–еҺӢеҠӣж°ҙеӨҙзҡ„еҜҢдҪҷиғҪйҮҸгҖӮеҝ…йЎ»жұҪиҡҖдҪҷйҮҸдёҺиЈ…зҪ®еҸӮж•°ж— е…іпјҢеҸӘдёҺжіөиҝӣеҸЈйғЁеҲҶзҡ„иҝҗеҠЁеҸӮж•°пјҲvoгҖҒwoгҖҒwkзӯүпјүжңүе…іпјҢиҝҷдәӣиҝҗеҠЁеҸӮж•°еңЁдёҖе®ҡиҪ¬йҖҹе’ҢжөҒйҮҸдёӢжҳҜз”ұеҮ дҪ•еҸӮж•°еҶіе®ҡзҡ„гҖӮиҝҷе°ұжҳҜиҜҙNPSHrжҳҜз”ұжіөжң¬иә«пјҲеҗёж°ҙе®Өе’ҢеҸ¶иҪ®иҝӣеҸЈйғЁеҲҶзҡ„еҮ дҪ•еҸӮж•°пјүеҶіе®ҡзҡ„гҖӮеҜ№дәҺж—ўе®ҡзҡ„жіөпјҢдёҚи®әдҪ•з§Қд»ӢиҙЁпјҲй»ҸжҖ§еӨ§д»ӢиҙЁеӣ еҪұе“ҚйҖҹеәҰеҲҶеёғйҷӨеӨ–пјүпјҢеңЁдёҖе®ҡиҪ¬йҖҹе’ҢжөҒйҮҸдёӢжөҒз»ҸжіөиҝӣеҸЈпјҢеӣ йҖҹеәҰеӨ§е°ҸзӣёеҗҢж•…жңүзӣёеҗҢзҡ„еҺӢеҠӣйҷҚпјҢеҚіNPSHrзӣёеҗҢгҖӮжүҖд»ҘNPSHrдёҺж¶ІдҪ“зҡ„жҖ§иҙЁж— е…іпјҲдёҚиҖғиҷ‘зғӯеҠӣеӯҰеӣ зҙ пјүгҖӮNPSHrи¶Ҡе°ҸпјҢиЎЁзӨәеҺӢеҠӣйҷҚе°ҸпјҢиҰҒжұӮиЈ…зҪ®еҝ…йЎ»жҸҗдҫӣзҡ„NPSHaе°ҸпјҢеӣ иҖҢжіөзҡ„жҠ—жұҪиҡҖжҖ§иғҪи¶ҠеҘҪгҖӮеӣ жӯӨ:rд»ЈиЎЁrequiredеҝ…йңҖзҡ„пјҢз”ұжіөжң¬дҪ“еҶіе®ҡпјҢе…·дҪ“дёҺиҪ¬йҖҹпјҢеҸ¶иҪ®еҪўејҸзӯүжңүе…іпјӣ
В
гҖҖгҖҖжңүж•ҲжұҪиҡҖдҪҷйҮҸжҳҜжҢҮз”ұжіөе®үиЈ…жқЎд»¶жүҖзЎ®е®ҡзҡ„жұҪиҡҖдҪҷйҮҸпјҢеёёз”ЁNPSHaиЎЁзӨәгҖӮеҸҲз§°дёәиЈ…зҪ®жұҪиҡҖдҪҷйҮҸпјҢжҳҜз”ұеҗёе…ҘиЈ…зҪ®жҸҗдҫӣзҡ„еңЁжіөиҝӣеҸЈеӨ„еҚ•дҪҚйҮҚйҮҸж¶ІдҪ“е…·жңүзҡ„и¶…иҝҮжұҪеҢ–еҺӢеҠӣж°ҙеӨҙзҡ„еҜҢдҪҷиғҪйҮҸгҖӮNPSHaи¶ҠеӨ§пјҢжіөи¶ҠдёҚе®№жҳ“еҸ‘з”ҹжұҪиҡҖгҖӮжңүж•ҲжұҪиҡҖдҪҷйҮҸзҡ„еӨ§е°ҸдёҺиЈ…зҪ®еҸӮж•°еҸҠж¶ІдҪ“жҖ§иҙЁпјҲpгҖҒpvзӯүпјүжңүе…ігҖӮеӣ дёәеҗёе…ҘиЈ…зҪ®зҡ„ж°ҙеҠӣжҚҹеӨұе’ҢжөҒйҮҸзҡ„е№іж–№жҲҗжӯЈжҜ”пјҢжүҖд»ҘNPSHaйҡҸжөҒйҮҸзҡ„еўһеҠ иҖҢеҮҸе°ҸгҖӮеӣ жӯӨ:В Aд»ЈиЎЁavailableжңүж•Ҳзҡ„пјҢеҸҜд»ҘжҸҗдҫӣзҡ„пјҢиҝҷдёӘз”ұзі»з»ҹе’Ңз®Ўи·ҜеҶіе®ҡпјҢеҝ…йЎ»з»ҸиҝҮдёҘж ји®Ўз®—пјӣ
В В В В В В В В В иҰҒдҝқиҜҒжіөдёҚж°”иҡҖпјҢNPSHaеҝ…йЎ»еӨ§дәҺNPSHrгҖӮе…·дҪ“еӨ§еӨҡе°‘пјҢеҗ„з§ҚдёҚеҗҢеҪўејҸзҡ„жіөйғҪжңүз»ҸйӘҢеҖј, дёҖиҲ¬жҠҠжіөзҡ„еҝ…йЎ»жұҪиҡҖдҪҷйҮҸеўһеҠ 0.5-1mзҡ„еҜҢдҪҷиғҪеӨҙдҪңдёәе…Ғи®ёжұҪиҡҖдҪҷйҮҸгҖӮ
жұҪиҡҖжңүе“ӘдәӣеҚұе®і
A иҝҮжөҒйғЁд»¶и…җиҡҖ
В В В и…җиҡҖеҺҹеӣ жңүдёӨдёӘпјҡдёҖжҳҜз”ұдәҺж°”жіЎз ҙзҒӯж—¶дә§з”ҹй«ҳйў‘пјҲ600~25000HZпјүеҶІеҮ»пјҢеҺӢеҠӣй«ҳиҫҫ49MpaпјҢиҮҙдҪҝйҮ‘еұһиЎЁйқўеҮәзҺ°жңәжў°еүҘиҡҖпјӣдәҢжҳҜз”ұдәҺжұҪеҢ–ж—¶ж”ҫеҮәзғӯйҮҸпјҢ并жңүжё©е·®з”өжұ дҪңз”Ёдә§з”ҹж°ҙи§ЈпјҢдә§з”ҹзҡ„ж°§ж°”дҪҝйҮ‘еұһж°§еҢ–пјҢеҸ‘з”ҹеҢ–еӯҰи…җиҡҖгҖӮ(е…¬дј—еҸ·:жіө管家)

B жіөжҖ§иғҪдёӢйҷҚ
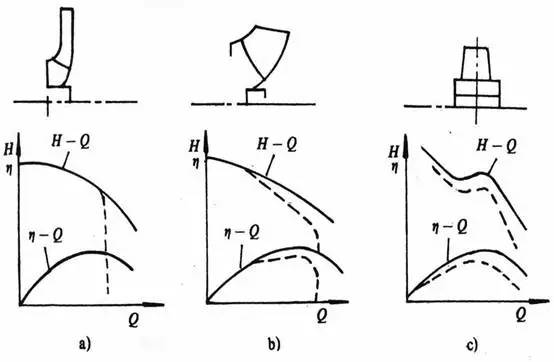
жіөжұҪиҡҖж—¶еҸ¶иҪ®еҶ…зҡ„иғҪйҮҸдәӨжҚўеҸ—еҲ°е№Іжү°е’Ңз ҙеқҸпјҢеңЁеӨ–зү№жҖ§дёҠзҡ„иЎЁзҺ°жҳҜQ-HжӣІзәҝпјҢQ-PгҖҒQ-О·жӣІзәҝдёӢйҷҚпјҢдёҘйҮҚж—¶дјҡдҪҝжіөдёӯзҡ„ж¶ІжөҒдёӯж–ӯпјҢдёҚиғҪе·ҘдҪңгҖӮ
еҜ№дәҺдҪҺжҜ”иҪ¬йҖҹпјҢз”ұдәҺеҸ¶зүҮй—ҙжөҒйҒ“зӘ„иҖҢй•ҝпјҢдёҖж—ҰеҸ‘з”ҹжұҪиҡҖпјҢж°”жіЎе……ж»Ўж•ҙдёӘжөҒйҒ“пјҢжҖ§иғҪжӣІзәҝдјҡзӘҒйҷҚгҖӮеҜ№дәҺдёӯй«ҳжҜ”иҪ¬йҖҹпјҢжөҒйҒ“зҹӯиҖҢе®ҪпјҢеӣ иҖҢж°”жіЎд»ҺеҸ‘з”ҹеҸ‘еұ•еҲ°е……ж»Ўж•ҙдёӘжөҒйҒ“йңҖиҰҒдёҖдёӘиҝҮжёЎиҝҮзЁӢпјҢзӣёеә”зҡ„жҖ§иғҪжӣІзәҝејҖе§ӢжҳҜзј“ж…ўдёӢйҷҚпјҢд№ӢеҗҺеўһеҠ еҲ°жҹҗдёҖжөҒйҮҸж—¶жүҚжҖҘеү§дёӢйҷҚгҖӮ
жҸҗй«ҳжҠ—жұҪиҡҖжҺӘж–Ҫ
a.жҸҗй«ҳзҰ»еҝғжіөжң¬иә«жҠ—жұҪиҡҖжҖ§иғҪзҡ„жҺӘж–Ҫ
(1)ж”№иҝӣжіөзҡ„еҗёе…ҘеҸЈиҮіеҸ¶иҪ®йҷ„иҝ‘зҡ„з»“жһ„и®ҫи®ЎгҖӮеўһеӨ§иҝҮжөҒйқўз§ҜпјӣеўһеӨ§еҸ¶иҪ®зӣ–жқҝиҝӣеҸЈж®өзҡ„жӣІзҺҮеҚҠеҫ„пјҢеҮҸе°Ҹж¶ІжөҒжҖҘеү§еҠ йҖҹдёҺйҷҚеҺӢпјӣйҖӮеҪ“еҮҸе°‘еҸ¶зүҮиҝӣеҸЈзҡ„еҺҡеәҰпјҢ并е°ҶеҸ¶зүҮиҝӣеҸЈдҝ®еңҶпјҢдҪҝе…¶жҺҘиҝ‘жөҒзәҝеһӢпјҢд№ҹеҸҜд»ҘеҮҸе°‘з»•жөҒеҸ¶зүҮеӨҙйғЁзҡ„еҠ йҖҹдёҺйҷҚеҺӢпјӣжҸҗй«ҳеҸ¶иҪ®е’ҢеҸ¶зүҮиҝӣеҸЈйғЁеҲҶиЎЁйқўе…үжҙҒеәҰд»ҘеҮҸе°Ҹйҳ»еҠӣжҚҹеӨұпјӣе°ҶеҸ¶зүҮиҝӣеҸЈиҫ№еҗ‘еҸ¶иҪ®иҝӣеҸЈе»¶дјёпјҢдҪҝж¶ІжөҒжҸҗеүҚжҺҘеҸ—дҪңеҠҹпјҢжҸҗй«ҳеҺӢеҠӣгҖӮ
(2)йҮҮз”ЁеүҚзҪ®иҜұеҜјиҪ®пјҢдҪҝж¶ІжөҒеңЁеүҚзҪ®иҜұеҜјиҪ®дёӯжҸҗеүҚдҪңеҠҹпјҢд»ҘжҸҗй«ҳж¶ІжөҒеҺӢеҠӣгҖӮ
(3)йҮҮз”ЁеҸҢеҗёеҸ¶иҪ®пјҢи®©ж¶ІжөҒд»ҺеҸ¶иҪ®дёӨдҫ§еҗҢж—¶иҝӣе…ҘеҸ¶иҪ®пјҢеҲҷиҝӣеҸЈжҲӘйқўеўһеҠ дёҖеҖҚпјҢиҝӣеҸЈжөҒйҖҹеҸҜеҮҸе°‘дёҖеҖҚгҖӮ
(4)и®ҫи®Ўе·ҘеҶөйҮҮз”ЁзЁҚеӨ§зҡ„жӯЈеҶІи§’пјҢд»ҘеўһеӨ§еҸ¶зүҮиҝӣеҸЈи§’пјҢеҮҸе°ҸеҸ¶зүҮиҝӣеҸЈеӨ„зҡ„ејҜжӣІпјҢеҮҸе°ҸеҸ¶зүҮйҳ»еЎһпјҢд»ҘеўһеӨ§иҝӣеҸЈйқўз§Ҝпјӣж”№е–„еӨ§жөҒйҮҸдёӢзҡ„е·ҘдҪңжқЎд»¶пјҢд»ҘеҮҸе°‘жөҒеҠЁжҚҹеӨұгҖӮдҪҶжӯЈеҶІи§’дёҚе®ңиҝҮеӨ§пјҢеҗҰеҲҷеҪұе“Қж•ҲзҺҮгҖӮ
(5)йҮҮз”ЁжҠ—ж°”иҡҖзҡ„жқҗж–ҷгҖӮе®һи·өиЎЁжҳҺпјҢжқҗж–ҷзҡ„ејәеәҰгҖҒзЎ¬еәҰгҖҒйҹ§жҖ§и¶Ҡй«ҳпјҢеҢ–еӯҰзЁіе®ҡжҖ§и¶ҠеҘҪпјҢжҠ—ж°”иҡҖзҡ„жҖ§иғҪи¶ҠејәгҖӮ
b.жҸҗй«ҳиҝӣж¶ІиЈ…зҪ®жңүж•ҲжұҪиҡҖдҪҷйҮҸзҡ„жҺӘж–Ҫ
(1)еўһеҠ жіөеүҚиҙ®ж¶ІзҪҗдёӯж¶Ійқўзҡ„еҺӢеҠӣпјҢд»ҘжҸҗй«ҳжңүж•Ҳж°”иҡҖдҪҷйҮҸгҖӮ
(2)еҮҸе°ҸеҗёдёҠиЈ…зҪ®жіөзҡ„е®үиЈ…й«ҳеәҰгҖӮ
(3)е°ҶдёҠеҗёиЈ…зҪ®ж”№дёәеҖ’зҒҢиЈ…зҪ®гҖӮ
(4)еҮҸе°ҸжіөеүҚз®Ўи·ҜдёҠзҡ„жөҒеҠЁжҚҹеӨұгҖӮеҰӮеңЁиҰҒжұӮиҢғеӣҙе°ҪйҮҸзј©зҹӯз®Ўи·ҜпјҢеҮҸе°Ҹз®Ўи·Ҝдёӯзҡ„жөҒйҖҹпјҢеҮҸе°‘ејҜз®Ўе’ҢйҳҖй—ЁпјҢе°ҪйҮҸеҠ еӨ§йҳҖй—ЁејҖеәҰзӯүгҖӮ
(5)йҷҚдҪҺжіөе…ҘеҸЈе·ҘиҙЁд»ӢиҙЁжё©еәҰпјҲеҪ“иҫ“йҖҒе·ҘиҙЁжҺҘиҝ‘йҘұе’Ңжё©еәҰж—¶пјүгҖӮ
д»ҘдёҠжҺӘж–ҪеҸҜж №жҚ®жіөзҡ„йҖүеһӢгҖҒйҖүжқҗе’Ңжіөзҡ„дҪҝз”ЁзҺ°еңәзӯүжқЎд»¶пјҢиҝӣиЎҢз»јеҗҲеҲҶжһҗпјҢйҖӮеҪ“еҠ д»Ҙеә”з”ЁгҖӮ