


иҪҙжүҝдҪңдёәжңәжў°и®ҫеӨҮзҡ„ж”Ҝж’‘йғЁд»¶пјҢд№ҹжҳҜз”ЁжқҘж”Ҝж’‘иҪҙдёҠеӣһиҪ¬зҡ„йӣ¶д»¶пјҢиҪҙжүҝзҡ„з§Қзұ»жҢүз…§ж‘©ж“ҰжҖ§иҙЁеҸҜеҲҶдёәпјҡж»‘еҠЁиҪҙжүҝе’Ңж»ҡеҠЁиҪҙжүҝдёӨз§ҚгҖӮйӮЈж»‘еҠЁиҪҙжүҝе’Ңж»ҡеҠЁиҪҙжүҝжҳҜеҰӮдҪ•дёҺиҪҙз»„иҝӣиЎҢиЈ…й…Қзҡ„е‘ўпјҹи·ҹзқҖе°Ҹзј–дёҖиө·жқҘзңӢзңӢеҗ§пјҒ
ж»‘еҠЁиҪҙжүҝжҳҜдёҖз§Қж»‘еҠЁж‘©ж“ҰжҖ§иҙЁзҡ„иҪҙжүҝпјҢзү№зӮ№жҳҜе·ҘдҪңе№ізЁігҖҒеҸҜйқ еҷӘеЈ°е°ҸгҖҒиғҪжүҝеҸ—йҮҚиҪҪиҚ·е’ҢиҫғеӨ§зҡ„еҶІеҮ»иҪҪиҚ·пјҢж №жҚ®з»“жһ„еҪўејҸдёҚеҗҢеҸҜеҲҶдёәж•ҙдҪ“ејҸгҖҒеү–еҲҶејҸе’ҢеҶ…жҹұеӨ–й”ҘејҸзӯүгҖӮ
01
1.ж•ҙдҪ“ејҸж»‘еҠЁиҪҙжүҝзҡ„иЈ…й…Қж–№жі•
ж•ҙдҪ“ејҸж»‘еҠЁиҪҙжүҝдҝ—з§°иҪҙеҘ—пјҢд№ҹжҳҜж»‘еҠЁиҪҙжүҝдёӯжңҖз®ҖеҚ•зҡ„дёҖз§ҚеҪўејҸпјҢдё»иҰҒйҮҮз”ЁеҺӢе…Ҙе’Ңй”ӨеҮ»зҡ„ж–№жі•жқҘиЈ…й…ҚпјҢзү№ж®ҠеңәеҗҲйҮҮз”ЁзғӯиЈ…жі•пјҢеӨҡж•°иҪҙеҘ—жҳҜз”Ёй“ңжҲ–й“ёй“ҒеҲ¶жҲҗпјҢиЈ…й…Қж—¶еә”з»ҶеҝғпјҢеҸҜз”ЁжңЁй”ӨжҲ–й”Өеӯҗеһ«жңЁеқ—еҮ»жү“зҡ„ж–№жі•иЈ…й…ҚпјҢиҝҮзӣҲе°әеҜёе…¬е·®иҫғеӨ§ж—¶еҲҷз”ЁеҺӢеҠӣжңәеҺӢе…ҘгҖӮж— и®әж•Іе…ҘжҲ–еҺӢе…ҘйғҪеҝ…йЎ»йҳІжӯўеҖҫж–ңпјҢиЈ…й…ҚеҗҺпјҢжІ№ж§Ҫе’ҢжІ№еӯ”еә”еӨ„еңЁжүҖиҰҒжұӮзҡ„дҪҚзҪ®гҖӮ
(1)е°ҶиҪҙеҘ—е’ҢиҪҙжүҝеә§еӯ”еҺ»йҷӨжҜӣеҲәпјҢжё…зҗҶе№ІеҮҖеҗҺеңЁиҪҙжүҝеә§еӯ”еҶ…ж¶Ӯж¶Ұж»‘жІ№гҖӮ
(2)ж №жҚ®иҪҙеҘ—е°әеҜёе’Ңй…ҚеҗҲж—¶иҝҮзӣҲйҮҸзҡ„еӨ§е°ҸпјҢйҮҮеҸ–ж•Іе…Ҙжі•жҲ–еҺӢе…Ҙжі•е°ҶиҪҙеҘ—иЈ…е…ҘиҪҙжүҝеә§еӯ”еҶ…пјҢ并иҝӣиЎҢеӣәе®ҡгҖӮ

(3)иҪҙеҘ—еҺӢе…ҘиҪҙжүҝеә§еӯ”еҗҺпјҢжҳ“еҸ‘з”ҹе°әеҜёе’ҢеҪўзҠ¶еҸҳеҢ–пјҢеә”йҮҮз”Ёй“°еүҠжҲ–еҲ®еүҠзҡ„ж–№жі•еҜ№еҶ…еӯ”иҝӣиЎҢдҝ®ж•ҙгҖҒжЈҖйӘҢ,д»ҘдҝқиҜҒиҪҙйўҲдёҺиҪҙеҘ—д№Ӣй—ҙжңүиүҜеҘҪзҡ„й—ҙйҡҷй…ҚеҗҲгҖӮ
иЈ…й…ҚеҗҺеҸҳеҪўзҡ„иҪҙжүҝпјҢеә”иҝӣиЎҢеҶ…еӯ”дҝ®ж•ҙпјҢе°әеҜёиҫғе°Ҹзҡ„еҸҜз”Ёй“°еҲҖеүҠпјҢе°әеҜёиҫғеӨ§зҡ„еҲҷз”ЁеҲ®еүҠгҖӮеҗҢж—¶жіЁж„ҸжҺ§еҲ¶дёҺиҪҙзҡ„й…ҚеҗҲй—ҙйҡҷеңЁе…¬е·®иҢғеӣҙеҶ…пјҢдёәйҳІжӯўиҪҙеҘ—е·ҘдҪңж—¶иҪ¬еҠЁпјҢиҪҙеҘ—е’Ңз®ұдҪ“зҡ„жҺҘи§ҰйқўдёҠиЈ…жңүе®ҡдҪҚй”ҖжҲ–йӘ‘зјқиһәй’үгҖӮз”ұдәҺз®ұдҪ“е’ҢиҪҙеҘ—жқҗж–ҷзЎ¬еәҰдёҚдёҖж ·й’»еӯ”ж—¶пјҢеҫҲе®№жҳ“дҪҝй’»еӨҙеҒҸеҗ‘иҪҜжқҗж–ҷдёҖиҫ№пјҢи§ЈеҶіж–№жі•пјҡдёҖжҳҜй’»еӯ”еүҚз”Ёж ·еҶІйқ зЎ¬жқҗж–ҷдёҖиҫ№еҶІеӯ”пјҢдәҢжҳҜз”Ёзҹӯй’»еӨҙпјҢд»ҘеўһеҠ й’»еӯ”ж—¶й’»еӨҙзҡ„й’ўжҖ§гҖӮ
В
02
2.еү–еҲҶејҸж»‘еҠЁиҪҙжүҝзҡ„иЈ…й…Қж–№жі•
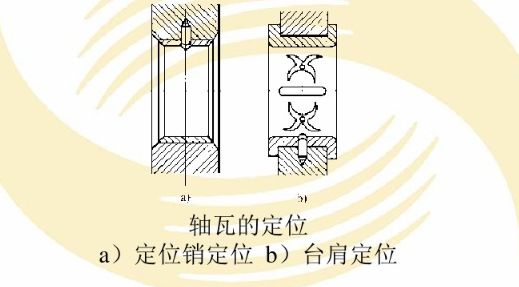
еү–еҲҶејҸиҪҙжүҝеҸҲз§°еҜ№ејҖиҪҙжүҝпјҢе…·жңүз»“жһ„з®ҖеҚ•пјҢи°ғж•ҙе’ҢжӢҶеҚёж–№дҫҝзҡ„зү№зӮ№пјҢеңЁиҪҙз“ҰдёҠ镶дёҠдёӨеқ—иҪҙз“ҰпјҢеңЁжҺҘеҗҲеӨ„з”Ёеһ«зүҮжқҘи°ғж•ҙеҮәеҗҲзҗҶзҡ„й—ҙйҡҷгҖӮ

(1)дёҠгҖҒдёӢиҪҙз“ҰдёҺиҪҙжүҝеә§гҖҒзӣ–еә”жҺҘи§ҰиүҜеҘҪпјҢеҗҢж—¶иҪҙз“Ұзҡ„еҸ°иӮ©еә”зҙ§йқ иҪҙжүҝеә§дёӨз«ҜйқўгҖӮ
(2)дёәжҸҗй«ҳй…ҚеҗҲзІҫеәҰпјҢиҪҙз“Ұеӯ”дёҺиҪҙеә”иҝӣиЎҢз ”зӮ№й…ҚеҲ®гҖӮ
03
3.еҶ…жҹұеӨ–й”ҘејҸж»‘еҠЁиҪҙжүҝзҡ„иЈ…й…Қж–№жі•
(1)е°ҶиҪҙжүҝеӨ–еҘ—еҺӢдәәз®ұдҪ“зҡ„еӯ”дёӯпјҢ并дҝқиҜҒжңүH7/r6зҡ„й…ҚеҗҲиҰҒжұӮгҖӮ
(2)з”ЁеҝғжЈ’з ”зӮ№пјҢдҝ®еҲ®иҪҙжүҝеӨ–еҘ—зҡ„еҶ…й”Ҙеӯ”пјҢ并дҝқиҜҒеүҚгҖҒеҗҺиҪҙжүҝеӯ”зҡ„еҗҢиҪҙеәҰгҖӮ
(3)еңЁиҪҙжүҝдёҠй’»жІ№еӯ”пјҢдёҺз®ұдҪ“гҖҒиҪҙжүҝеӨ–еҘ—жІ№еӯ”зӣёеҜ№еә”пјҢ并дёҺиҮӘиә«жІ№ж§ҪзӣёжҺҘгҖӮ
(4)д»ҘиҪҙжүҝеӨ–еҘ—зҡ„еҶ…еӯ”дёәеҹәеҮҶз ”зӮ№пјҢй…ҚеҲ®иҪҙжүҝзҡ„еӨ–еңҶй”ҘйқўпјҢдҪҝжҺҘи§ҰзІҫеәҰз¬ҰеҗҲиҰҒжұӮгҖӮ
(5)жҠҠиҪҙжүҝиЈ…е…ҘиҪҙжүҝеӨ–еҘ—зҡ„еӯ”дёӯпјҢдёӨз«ҜжӢ§дәәиһәжҜҚ,并и°ғж•ҙеҘҪиҪҙжүҝзҡ„иҪҙеҗ‘дҪҚзҪ®гҖӮ
(6)д»Ҙдё»иҪҙдёәеҹәеҮҶпјҢй…ҚеҲ®иҪҙжүҝзҡ„еҶ…еӯ”пјҢдҪҝжҺҘи§ҰзІҫеәҰеҗҲж јпјҢ并дҝқиҜҒеүҚгҖҒеҗҺиҪҙжүҝеӯ”зҡ„еҗҢиҪҙеәҰз¬ҰеҗҲиҰҒжұӮгҖӮ
(7)жё…жҙ—иҪҙйўҲеҸҠиҪҙжүҝеӯ”пјҢйҮҚж–°иЈ…е…Ҙдё»иҪҙпјҢ并и°ғж•ҙеҘҪй—ҙйҡҷгҖӮ
В
ж»ҡеҠЁиҪҙжүҝзҡ„иЈ…й…ҚжҠҖжңҜиҰҒжұӮ
1гҖҒж»ҡеҠЁиҪҙжүҝдёҠеёҰжңүж Үи®°д»ЈеҸ·зҡ„з«Ҝйқўеә”иЈ…еңЁеҸҜи§Ғж–№еҗ‘пјҢд»ҘдҫҝжӣҙжҚўж—¶жҹҘеҜ№гҖӮ
2гҖҒиҪҙжүҝиЈ…еңЁиҪҙдёҠжҲ–иЈ…е…ҘиҪҙжүҝеә§еӯ”еҗҺпјҢдёҚе…Ғи®ёжңүжӯӘж–ңзҺ°иұЎгҖӮ
3гҖҒеҗҢиҪҙзҡ„дёӨдёӘиҪҙжүҝдёӯпјҢеҝ…йЎ»жңүдёҖдёӘиҪҙжүҝеңЁиҪҙеҸ—зғӯиҶЁиғҖж—¶жңүиҪҙеҗ‘移еҠЁзҡ„дҪҷең°гҖӮ
4гҖҒиЈ…й…ҚиҪҙжүҝж—¶пјҢдҪңз”ЁеҠӣеә”зӣҙжҺҘеҠ еңЁеҫ…й…ҚеҗҲзҡ„еҘ—еңҲз«ҜйқўдёҠпјҢдёҚе…Ғи®ёйҖҡиҝҮж»ҡеҠЁдҪ“дј йҖ’еҺӢеҠӣгҖӮ
5гҖҒиЈ…й…ҚиҝҮзЁӢдёӯеә”дҝқжҢҒжё…жҙҒпјҢйҳІжӯўејӮзү©иҝӣе…ҘиҪҙжүҝеҶ…гҖӮ
6гҖҒиЈ…й…ҚеҗҺзҡ„иҪҙжүҝеә”иҝҗиҪ¬зҒөжҙ»пјҢеҷӘеЈ°е°ҸпјҢе·ҘдҪңж—¶жё©еҚҮдёҚеҫ—и¶…иҝҮе…Ғи®ёеҖјгҖӮ
ж»ҡеҠЁиҪҙжүҝе…·жңүж‘©ж“Ұе°ҸгҖҒиҪҙеҗ‘е°әеҜёе°ҸгҖҒжӣҙжҚўж–№дҫҝгҖҒз»ҙжҠӨз®ҖеҚ•зӯүдјҳзӮ№гҖӮиЈ…й…ҚиҪҙжүҝж—¶пјҢжңҖеҹәжң¬иҰҒжұӮжҳҜиҰҒдҪҝеҠ зҡ„иҪҙеҗ‘еҠӣпјҢзӣҙжҺҘдҪңз”ЁеңЁжүҖиЈ…иҪҙжүҝзҡ„еҘ—еңҲзҡ„з«ҜйқўдёҠпјҲиЈ…еңЁиҪҙдёҠж—¶пјҢдҪҝеҠ зҡ„иҪҙеҗ‘еҠӣиҰҒзӣҙжҺҘдҪңз”ЁеңЁеҶ…еңҲдёҠпјҢиЈ…еңЁеӯ”дёҠж—¶дҪҝеҠ зҡ„дҪңз”ЁеҠӣиҰҒзӣҙжҺҘдҪңз”ЁеңЁеӨ–еңҲдёҠпјүгҖӮе°ҪйҮҸдёҚеҪұе“Қж»ҡеҠЁдҪ“гҖӮ
01
1.дёҚеҸҜеҲҶзҰ»еһӢиҪҙжүҝзҡ„иЈ…й…Қж–№жі•
(1)иҪҙжүҝеә§еңҲзҡ„иЈ…й…ҚйЎәеәҸ
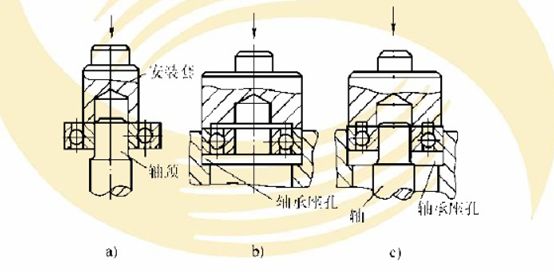
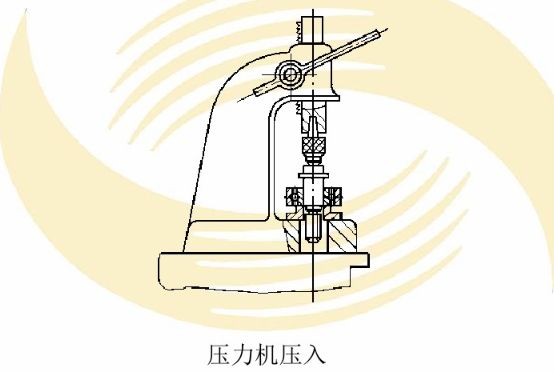
2пјүеҺӢе…Ҙжі•
3пјүзғӯиЈ…жі•


В
02
2.еҸҜеҲҶзҰ»еһӢиҪҙжүҝзҡ„иЈ…й…Қж–№жі•

еңҶй”Ҙж»ҡеӯҗиҪҙжүҝжҳҜеҸҜеҲҶзҰ»еһӢиҪҙжүҝзҡ„е…ёеһӢпјҢеӣ е®ғзҡ„еҶ…гҖҒеӨ–еңҲеҸҜд»ҘеҲҶзҰ»пјҢиЈ…й…Қж—¶еҸҜеҲҶеҲ«е°ҶеҶ…еңҲе’Ңж»ҡеҠЁдҪ“дёҖиө·иЈ…е…ҘиҪҙдёҠпјҢеӨ–еңҲиЈ…е…ҘиҪҙжүҝеә§еӯ”дёӯпјҢиЈ…й…Қж—¶пјҢд»ҚжҢүе…¶иҝҮзӣҲйҮҸеӨ§е°ҸжқҘйҖүжӢ©иЈ…й…Қж–№жі•е’Ңе·Ҙе…·гҖӮ
03
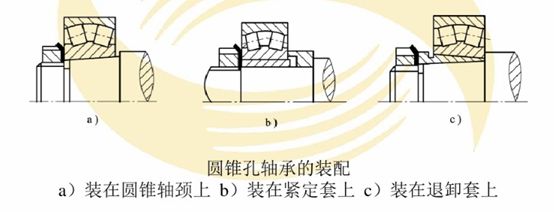
3.еңҶй”Ҙеӯ”иҪҙжүҝзҡ„иЈ…й…Қж–№жі•
еңҶй”Ҙеӯ”иҪҙжүҝ(еҰӮи°ғеҝғж»ҡеӯҗиҪҙжүҝ)зҡ„еҶ…еңҲеёҰжңүдёҖе®ҡзҡ„й”ҘеәҰгҖӮ
04
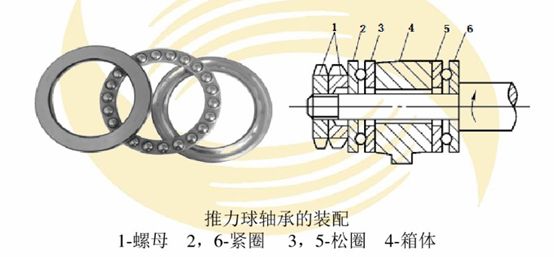
4.жҺЁеҠӣзҗғиҪҙжүҝзҡ„иЈ…й…Қж–№жі•
01
1.ж»ҡеҠЁиҪҙжүҝзҡ„еӣәе®ҡ
1гҖҒдёӨз«ҜеҚ•еҗ‘еӣәе®ҡ
дёӨз«ҜиҪҙжүҝеқҮеҲ©з”ЁиҪҙиӮ©йЎ¶дҪҸеҶ…еңҲпјҢз«Ҝзӣ–еҺӢдҪҸеӨ–еңҲпјҢжңүдёӨз«ҜиҪҙжүҝеҗ„йҷҗеҲ¶иҪҙдёҖдёӘж–№еҗ‘зҡ„иҪҙеҗ‘移еҠЁгҖӮиҖғиҷ‘еҲ°жё©еәҰеҚҮй«ҳеҗҺиҪҙзҡ„иҶЁиғҖдјёй•ҝпјҢеҜ№еҫ„еҗ‘жҺҘи§ҰиҪҙжүҝпјҢеңЁиҪҙжүҝеӨ–еңҲдёҺиҪҙжүҝзӣ–д№Ӣй—ҙз•ҷеҮәc=0.2~0.3mmзҡ„иҪҙеҗ‘й—ҙйҡҷпјӣеҜ№дәҺеҶ…йғЁй—ҙйҡҷеҸҜд»Ҙи°ғж•ҙзҡ„и§’жҺҘи§ҰиҪҙжүҝпјҢе®үиЈ…ж—¶е°Ҷй—ҙйҡҷз•ҷеңЁиҪҙжүҝеҶ…йғЁгҖӮиҝҷз§Қеӣәе®ҡж–№ејҸз»“жһ„з®ҖеҚ•гҖҒе®үиЈ…ж–№дҫҝпјҢйҖӮз”ЁдәҺжё©е·®дёҚеӨ§зҡ„зҹӯиҪҙиҪҙжүҝзҡ„еӣәе®ҡж–№жі•гҖӮ
В
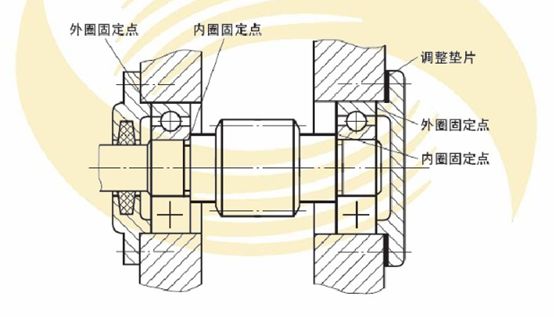
2гҖҒдёҖз«ҜеҸҢеҗ‘еӣәе®ҡ

иҝҷз§Қеӣәе®ҡж–№жі•жҳҜдҪҝдёҖдёӘж”ҜзӮ№еӨ„зҡ„иҪҙжүҝеҸҢеҗ‘еӣәе®ҡпјҢиҖҢеҸҰдёҖдёӘж”ҜзӮ№еӨ„зҡ„иҪҙжүҝеҸҜд»ҘиҪҙеҗ‘жёёеҠЁпјҢд»ҘйҖӮеә”иҪҙзҡ„зғӯдјёй•ҝиҪҙжүҝзҡ„еӣәе®ҡж–№жі•гҖӮ
В
02
2.ж»ҡеҠЁиҪҙжүҝзҡ„е®ҡеҗ‘иЈ…й…Қ
1гҖҒжөӢйҮҸиҪҙжүҝеӨ–еңҲеҫ„еҗ‘еңҶи·іеҠЁиҜҜе·®зҡ„ж–№жі•
иҪ¬еҠЁеӨ–еңҲ并жІҝзҷҫеҲҶиЎЁж–№еҗ‘дёҠдёӢ(е·ҰеҸі)ж–ҪеҠ дёҖе®ҡзҡ„иҙҹиҚ·пјҢж ҮеҮәеӨ–еңҲеҫ„еҗ‘еңҶи·іеҠЁзҡ„жңҖй«ҳ(дҪҺ)зӮ№е’Ңж•°еҖјгҖӮ

2гҖҒжөӢйҮҸиҪҙжүҝеҶ…еңҲеҫ„еҗ‘еңҶи·іеҠЁиҜҜе·®зҡ„ж–№жі•
жЈҖжөӢж—¶пјҢеӨ–еңҲеӣәе®ҡдёҚеҠЁпјҢеҶ…еңҲз«ҜйқўдёҠеҠ йҖӮеҪ“иҪҪиҚ·пјҢж—ӢиҪ¬еҶ…еңҲпјҢжҢүиЎЁй’Ҳзҡ„жҢҮзӨәж ҮеҮәеҶ…еңҲеҫ„еҗ‘еңҶи·іеҠЁзҡ„жңҖй«ҳ(дҪҺ)зӮ№е’Ңж•°еҖјгҖӮ

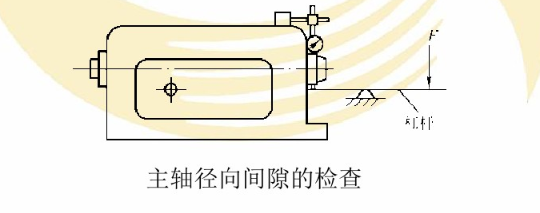
3гҖҒжөӢйҮҸдё»иҪҙй”Ҙеӯ”дёӯеҝғзәҝеҒҸе·®зҡ„ж–№жі•
жЈҖжөӢж—¶пјҢе°Ҷдё»иҪҙиҪҙйўҲзҪ®дәҺVеҪўжһ¶дёҠпјҢиҪҙеҗ‘з”Ёй’ўзҗғж”Ҝж’‘еңЁи§’й“ҒдёҠпјҢеңЁдё»иҪҙй”Ҙеӯ”дёӯжҸ’е…ҘжЈҖйӘҢжЈ’пјҢжҠҠзҷҫеҲҶиЎЁеҲҶеҲ«ж”ҜеңЁиҝ‘дё»иҪҙз«ҜеҸҠи·қиҪҙз«ҜLеӨ„пјҢиҪ¬еҠЁдё»иҪҙжөӢеҮәй”Ҙеӯ”дёӯеҝғзәҝзҡ„еҒҸе·®ж–№еҗ‘пјҢ并дҪңеҘҪж Үи®°гҖӮ

4гҖҒе®ҡеҗ‘иЈ…й…ҚиҰҒзӮ№
(1)дё»иҪҙеүҚиҪҙжүҝзҡ„зІҫеәҰжҜ”еҗҺиҪҙжүҝзҡ„зІҫеәҰй«ҳдёҖзә§гҖӮ
(2)еүҚеҗҺдёӨдёӘиҪҙжүҝеҶ…еңҲеҫ„еҗ‘еңҶи·іеҠЁйҮҸжңҖеӨ§зҡ„ж–№еҗ‘зҪ®дәҺеҗҢдёҖиҪҙеҗ‘жҲӘйқўеҶ…пјҢ并дҪҚдәҺж—ӢиҪ¬дёӯеҝғзәҝзҡ„еҗҢдёҖдҫ§гҖӮ
(3)еүҚеҗҺдёӨдёӘиҪҙжүҝеҶ…еңҲеҫ„еҗ‘еңҶи·іеҠЁйҮҸжңҖеӨ§зҡ„ж–№еҗ‘дёҺдё»иҪҙй”Ҙеӯ”дёӯеҝғзәҝзҡ„еҒҸе·®ж–№еҗ‘зӣёеҸҚгҖӮ

03
3.е…ёеһӢдё»иҪҙиҪҙз»„зҡ„иЈ…й…Қ
В
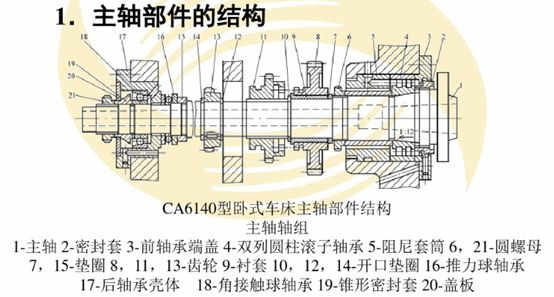
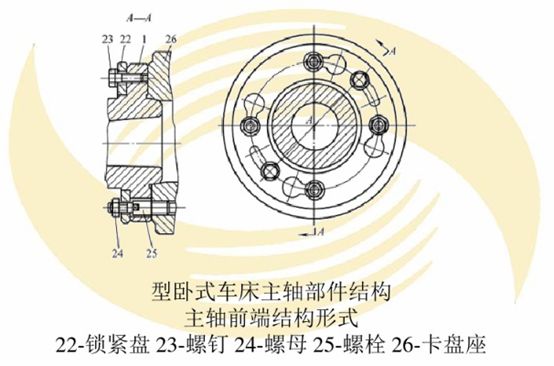
дёӢйқўд»Ҙиҫғжҷ®еҸҠзҡ„CA6140еһӢеҚ§ејҸиҪҰеәҠдёәдҫӢпјҢд»Ӣз»Қе…¶дё»иҪҙиҪҙз»„зҡ„иЈ…й…ҚиҰҒжұӮеҸҠж–№жі•гҖӮ
1гҖҒдё»иҪҙйғЁд»¶зҡ„з»“жһ„
2гҖҒдё»иҪҙйғЁд»¶зҡ„зІҫеәҰ
дё»иҪҙйғЁд»¶зҡ„зІҫеәҰжҳҜжҢҮе®ғеңЁиЈ…й…Қи°ғж•ҙд№ӢеҗҺзҡ„еӣһиҪ¬зІҫеәҰ,еҢ…жӢ¬дё»иҪҙзҡ„еҫ„еҗ‘еңҶи·іеҠЁгҖҒз«ҜйқўеңҶи·іеҠЁд»ҘеҸҠдё»иҪҙж—ӢиҪ¬зҡ„еқҮеҢҖжҖ§е’Ңе№ізЁіжҖ§гҖӮ
(1)дё»иҪҙеҫ„еҗ‘еңҶи·іеҠЁзҡ„жөӢйҮҸ

(2)дё»иҪҙиҪҙеҗ‘зӘңеҠЁ(з«ҜйқўеңҶи·іеҠЁ)зҡ„жөӢйҮҸ
еңЁдё»иҪҙй”Ҙеӯ”дёӯзҙ§еҜҶең°жҸ’е…ҘдёҖж №й”Ҙжҹ„зҹӯжЈҖйӘҢжЈ’пјҢдёӯеҝғеӯ”дёӯиЈ…е…Ҙй’ўзҗғ(й’ўзҗғз”Ёй»„жІ№зІҳдёҠ)пјҢзҷҫеҲҶиЎЁеӣәе®ҡеңЁеәҠиә«дёҠпјҢдҪҝзҷҫеҲҶиЎЁи§ҰеӨҙйЎ¶еңЁй’ўзҗғдёҠгҖӮж—ӢиҪ¬дё»иҪҙжЈҖжҹҘпјҢзҷҫеҲҶиЎЁиҜ»ж•°зҡ„жңҖеӨ§е·®еҖјпјҢе°ұжҳҜиҪҙеҗ‘зӘңеҠЁиҜҜе·®еҖјгҖӮ
В 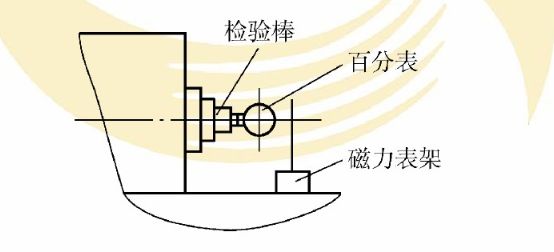
3гҖҒдё»иҪҙиҪҙз»„зҡ„иЈ…й…Қ
CA6 140еһӢеҚ§ејҸиҪҰеәҠдё»иҪҙиҪҙз»„зҡ„иЈ…й…ҚйЎәеәҸеҰӮдёӢ:
(1)е°Ҷйҳ»е°јеҘ—зӯ’5зҡ„еӨ–еҘ—е’ҢеҸҢеҲ—еңҶжҹұж»ҡеӯҗиҪҙжүҝ4зҡ„еӨ–еңҲеҸҠеүҚиҪҙжүҝз«Ҝзӣ–3иЈ…е…Ҙдё»иҪҙз®ұдҪ“еүҚиҪҙжүҝеӯ”дёӯпјҢ并用иһәй’үе°ҶеүҚиҪҙжүҝз«Ҝзӣ–еӣәе®ҡеңЁз®ұдҪ“дёҠгҖӮ
(2)жҠҠдё»иҪҙеҲҶ组件(з”ұдё»иҪҙ1гҖҒеҜҶе°ҒеҘ—2гҖҒеҸҢеҲ—еңҶжҹұж»ҡеӯҗиҪҙжүҝ4зҡ„еҶ…еңҲеҸҠйҳ»е°јеҘ—зӯ’5зҡ„еҶ…еҘ—з»„иЈ…иҖҢжҲҗ)д»Һдё»иҪҙз®ұеүҚиҪҙжүҝеӯ”дёӯз©ҝе…ҘгҖӮ
(3)д»Һз®ұдҪ“еҗҺз«ҜпјҢе°ҶеҗҺиҪҙжүҝеЈідҪ“еҲҶ组件装дәәз®ұдҪ“,并жӢ§зҙ§иһәй’үгҖӮ
(4)е°Ҷи§’жҺҘи§ҰзҗғиҪҙжүҝ18жҢүе®ҡеҗ‘иЈ…й…Қжі•иЈ…еңЁдё»иҪҙдёҠпјҢж•ІеҮ»ж—¶з”ЁеҠӣдёҚиҰҒиҝҮеӨ§пјҢд»Ҙе…Қдё»иҪҙ移еҠЁгҖӮ
(5)дҫқж¬ЎиЈ…е…Ҙй”ҘеҪўеҜҶе°ҒеҘ—19гҖҒзӣ–жқҝ20гҖҒиһәжҜҚ21并жӢ§зҙ§жүҖжңүиһәй’үгҖӮ
(6)еҜ№иЈ…й…Қжғ…еҶөиҝӣиЎҢе…ЁйқўжЈҖжҹҘпјҢд»ҘйҳІжӯўйҒ—жјҸе’Ңй”ҷиЈ…гҖӮ
4гҖҒдё»иҪҙиҪҙз»„зҡ„и°ғж•ҙ
(1)дё»иҪҙиҪҙз»„зҡ„йў„иЈ…и°ғж•ҙйў„иЈ…дё»иҪҙеүҚгҖҒеҗҺиҪҙжүҝзҡ„и°ғж•ҙйЎәеәҸжҳҜ:е…Ҳи°ғж•ҙеҗҺиҪҙжүҝпјҢеҶҚи°ғж•ҙеүҚиҪҙжүҝгҖӮ
1)еҗҺиҪҙжүҝзҡ„и°ғж•ҙ
2)еүҚиҪҙжүҝзҡ„и°ғж•ҙ
пјҲ2пјүдё»иҪҙиҪҙз»„зҡ„иҜ•иҪҰи°ғж•ҙ
жңәеәҠжӯЈеёёиҝҗиҪ¬ж—¶пјҢйҡҸзқҖдё»иҪҙз®ұеҶ…жё©еәҰзҡ„еҚҮй«ҳпјҢдё»иҪҙиҪҙжүҝй—ҙйҡҷд№ҹдјҡеҸ‘з”ҹеҸҳеҢ–гҖӮеӣ жӯӨпјҢдё»иҪҙзҡ„й—ҙйҡҷпјҢдёҖиҲ¬еә”еңЁжңәеәҠжё©еҚҮзЁіе®ҡеҗҺеҶҚиҝӣиЎҢи°ғж•ҙгҖӮ
В
е…ҚиҙЈеЈ°жҳҺпјҡеӣҫж–Үзҙ жқҗжқҘжәҗдәҺзҪ‘з»ңпјҢзүҲжқғеҪ’еҺҹдҪңиҖ…жүҖжңүпјҢеҰӮжңүдҫөжқғпјҢиҜ·иҒ”зі»еҲ йҷӨгҖӮ