


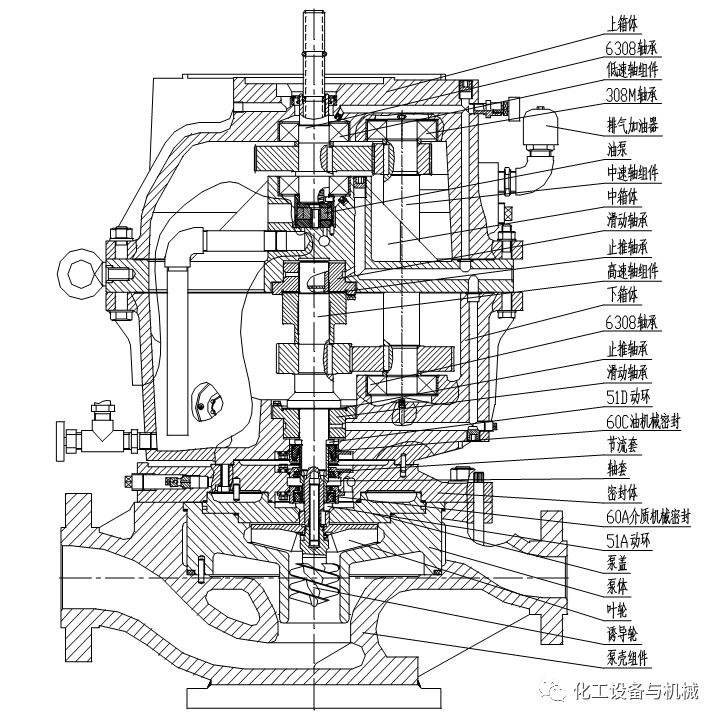
з«ӢејҸй«ҳйҖҹжіөзҡ„жЈҖдҝ®
й«ҳйҖҹжіөз”ұз”өжңәгҖҒеўһйҖҹз®ұе’ҢжіөдёүйғЁеҲҶз»„жҲҗпјҢдёҖиҲ¬жғ…еҶөдёӢпјҢй«ҳйҖҹжіөеҲҶдёәеҚ§ејҸй«ҳйҖҹжіөе’Ңз«ӢејҸй«ҳйҖҹжіөдёӨз§ҚгҖӮ
1.жӢҶеҚёйЎәеәҸ
пјҲ1пјүжӢҶеҚёиҒ”иҪҙеҷЁиҶңзүҮиһәж “пјҢеҒҡеҘҪж Үи®°пјҢжөӢеҘҪеҜ№иҪ®й—ҙи·қпјҢ并еҒҡеҘҪи®°еҪ•пјӣ
пјҲ2пјүжӢҶеҚёгҖҒеҗҠеҮәй©ұеҠЁжңәпјҲз”өжңәпјүпјҢз”өжңәдёҺжүҳжһ¶еҒҡеҘҪж Үи®°пјҢжӢҶйҷӨз”өжәҗзәҝпјҢеҗҠиЈ…ж—¶жЈҖжҹҘеҗҠиЈ…е·Ҙе…·иүҜеҘҪпјҢз”өжңәжҚҶжүҺзүўеӣәпјҢеҗҠиЈ…зј“ж…ўзЁіеӣәпјӣ
пјҲ3пјүжӢҶеҚёдёҺжіөзҡ„йҷ„еұһз®ЎзәҝпјҢжӢҶжІ№и·ҜеүҚе°ҶжІ№ж”ҫеҮҖ并еҒҡеҘҪж Үи®°пјҢжӢҶйҷӨеҗҺе°ҶжІ№еҶ·еҷЁеҶІжҙ—еҗҺе°Ғе өз®ЎзәҝеҸЈпјҢе°ҶжІ№и·Ҝз®ЎзәҝеҸЈе°Ғе өйҳІжӯўејӮзү©иҝӣе…Ҙпјӣ
пјҲ4пјүжӢҶйҷӨиҝҮж»ӨеҷЁиҝӣиЎҢжё…жҙ—жҲ–жӣҙжҚўпјҢе®үиЈ…ж—¶еҠ ж»ЎжІ№пјӣ
пјҲ5пјүзЎ®и®ӨжіөеҶІжҙ—жі„еҺӢеҗҺпјҢжӢҶеҚёжіөзӣ–иһәж “пјҢеҗҠеҮәеўһйҖҹз®ұгҖҒжіөз«Ҝзӣ–еҸҠеҸ¶иҪ®зӯүпјӣ
пјҲ6пјүз”ЁзҷҫеҲҶиЎЁжөӢйҮҸеҸ¶иҪ®еҫ„еҗ‘еңҶи·іеҠЁеҖјеҸҠж–ӯйқўеңҶи·іеҠЁпјӣ
пјҲ7пјүеҗҜејҖиғҢжҜҚй”ҒзүҮеҸҠеҸ¶иҪ®й”Ғзҙ§иһәжҜҚпјҲжіЁж„ҸжқҫеҠЁж–№еҗ‘дёҺеҸ¶иҪ®ж—Ӣеҗ‘зӣёеҗҢпјүпјҢдҫқж¬ЎеҚёејҖиҜұеҜјиҪ®гҖҒеҸ¶иҪ®пјҲеҸ¶иҪ®иҫғзҙ§ж—¶з”Ёдё“з”ЁжӢү马пјүгҖҒжңәжў°еҜҶе°ҒгҖҒеҠЁйқҷзҺҜе’ҢиҪҙеҘ—пјҲжЈҖжҹҘзЈЁжҚҹжғ…еҶөпјҢжё…жҙ—еҗҺжөӢйҮҸеҺӢзј©йҮҸ并记еҪ•пјүпјӣ
пјҲ8пјүжӢҶеҚёз«Ҝзӣ–иһәж “пјҢеҒҡеҘҪж Үи®°пјҢеҸ–дёӢз«Ҝзӣ–пјҲеҸ–з«Ҝзӣ–ж—¶з”ЁйЎ¶дёқеқҮеҢҖйЎ¶еҮәпјҢдёҘзҰҒж•Іжү“пјүпјӣ
пјҲ9пјүз”Ёж·ұеәҰе°әжөӢйҮҸй«ҳйҖҹиҪҙзҡ„иҪҙеҗ‘зӘңеҠЁйҮҸ并еҒҡи®°еҪ•пјӣ
пјҲ10пјүжӢҶеҚёеўһйҖҹз®ұдёҠдёӢз®ұдҪ“зҡ„иҝһжҺҘиһәж “пјҢеҸ–еҮәе®ҡдҪҚй”ҖпјҢеҒҡеҘҪж Үи®°еҗҺз”ЁеҗҠе…·еҗҠеҮәдёҠз®ұдҪ“пјҢдҪҝдёҠдёӢз®ұдҪ“еҲҶзҰ»пјҢеҸ–еҮәдёҠз®ұдҪ“пјҲжӢҶйҷӨж—¶дёҘзҰҒж•Іжү“пјҢдҪҝз”Ёж’¬жЈҚж—¶иҰҒеӨ§йқўз§ҜжҺҘи§Ұпјүпјӣ
пјҲ11пјүжөӢйҮҸдёҠдёӢз®ұдҪ“дёӯеҲҶйқўзҡ„еһ«зүҮеҺҡеәҰ并еҒҡи®°еҪ•пјӣ
пјҲ12пјүдҫқж¬ЎеҸ–еҮәдҪҺйҖҹиҪҙ组件пјҢжІ№жіөеҸҠйҷҗдҪҚеј№з°§гҖҒдёӯйҖҹиҪҙ组件е’Ңй«ҳйҖҹиҪҙ组件пјҲеҸ–й«ҳгҖҒдҪҺйҖҹиҪҙж—¶еһӮзӣҙеқҮеҢҖжҸҗеҮәйҳІжӯўиҪҙжүҝеҖҫж–ңеҚЎдҪҸпјүпјӣ
2пјҺйӣ¶йғЁд»¶й…ҚеҗҲй—ҙйҡҷзҡ„жЈҖжҹҘеҸҠз»„иЈ…и°ғж•ҙ
1пјүжіө
пјҲ1пјүеҸ¶иҪ®гҖҒиҜұеҜјиҪ® еңЁз»„иЈ…еүҚеә”зЎ®и®ӨеҸ¶иҪ®гҖҒиҜұеҜјиҪ®ж— жҚҹдјӨе’ҢеҸҳеҪўпјҢз»„иЈ…еҗҺзЎ®дҝқеҸ¶иҪ®еҫ„еҗ‘еңҶи·іеҠЁе°ҸдәҺжҲ–зӯүдәҺ
пјҲ2пјүдј еҠЁй”®еә”ж— жҚҹдјӨе’ҢеҸҳеҪў
2пјүеўһйҖҹз®ұ
й«ҳйҖҹиҪҙиҪҙз“Ұеә”ж— зЈЁдјӨпјҢз»„иЈ…еҗҺиҪҙз“Ұй—ҙйҡҷжҢүиҜҙжҳҺиҰҒжұӮи°ғж•ҙ
пјҲ2пјүжҺЁеҠӣз“ҰзЈЁжҚҹдёҘйҮҚжҲ–еҮәзҺ°зјәйҷ·еә”жӣҙжҚў
пјҲ3пјүиҪҙжүҝеӨ–еҫ„дёҺиҪҙеҘ—еә”йҮҮз”ЁH7/h6й…ҚеҗҲпјҢзЈЁжҚҹеҗҺиЎ¬еҘ—еҶ…еҫ„й—ҙйҡҷдёҚеӨ§дәҺ
пјҲ4пјүдҪҺйҖҹиҪҙжҲ–дёӯй—ҙиҪҙдёҠзҡ„ж·ұжІҹзҗғиҪҙжүҝеҝ…йЎ»е®үиЈ…еҲ°дҪҚ
пјҲ5пјүз»„иЈ…ж—¶пјҢжё©еәҰжҺ§еҲ¶иҢғеӣҙ
3пјүй«ҳдҪҺйҖҹиҪҙ
пјҲ1пјүй«ҳйҖҹиҪҙдёҺеҸ¶иҪ®зҡ„й…ҚеҗҲеә”йҮҮз”ЁK7/h6пјҢзЈЁжҚҹеҗҺзҡ„й—ҙйҡҷдёҚеӨ§дәҺ
пјҲ2пјүй«ҳдҪҺйҖҹиҪҙзӣҙзәҝеәҰдёҚеӨ§дәҺ
пјҲ3пјүз»„иЈ…е®ҢжҜ•еҗҺпјҢеә”жөӢйҮҸй«ҳйҖҹиҪҙиҪҙеҗ‘зӘңйҮҸпјҢзЎ®дҝқеңЁ0.33пҪһ
4пјүжҺЁеҠӣзӣҳ
з»„иЈ…еүҚеә”зЎ®и®ӨжҺЁеҠӣзӣҳзҡ„зЈЁжҚҹжғ…еҶөпјҢжҺЁеҠӣзӣҳз«ҜйқўгҖҒеҫ„еҗ‘еңҶи·іеҠЁеә”е°ҸдәҺжҲ–зӯүдәҺ
5пјүйҪҝиҪ®
йҪҝиҪ®е•®еҗҲиЎЁйқўж— жҳҺжҳҫзӮ№иҡҖгҖҒз–Өз—•пјҢеҗҰеҲҷеә”жӣҙжҚўпјӣйҪҝиҪ®е•®еҗҲйқўз”Ёж¶ӮиүІжі•жЈҖжҹҘйҪҝе®Ҫж–№еҗ‘еә”еӨ§дәҺ80%пјҢжІҝйҪҝй«ҳж–№еҗ‘еә”иҫҫ55%пјҢдёӨйҪҝиҪ®е•®еҗҲйЎ¶й—ҙйҡҷз”ЁеҺӢй“…жі•жөӢйҮҸпјҲ0.2пҪһ0.3пјүmпјҲmдёәйҪҝиҪ®жЁЎж•°пјүпјҢдёӨйҪҝиҪ®иҪҙе№іиЎҢеәҰеҒҸе·®еә”е°ҸдәҺ
6пјүжІ№зі»з»ҹ
и§ЈдҪ“еўһйҖҹз®ұж—¶пјҢеә”д»”з»Ҷжё…жҙ—жІ№йҒ“пјҢзЎ®дҝқжІ№и·Ҝз•…йҖҡпјҢжІ№йҒ“е’Ңе–·еҳҙдёҚе…Ғи®ёжү©еӨ§е…¶еӯ”еҫ„пјҢзЎ®дҝқеҗёе…Ҙз®Ўи·ҜжҺҘеҸЈдёҘеҜҶж— жі„йңІпјҢз»„иЈ…е®ҢжҜ•еҗҺпјҢеә”жЈҖжҹҘжІ№жіөиҪ¬еҠЁзҒөжҙ»ж— зЈЁжҚҹпјҢжіЁж„ҸдёӢеҚЎж§ҪиҰҒе®үиЈ…жӯЈзЎ®пјҢжіөдҪ“дёҚиғҪеҒҡйЎәж—¶й’Ҳж—ӢиҪ¬гҖӮ
7пјүе®үиЈ…жңәжў°еҜҶе°ҒйғЁдҪҚзҡ„иҪҙжҲ–иҪҙеҘ—пјҢиЎЁйқўдёҚеҫ—жңүй”Ҳж–‘гҖҒиЈӮзә№зҡ„зјәйҷ·пјҢзІ—зіҷеәҰRa1.6пјҢеҜҶе°Ғз ”зЈЁиҜ•еҜҶеҗҺпјҢи°ғеҘҪеҺӢзј©йҮҸиҝӣиЎҢе®үиЈ…пјӣ
8пјүиҠұй”®иҪҙиҪ»еҫ®зЈЁжҚҹеә”иҝӣиЎҢдҝ®зҗҶпјҢдёҘйҮҚзЈЁжҚҹеә”жӣҙжҚўгҖӮ
9пјүиҒ”иҪҙеҷЁ
иҒ”иҪҙеҷЁй—ҙи·қпјҲ1вҖ”
