


дёҖгҖҒе‘ЁжңҹзӮү
1.жҷ®йҖҡз®ұејҸзӮүгҖҒдә•ејҸзӮүгҖҒеҸ°иҪҰзӮү

дёҚдҪҝз”ЁдҝқжҠӨж°”ж°ӣпјҢз”өйҳ»дёқпјҲеёҰпјүеҠ зғӯпјӣ
дјҳзӮ№пјҡд»·ж јдҫҝе®ңпјҢеҠЁдҪңз®ҖеҚ•пјҢз»ҙдҝ®ж–№дҫҝпјӣ
зјәзӮ№пјҡеҠ зғӯжңүж°§еҢ–пјҢиЎЁйқўи„ұзўіпјҢжүӢе·Ҙж“ҚдҪңпјҢдә§е“ҒиҙЁйҮҸзЁіе®ҡгҖӮ
еұһдәҺе°Ҷж·ҳжұ°зӮүеһӢпјҢйҖӮеҗҲеҲҡиө·жӯҘпјҢиө„йҮ‘дёҚе……и¶іпјҢдә§е“ҒиҰҒжұӮдёҚдёҘж јпјҢдә§йҮҸдёҚеӨ§зҡ„дјҒдёҡгҖӮ
2.еҸҜжҺ§ж°”ж°ӣеҜҶе°ҒеӨҡз”Ёз®ұејҸзӮүпјҲжІ№ж·¬зҒ«пјү

дҪҝз”ЁеҸҜжҺ§ж°”ж°ӣдҝқжҠӨпјҢз”өжҲ–зҮғж°”иҫҗе°„з®ЎеҠ зғӯпјҢеҠ зғӯзӮүдёҺж·¬зҒ«жІ№ж§ҪеҜҶе°ҒпјҢй…Қжңүжё…жҙ—жңәгҖҒеӣһзҒ«зӮүгҖҒж–ҷиҪҰгҖҒеӨҮж–ҷеҸ°зӯүпјҢе…ЁиҮӘеҠЁгҖӮ
дјҳзӮ№пјҡиҮӘеҠЁеҢ–зЁӢеәҰй«ҳпјҢж— ж°§еҢ–и„ұзўіпјҢж— зЈ•зў°дјӨпјҢе·ҘиүәзҒөжҙ»пјҢиҝҳеҸҜд»ҘеҒҡжё—зўігҖҒзўіж°®е…ұжё—е·Ҙиүәпјӣ
зјәзӮ№пјҡзӣёеҜ№д»·ж јиҫғй«ҳпјҢйңҖиҰҒдёҖе®ҡзҙ иҙЁзҡ„з»ҙжҠӨдәәе‘ҳпјӣиЈ…ж–ҷй«ҳеәҰеӨ§пјҢеҠ зғӯеҶ·еҚҙдёҚеқҮпјҢжӨӯеңҶеҸҠй”ҘеәҰеҸҳеҪўж•Је·®еӨ§гҖӮ
йҖӮеҗҲдәҺдә§е“Ғи§„ж јеӨҡпјҢеҗҢи§„ж јжү№йҮҸиҫғе°ҸпјҢеҜ№дә§е“ҒиҙЁйҮҸиҰҒжұӮиҫғй«ҳзҡ„иҪҙжүҝдјҒдёҡгҖӮ
3.еҸҜжҺ§ж°”ж°ӣеҜҶе°ҒеӨҡз”Ёз®ұејҸзӮүпјҲзӣҗжөҙж·¬зҒ«пјү

ж·¬зҒ«д»ӢиҙЁдҪҝз”ЁзӣҗжөҙпјҢжӣҙйҖӮеҗҲиҫғеӨ§иҫғеҺҡзҡ„еҘ—еңҲпјҲеҰӮиҪ§жңәиҪҙжүҝгҖҒзҹҝеұұиҪҙжүҝпјүпјҢй…Қзӯүжё©зӣҗж§ҪеҗҺпјҢеҸҜд»Ҙиҙқж°ҸдҪ“ж·¬зҒ«гҖӮ
йҖӮеҗҲдәҺйҘұе’Ңж»ЎиҪҪз”ҹдә§пјҢдёҚйҖӮеҗҲй—ҙжӯҮз”ҹдә§пјҢеҒңзӮүж—¶зӣҗжөҙйңҖиҰҒдҝқжё©пјҢж¶ҲиҖ—иғҪжәҗгҖӮ
дәҢгҖҒиҝһз»ӯзӮү
1. жҢҜеә•зӮүгҖҒжӯҘиҝӣзӮү

дёҚдҪҝз”ЁдҝқжҠӨж°”ж°ӣпјҢз”өйҳ»дёқпјҲеёҰпјүеҠ зғӯпјҢйҮҮз”ЁзӮүеә•йңҮеҠЁпјҲжӯҘиҝӣпјүзҡ„ж–№ејҸдј еҠЁпјҢе·Ҙ件и·ҢиҗҪпјҲж»‘иҗҪпјүжІ№ж§Ҫж·¬зҒ«гҖӮ
дјҳзӮ№пјҡд»·ж јдҫҝе®ңпјҢиҝһз»ӯз”ҹдә§гҖӮ
зјәзӮ№пјҡеҠ зғӯжңүж°§еҢ–пјҢиЎЁйқўи„ұзўіпјҢе·Ҙ件жңүзЈ•зў°дјӨпјҢеҘ—еңҲеҸҳеҪўйҮҸеӨ§гҖӮ
еұһдәҺе°Ҷиў«ж·ҳжұ°зҡ„зӮүеһӢпјҢйҖӮеҗҲеҲҡиө·жӯҘпјҢиө„йҮ‘дёҚе……и¶іпјҢдә§е“ҒиҰҒжұӮдёҚдёҘж јпјҢдә§йҮҸеҸҲиҫғеӨ§зҡ„дјҒдёҡгҖӮ
2.еҸҜжҺ§ж°”ж°ӣзҪ‘еёҰзӮүгҖҒй“ёй“ҫзӮү
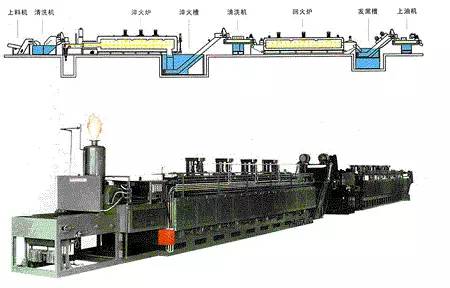
дҪҝз”ЁеҸҜжҺ§ж°”ж°ӣдҝқжҠӨпјҢиҫҗе°„з®ЎеҠ зғӯпјҢзӮүеә•дҪҝз”ЁиҖҗзғӯй’ўзҪ‘еёҰпјҲй“ёй“ҫпјүдј еҠЁпјҢе·Ҙ件и·ҢиҗҪпјҲж»‘иҗҪпјүжІ№ж§Ҫж·¬зҒ«гҖӮ
й…Қжңүж·¬зҒ«ж§ҪгҖҒжё…жҙ—жңәгҖҒеӣһзҒ«зӮүзӯүпјҢи®ҫеӨҮиҮӘеҠЁеҢ–зЁӢеәҰй«ҳгҖӮ
дјҳзӮ№пјҡиҮӘеҠЁеҢ–зЁӢеәҰй«ҳпјҢе·Ҙд»¶ж— ж°§еҢ–е°‘и„ұзўіпјҢи®ҫеӨҮеҗһеҗҗйҮҸй«ҳпјҢзү№еҲ¶зӮүеһӢеҸҜд»Ҙжө…еұӮжё—зўігҖӮ
зјәзӮ№пјҡзӣёеҜ№д»·ж јиҫғй«ҳпјҢе·Ҙ件磕碰дјӨдёҚиғҪе®Ңе…ЁйҒҝе…ҚпјҢеҫҲйҡҫеҒҡеҲ°йӣ¶и„ұзўіпјҢжңүж··ж–ҷеҸҜиғҪпјҢеӨ§еҘ—еңҲеҸҳеҪўдёҚеҘҪжҺ§еҲ¶гҖӮ
йҖӮеҗҲдәҺжңүдёҖе®ҡ规模пјҢдә§е“Ғжү№йҮҸеӨ§пјҢз”ҹдә§иҪҙжүҝеһӢеҸ·иҫғе°Ҹзҡ„иҪҙжүҝдјҒдёҡгҖӮ
3.еҸҜжҺ§ж°”ж°ӣиҫҠеә•зӮү

дҪҝз”ЁеҸҜжҺ§ж°”ж°ӣдҝқжҠӨпјҢиҫҗе°„з®ЎеҠ зғӯпјҢзӮүеә•дҪҝз”ЁиҖҗзғӯй’ўиҫҠжЈ’дј еҠЁпјҢе·Ҙ件йҡҸеҚҮйҷҚеҸ°еһӮзӣҙйҷҚе…ҘжІ№ж§Ҫж·¬зҒ«пјӣ
й…Қжңүж·¬зҒ«ж§ҪгҖҒжё…жҙ—жңәгҖҒеӣһзҒ«зӮүзӯүпјҢи®ҫеӨҮиҮӘеҠЁеҢ–зЁӢеәҰй«ҳгҖӮ
дјҳзӮ№пјҡиҮӘеҠЁеҢ–зЁӢеәҰй«ҳпјҢе·Ҙд»¶ж— ж°§еҢ–пјҢйӣ¶и„ұзўіпјҢж— зЈ•зў°дјӨпјҢж— ж··ж–ҷпјҢи®ҫеӨҮеҗһеҗҗйҮҸй«ҳгҖӮ
зјәзӮ№пјҡд»·ж јй«ҳпјҢж·¬зҒ«жІ№жҳ“иҖҒеҢ–гҖӮ
йҖӮеҗҲдәҺжңүдёҖе®ҡ规模пјҢдә§е“Ғжү№йҮҸеӨ§пјҢз”ҹдә§дёӯеӨ§еһӢеҸ·зҡ„иҪҙжүҝдјҒдёҡгҖӮ
4.еҸҜжҺ§ж°”ж°ӣиҫҠеә•зӮүпјҲзӣҗжөҙж·¬зҒ«пјү

ж·¬зҒ«д»ӢиҙЁдҪҝз”ЁзӣҗжөҙпјҢжӣҙйҖӮеҗҲиҫғеӨ§иҫғеҺҡзҡ„еҘ—еңҲпјҲеҰӮиҪ§жңәиҪҙжүҝгҖҒзҹҝеұұиҪҙжүҝпјүпјҢй…Қзӯүжё©зӣҗж§ҪеҗҺпјҢеҸҜд»Ҙиҙқж°ҸдҪ“ж·¬зҒ«гҖӮ
йҖӮеҗҲдәҺиҝһз»ӯз”ҹдә§пјҢдёҚйҖӮеҗҲй—ҙжӯҮз”ҹдә§пјҢеҒңзӮүж—¶зӣҗжөҙдҝқжё©ж¶ҲиҖ—иғҪжәҗгҖӮ
жқҘжәҗпјҡзғӯеӨ„зҗҶз”ҹжҖҒеңҲ
