




钢筋的加工
01
钢筋除锈
人工除锈的常用方法一般是用钢丝刷、砂盘、麻袋布等轻擦或将钢筋在砂堆上来回拉动除锈。砂盘除锈示意图见图2.4。
机械除锈有除锈机除锈和喷砂法除锈。
除锈机除锈
对直径较细的盘条钢筋,通过冷拉和调直过程自动去锈;粗钢筋采用园盘钢丝刷除锈机除锈。钢筋除锈机有固定式和移动式两种,一般由钢筋加工单位自制,是由动力带动圆盘钢丝刷高速旋转,来清刷钢筋上的铁锈。
固定式钢筋除锈机一般安装一个圆盘钢丝刷,见图2.5。为提高效率,也可将两台除锈机组合。

喷砂法除锈
主要是用空压机、储砂罐、喷砂管、喷头等设备,利用空压机产生的强大气流形成高压砂流除锈,适用于大量除锈工作,除锈效果好。
当钢筋需要进行冷拔加工时,用酸洗法除锈。酸洗除锈是将盘圆钢筋放入硫酸或盐酸溶液中,经化学反应去除铁锈;但在酸洗除锈前通常进行机械除锈,可将酸洗时间缩短50%,节约酸液80%以上。
02
钢筋调直
建筑用热轧钢筋分盘圆和直条两类。直径在12mm以下的钢筋一般制成盘圆,以便于运输。盘圆钢筋在下料前,一般要经过放盘、冷拉工序,以达到调直的目的。直径在12mm以上的钢筋,一般轧制成6~12m长的直条。在运输过程中,几经装卸,会使直条钢筋造成局部弯折,为此在使用前要进行调直。
钢筋在混凝土构件中,除了规定的弯曲外,其直线段不允许有弯曲现象。有弯折的钢筋不但影响构件的受力性能,而且在下料时长度不准确,直接影响到弯曲成型和绑扎安装等一连串工序的准确性。因此,钢筋在下料前必须经过调直工序。而钢筋调直可分为人工调直和机械调直两种。
人工调直
直径在12mm以上的为粗钢筋,主要采用人工调直。其操作程序是:先将钢筋弯折处放到扳柱铁板的扳柱间,用平头横口扳子将弯折处基本扳直。然后放到工作台上,用大锤将钢筋小弯处锤平。操作时需要两人配合好,一人握钢筋,站在工作台—端,将钢筋反复转动和来回移动,另一人握大锤,站在工作台的侧面,见弯就锤。掌锤者应根据钢筋粗细和弯度大小来掌握落锤轻重。握钢筋者视钢筋在工作台上可以滚动时则认为调直合格。
直径在12mm以下的盘圆钢筋为细钢筋;细钢筋主要采用机械调直。但在工程量小或无冷拉设备的情况下,也可采用人工调直。人工调直又分小锤敲直和纹磨拉直两种。不管哪一种都需要先放盘。前者是按需要长度截成小段在工作台上用小锤平直。后者是按一定长度截断,分别将两端夹在地锚和绞磨的夹具上,然后人工推动绞磨将钢筋拉直。这种方法简单可行。但只宜拉直HPB300级钢筋中的6盘圆,且劳动强度较大,目前己不常使用。
机械调直
目前粗钢筋一般还是采用人工平直。在有条件的地方,可采用大吨位冷拉设备如卷扬机拉直法,不但可以减轻劳动强度,而且钢筋经过冷拉后,强度提高,长度增加,节约钢材。但在冷拉前,需将钢筋对焊接头,且大弯需要人工扳直,故很少采用。在没有冷拉设备的情况下,也可以采用平定锤平直。如皮带锤、弹簧锤等,但在平直前,需将钢筋的大弯用人工方法在扳柱铁板上扳直。然后在平直锤上将小弯逐个锤直。这种平直锤是利用电动机通过皮带轮变速,带动偏心轮旋转,使平直锤作上下往复运动。钢筋放在锤墩上,在锤的冲击下达到调直的目的。
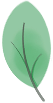
HPB300级盘圆钢筋—般采用卷扬机拉直法。采用卷扬机拉直钢筋,可以建立一条机械化程度较高的自动生产线。如钢筋上盘、开盘、拉直、切断等工序连续作业,可减少操作人员,提高劳动生产效率,使调直、除锈、切断三道工序合并一道完成,所以,在钢筋加工中已广泛采用。采用卷扬机拉直钢筋的操作程序是:将装在转架上的盘圆钢筋一端夹入转架上电动牵引小车的夹具内,开动牵引小车。当牵引小车行进到转架端头限位开关时,停止牵引,将钢筋切断,分别将钢筋两端夹入地锚夹具和张拉小车夹具内,然后开动卷扬机将钢筋拉直,拉伸率控制在1%范围内。对直径6~9mm的HPB300级盘圆钢筋,也可利用调直机调直。在调直机前增设阻轮装置,由电动机带动滚筒强力冷拉钢筋,再接入调直机进行加工。这样,使冷拉、除锈、调直和切断四道工序联动化,提高了劳动生产率。
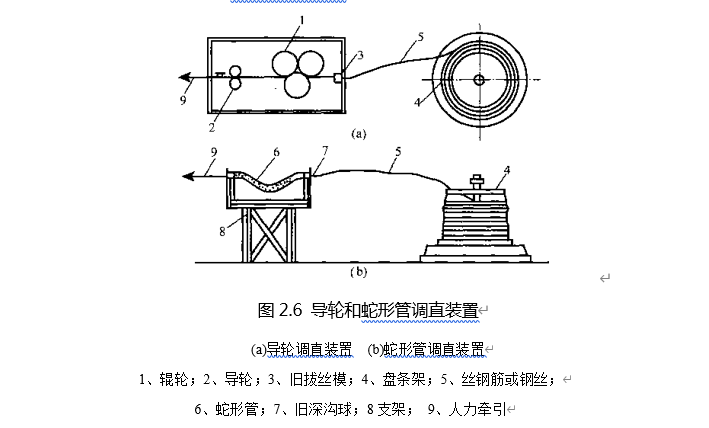
直径在5.5mm以下的冷拔低碳钢丝,采用调直机进行加工。采用调直机加工冷拔钢丝,可使除锈、调直、切断三道工序一次完成。调直机是由机座、调直装置、牵引装置、切断装置、定长机构、受料支架及电动传动机构等组成。其工作原理是:将放在盘架上的钢丝的一端穿过出电动机驱动的调直筒。筒内装五组调直块,其中三组调直块的中心孔偏离调直筒的旋转轴线。钢丝通过旋转的调直筒时,向不同方向弯曲而得以调直,牵引辊和齿轮刀具由另一电动机驱动,牵引辊拉动钢丝穿过齿轮刀具小的槽口。当其端头触及受料支架上的限位开关时,接通离合器电路,使齿轮刀具旋转120°,下定长钢筋,被切断的钢丝落入托架内。受料支架上的限位开关可根据下料长度调至相应位置。常用的调直机如图2.7所示。
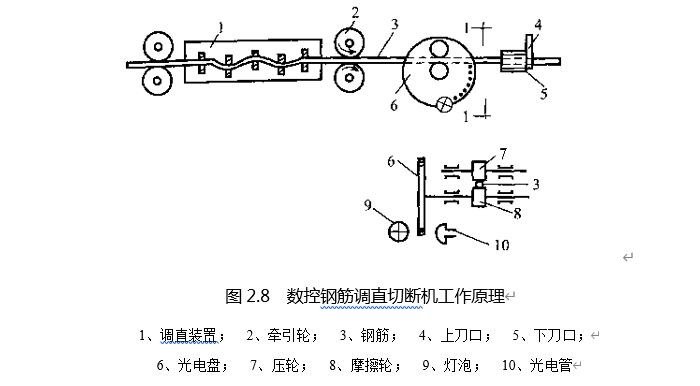
一般调直机齿轮刀具切断装置的实际下料长度误差较大。若在调直机上装一个电子控制仪,使之按给定长度将钢丝切断,并随时示出切断根数,这种调直机叫做数控电子调直切断机。工作原理如图2.8所示,电子调直切断机适用于冷拔钢丝的调直切断;它要求钢丝表面光沽,断面均匀,以免钢丝移动速度不均,影响切断长度的准确性。当切断长度在400毫米以内时,误差仅1~2毫米,可直接用于构件中的配筋,不需做第二次切断,从而收到减少材料消耗、节省工序的效果。
03
钢筋切断
钢筋切断工序,一般在钢筋调直后进行。这样,下料准确,节省钢筋。但是,在设备缺乏和钢筋加工量不大的情况下,粗钢筋也可以先人工断料,再人工平直;细钢筋先人工放盘,尽量做到顺直,以能够丈量为原则,断料后再人工敲直。钢筋断料是钢筋加工中的关键工序。在较大的单位工程中,钢筋用量大,品种规格多。如果在断料时粗枝大叶,就会造成差错或切断长度发生误差。这不但浪费材料,而且浪费劳力,同时延误了工期,所以,在钢筋切断工序中,不仅下料长度要准确,而且要核对配料牌上的钢筋品种、规格是否相符,以免造成浪费。
手工断料
在设备缺乏和钢筋加工量不大的情况下,手工切断钢筋还是经常采用的。手工断料按使用工具不同可以分为:
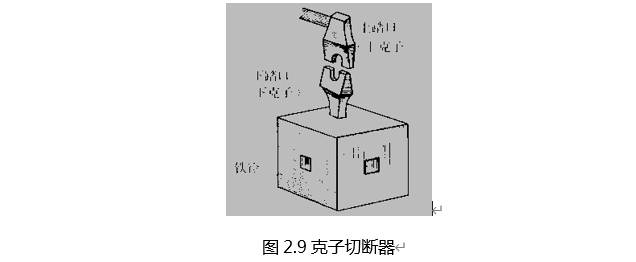
(1)克子(踏口)断料法。克子由上下克子组成。它可切断直径为6~28mm的钢筋。下克插在铁砧卡口内。断料时,将钢筋放在下克的圆槽内,上克紧靠下克,并压住钢筋,用大锤猛击上克,即可将钢筋切断。当任务量少或工地的设施较为简陋时,可采用这种切断器。如图2.9所示。
(2)手动切断器断料法。手动切断器是由底座、固定刀口、活动刀口和手柄四部分组成的。如图2.10所示。固定刀口固定在切断器的底座上,活动刀口通过轴、连杆和手柄相连,以杠杆原理来切断钢筋。手动切断器只能切断直径16mm以下的钢筋。

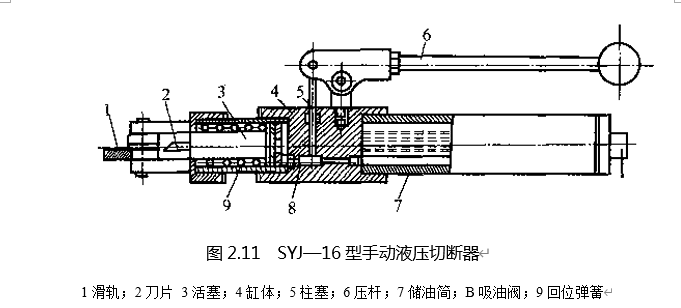
另外,还有手动液压切断器。如SYJ—16型切断器(图2.11),重量较轻,可携带到工地操作;钢筋剪可断4~8mm直径的钢筋,断丝钳是切断钢丝的常用工具。
机械断料
钢筋切断机是由电动机通过齿轮变速,带动偏心轴,偏心轴推动联杆,联杆端的冲切刀片做往复水平运动,同固定刀片相遇而切断钢筋。钢筋切断机是常用的钢筋机械切断设备。国家定型产品有QJ40型和QJ40—l型两种,可切断直径6~40mm的钢筋。QJ40型每分钟切断次数为32次,QJ40—1型每分钟切断次数为25次。