


вҶ‘ зӮ№еҮ»дёҠж–№вҖңдёӯеӣҪиғ¶зІҳеүӮзҪ‘вҖқе…іжіЁжҲ‘们
иғ¶жҺҘжҳҜйҖҡиҝҮе…·жңүй»Ҹйҷ„иғҪеҠӣзҡ„зү©иҙЁпјҢжҠҠеҗҢз§ҚжҲ–дёҚеҗҢз§Қжқҗж–ҷзүўеӣәең°иҝһжҺҘеңЁиө·зҡ„ж–№жі•гҖӮе…·жңүй»Ҹйҷ„иғҪеҠӣзҡ„зү©иҙЁз§°дёәиғ¶зІҳеүӮжҲ–й»ҸеҗҲеүӮпјҢиў«иғ¶жҺҘзҡ„зү©дҪ“з§°дёәиў«зІҳзү©пјҢиғ¶зІҳеүӮе’Ңиў«й»Ҹзү©жһ„жҲҗзҡ„组件称дёәиғ¶жҺҘжҺҘеӨҙгҖӮ
е…¶дё»иҰҒдјҳзӮ№жҳҜж“ҚдҪңз®ҖеҚ•гҖҒз”ҹдә§зҺҮй«ҳпјӣе·ҘиүәзҒөжҙ»гҖҒеҝ«йҖҹгҖҒз®ҖдҫҝпјӣжҺҘеӨҙеҸҜйқ гҖҒзүўеӣәгҖҒзҫҺи§Ӯдә§е“Ғз»“жһ„е’ҢеҠ е·Ҙе·Ҙиүәз®ҖеҚ•пјӣзңҒжқҗгҖҒзңҒеҠӣгҖҒжҲҗжң¬дҪҺгҖҒеҸҳеҪўе°ҸгҖӮе®№жҳ“е®һзҺ°дҝ®ж—§еҲ©еәҹжҺҘжҠҖжңҜеҸҜд»Ҙжңүж•Ҳең°еә”з”ЁдәҺдёҚеҗҢз§Қзұ»зҡ„йҮ‘еұһжҲ–йқһйҮ‘еұһд№Ӣй—ҙзҡ„иҒ”жҺҘзӯүгҖӮ

зҺ°еңЁдҪҝз”Ёзҡ„иғ¶зІҳеүӮеқҮжҳҜйҮҮз”ЁеӨҡз§Қз»„еҲҶеҗҲжҲҗж ‘и„Ӯиғ¶зІҳеүӮпјҢеҚ•дёҖз»„еҲҶзҡ„иғ¶зІҳеүӮе·ІдёҚиғҪж»Ўи¶ідҪҝз”Ёдёӯзҡ„иҰҒжұӮгҖӮеҗҲжҲҗиғ¶зІҳеүӮз”ұдё»еүӮе’ҢеҠ©еүӮз»„жҲҗпјҢдё»еүӮеҸҲз§°дёәдё»ж–ҷгҖҒеҹәж–ҷжҲ–зІҳж–ҷпјӣеҠ©еүӮжңүеӣәеҢ–еүӮгҖҒзЁҖйҮҠеүӮгҖҒеўһеЎ‘еүӮгҖҒеЎ«ж–ҷгҖҒеҒ¶иҒ”еүӮгҖҒеј•еҸ‘еүӮгҖҒеўһзЁ еүӮгҖҒйҳІиҖҒеүӮгҖҒйҳ»иҒҡеүӮгҖҒзЁіе®ҡеүӮгҖҒз»ңеҗҲеүӮгҖҒд№іеҢ–еүӮзӯүпјҢж №жҚ®иҰҒжұӮдёҺз”ЁйҖ”иҝҳеҸҜд»ҘеҢ…жӢ¬йҳ»зҮғеүӮгҖҒеҸ‘жіЎеүӮгҖҒж¶ҲжіЎеүӮгҖҒзқҖиүІеүӮе’ҢйҳІйңүеүӮзӯүжҲҗеҲҶгҖӮ
1.дё»еүӮ
дё»еүӮжҳҜиғ¶зІҳеүӮзҡ„дё»иҰҒжҲҗеҲҶпјҢдё»еҜјиғ¶зІҳеүӮзІҳжҺҘжҖ§иғҪпјҢеҗҢж—¶д№ҹжҳҜеҢәеҲ«иғ¶зІҳеүӮзұ»еҲ«зҡ„йҮҚиҰҒж Үеҝ—гҖӮдё»еүӮдёҖиҲ¬з”ұдёҖз§ҚжҲ–дёӨз§ҚпјҢз”ҡиҮідёүз§Қй«ҳиҒҡзү©жһ„жҲҗпјҢиҰҒжұӮе…·жңүиүҜеҘҪзҡ„зІҳйҷ„жҖ§е’Ңж¶Ұж№ҝжҖ§зӯүгҖӮйҖҡеёёз”Ёзҡ„зІҳж–ҷжңү:
1)еӨ©з„¶й«ҳеҲҶеӯҗеҢ–еҗҲзү©
еҰӮиӣӢзҷҪиҙЁгҖҒзҡ®иғ¶гҖҒйұјиғ¶гҖҒжқҫйҰҷгҖҒжЎғиғ¶гҖҒйӘЁиғ¶зӯүгҖӮ
2)еҗҲжҲҗй«ҳеҲҶеӯҗеҢ–еҗҲзү©
в‘ зғӯеӣәжҖ§ж ‘и„ӮпјҢеҰӮзҺҜж°§ж ‘и„ӮгҖҒй…ҡйҶӣж ‘и„ӮгҖҒиҒҡж°Ёй…Ҝж ‘и„ӮгҖҒи„ІйҶӣж ‘и„ӮгҖҒжңүжңәзЎ…ж ‘и„ӮзӯүгҖӮ
в‘ЎзғӯеЎ‘жҖ§ж ‘и„ӮпјҢеҰӮиҒҡйҶӢй…ёд№ҷзғҜй…ҜгҖҒиҒҡд№ҷзғҜйҶҮеҸҠзј©йҶӣзұ»ж ‘и„ӮгҖҒиҒҡиӢҜд№ҷзғҜзӯүгҖӮ
в‘ўеј№жҖ§жқҗж–ҷпјҢеҰӮдёҒи…Ҳиғ¶гҖҒж°ҜдёҒж©Ўиғ¶гҖҒиҒҡзЎ«ж©Ўиғ¶зӯүгҖӮ
в‘Јеҗ„з§ҚеҗҲжҲҗж ‘и„ӮгҖҒеҗҲжҲҗж©Ўиғ¶зҡ„ж··еҗҲдҪ“жҲ–жҺҘжһқгҖҒ镶еөҢе’Ңе…ұиҒҡдҪ“зӯүгҖӮ
2.еҠ©еүӮ
дёәдәҶж»Ўи¶ізү№е®ҡзҡ„зү©зҗҶеҢ–еӯҰзү№жҖ§пјҢеҠ е…Ҙзҡ„еҗ„з§Қиҫ…еҠ©з»„еҲҶз§°дёәеҠ©еүӮпјҢдҫӢеҰӮпјҡдёәдәҶдҪҝдё»дҪ“зІҳж–ҷеҪўжҲҗзҪ‘еһӢжҲ–дҪ“еһӢз»“жһ„пјҢеўһеҠ иғ¶еұӮеҶ…иҒҡејәеәҰиҖҢеҠ е…ҘеӣәеҢ–еүӮ(е®ғ们дёҺдё»дҪ“зІҳж–ҷеҸҚеә”并дә§з”ҹдәӨиҒ”дҪңз”Ё)пјӣдёәдәҶеҠ йҖҹеӣәеҢ–гҖҒйҷҚдҪҺеҸҚеә”жё©еәҰиҖҢеҠ е…ҘеӣәеҢ–дҝғиҝӣеүӮжҲ–еӮ¬еҢ–еүӮпјӣдёәдәҶжҸҗй«ҳиҖҗеӨ§ж°”иҖҒеҢ–гҖҒзғӯиҖҒеҢ–гҖҒз”өеј§иҖҒеҢ–гҖҒиҮӯж°§иҖҒеҢ–зӯүжҖ§иғҪиҖҢеҠ е…ҘйҳІиҖҒеүӮпјӣдёәдәҶиөӢдәҲиғ¶зІҳеүӮжҹҗдәӣзү№е®ҡжҖ§иҙЁгҖҒйҷҚдҪҺжҲҗжң¬иҖҢеҠ е…ҘеЎ«ж–ҷпјӣдёәйҷҚдҪҺиғ¶еұӮеҲҡжҖ§гҖҒеўһеҠ йҹ§жҖ§иҖҢеҠ е…Ҙеўһйҹ§еүӮпјӣдёәдәҶж”№е–„е·ҘиүәжҖ§йҷҚдҪҺзІҳеәҰгҖҒ延й•ҝдҪҝз”ЁеҜҝе‘ҪеҠ е…ҘзЁҖйҮҠеүӮзӯүгҖӮеҢ…жӢ¬пјҡ
1пјүеӣәеҢ–еүӮ
еӣәеҢ–еүӮеҸҲз§°зЎ¬еҢ–еүӮпјҢжҳҜдҝғдҪҝй»Ҹз»“зү©иҙЁйҖҡиҝҮеҢ–еӯҰеҸҚеә”еҠ еҝ«еӣәеҢ–зҡ„з»„еҲҶ,е®ғжҳҜиғ¶зІҳеүӮдёӯжңҖдё»иҰҒзҡ„й…ҚеҗҲжқҗж–ҷгҖӮе®ғзҡ„дҪңз”ЁжҳҜзӣҙжҺҘжҲ–йҖҡиҝҮеӮ¬еҢ–еүӮдёҺдё»дҪ“иҒҡеҗҲзү©иҝӣиЎҢеҸҚеә”пјҢеӣәеҢ–еҗҺжҠҠеӣәеҢ–еүӮеҲҶеӯҗеј•иҝӣж ‘и„ӮдёӯпјҢдҪҝеҺҹжқҘжҳҜзғӯеЎ‘жҖ§зҡ„зәҝеһӢдё»дҪ“иҒҡеҗҲзү©еҸҳжҲҗеқҡйҹ§е’ҢеқҡзЎ¬зҡ„дҪ“еҪўзҪ‘зҠ¶з»“жһ„гҖӮ
еӣәеҢ–еүӮзҡ„з§Қзұ»еҫҲеӨҡпјҢдёҚеҗҢзҡ„ж ‘и„ӮгҖҒдёҚеҗҢиҰҒжұӮйҮҮз”ЁдёҚеҗҢзҡ„еӣәеҢ–еүӮгҖӮиғ¶жҺҘзҡ„е·ҘиүәжҖ§е’Ңе…¶дҪҝз”ЁжҖ§иғҪжҳҜз”ұеҠ дәәзҡ„еӣәеҢ–еүӮзҡ„жҖ§иғҪе’Ңж•°йҮҸжқҘеҶіе®ҡзҡ„гҖӮ
2пјүеўһйҹ§еүӮ
еўһйҹ§еүӮзҡ„жҙ»жҖ§еҹәеӣўзӣҙжҺҘеҸӮдёҺиғ¶зІҳеүӮзҡ„еӣәеҢ–еҸҚеә”пјҢ并иҝӣе…ҘеҲ°еӣәеҢ–дә§зү©жңҖз»ҲеҪўжҲҗзҡ„дёҖдёӘеӨ§еҲҶеӯҗзҡ„й“ҫз»“жһ„дёӯгҖӮжІЎжңүеҠ е…Ҙеўһйҹ§еүӮзҡ„иғ¶зІҳеүӮеӣәеҢ–еҗҺпјҢе…¶жҖ§иғҪиҫғи„ҶпјҢжҳ“ејҖиЈӮпјҢе®һз”ЁжҖ§е·®гҖӮеҠ е…Ҙеўһйҹ§еүӮзҡ„иғ¶жҺҘеүӮпјҢеқҮжңүиҫғеҘҪзҡ„жҠ—еҶІеҮ»ејәеәҰе’ҢжҠ—еүҘзҰ»жҖ§гҖӮдёҚеҗҢзҡ„еўһйҹ§еүӮиҝҳеҸҜдёҚеҗҢзЁӢеәҰең°йҷҚдҪҺе…¶еҶ…еә”еҠӣгҖҒеӣәеҢ–收缩зҺҮпјҢжҸҗй«ҳдҪҺжё©жҖ§иғҪгҖӮ
еёёз”Ёзҡ„еўһйҹ§еүӮжңүиҒҡй…°иғәж ‘и„ӮгҖҒеҗҲжҲҗж©Ўиғ¶гҖҒзј©йҶӣж ‘и„ӮгҖҒиҒҡз ңж ‘и„ӮзӯүгҖӮ
3пјүзЁҖйҮҠеүӮ
зЁҖйҮҠеүӮеҸҲз§°жә¶еүӮпјҢдё»иҰҒдҪңз”ЁжҳҜйҷҚдҪҺиғ¶зІҳеүӮзІҳеәҰпјҢеўһеҠ иғ¶зІҳеүӮзҡ„жөёж¶ҰиғҪеҠӣпјҢж”№е–„е·ҘиүәжҖ§иғҪгҖӮжңүзҡ„иғҪйҷҚдҪҺиғ¶зІҳеүӮзҡ„жҙ»жҖ§пјҢд»ҺиҖҢ延й•ҝдҪҝз”ЁжңҹгҖӮдҪҶеҠ е…ҘйҮҸиҝҮеӨҡпјҢдјҡйҷҚдҪҺиғ¶зІҳеүӮзҡ„иғ¶жҺҘејәеәҰгҖҒиҖҗзғӯжҖ§гҖҒиҖҗд»ӢиҙЁжҖ§иғҪгҖӮ
еёёз”Ёзҡ„зЁҖйҮҠеүӮжңүдёҷй…®гҖҒжјҶж–ҷзӯүеӨҡз§ҚдёҺзІҳж–ҷзӣёе®№зҡ„жә¶еүӮгҖӮ
4пјүеЎ«ж–ҷ
еЎ«ж–ҷдёҖиҲ¬еңЁиғ¶й»ҸеүӮдёӯдёҚеҸ‘з”ҹеҢ–еӯҰеҸҚеә”пјҢдҪҝз”ЁеЎ«ж–ҷеҸҜд»ҘжҸҗй«ҳиғ¶жҺҘжҺҘеӨҙзҡ„ејәеәҰгҖҒжҠ—еҶІеҮ»йҹ§жҖ§гҖҒиҖҗзЈЁжҖ§гҖҒиҖҗиҖҒеҢ–жҖ§гҖҒзЎ¬еәҰгҖҒжңҖй«ҳдҪҝз”Ёжё©еәҰе’ҢиҖҗзғӯжҖ§пјҢйҷҚдҪҺзәҝиҶЁиғҖзі»ж•°гҖҒеӣәеҢ–收缩зҺҮе’ҢжҲҗжң¬зӯүгҖӮеёёз”Ёзҡ„еЎ«ж–ҷжңүж°§еҢ–й“ңгҖҒж°§еҢ–й•ҒгҖҒ银зІүгҖҒз“·зІүгҖҒдә‘жҜҚзІүгҖҒзҹіжЈүзІүгҖҒж»‘зҹізІүзӯүгҖӮ
5пјүж”№жҖ§еүӮ
ж”№жҖ§еүӮжҳҜдёәдәҶж”№е–„иғ¶й»ҸеүӮзҡ„жҹҗдёҖж–№йқўжҖ§иғҪпјҢд»Ҙж»Ўи¶ізү№ж®ҠиҰҒжұӮиҖҢеҠ е…Ҙзҡ„дёҖдәӣз»„еҲҶпјҢеҰӮдёәеўһеҠ иғ¶жҺҘејәеәҰпјҢеҸҜеҠ е…ҘеҒ¶иҒ”еүӮпјҢиҝҳеҸҜд»ҘеҠ е…ҘйҳІи…җеүӮгҖҒйҳІйңүеүӮгҖҒйҳ»зҮғеүӮе’ҢзЁіе®ҡеүӮзӯүгҖӮ
иғ¶зІҳеүӮзҡ„е“Ғз§Қз№ҒеӨҡпјҢз»„жҲҗдёҚеҗҢпјҢз”ЁйҖ”еҗ„ејӮпјҢеҲҶзұ»ж–№жі•еҰӮдёӢгҖӮ
1.жҢүжқҘжәҗеҸҜеҲҶдёәеӨ©з„¶иғ¶зІҳеүӮе’ҢеҗҲжҲҗиғ¶зІҳеүӮ
еӨ©з„¶иғ¶зІҳеүӮзҡ„еҺҹж–ҷдё»иҰҒжқҘиҮӘеӨ©з„¶пјҢеҰӮеҠЁзү©иғ¶жңүйӘЁиғ¶гҖҒиҷ«иғ¶гҖҒйұјиғ¶зӯүпјӣжӨҚзү©иғ¶жңүж·ҖзІүгҖҒжқҫйҰҷзӯүгҖӮеҗҲжҲҗиғ¶зІҳеүӮе°ұжҳҜз”ұеҗҲжҲҗж ‘и„ӮжҲ–еҗҲжҲҗж©Ўиғ¶дёәдё»иҰҒеҺҹж–ҷй…ҚеҲ¶иҖҢжҲҗзҡ„иғ¶зІҳеүӮпјҢеҰӮзғӯеӣәеһӢиғ¶зІҳеүӮжңүзҺҜж°§гҖҒй…ҡйҶӣгҖҒдёҷзғҜй…ёеҸҢи„ӮгҖҒжңүжңәзЎ…гҖҒдёҚйҘұе’ҢиҒҡй…ҜзӯүгҖӮж©Ўиғ¶еһӢиғ¶зІҳеүӮжңүж°ҜдёҒж©Ўиғ¶гҖҒдёҒи…Ҳж©Ўиғ¶гҖҒзЎ…ж©Ўиғ¶зӯүгҖӮзғӯеЎ‘жҖ§иғ¶зІҳеүӮжңүиҒҡйҶӢй…ёд№ҷзғҜи„ӮгҖҒд№ҷзғҜпјҢйҶӢй…ёд№ҷзғҜи„ӮзӯүгҖӮ
2.жҢүз”ЁйҖ”еҸҜеҲҶдёәйҖҡз”Ёиғ¶зІҳеүӮе’Ңдё“з”Ёиғ¶зІҳеүӮ
йҖҡз”Ёиғ¶жңүдёҖе®ҡзҡ„иғ¶жҺҘејәеәҰпјҢеҜ№дёҖиҲ¬жқҗж–ҷйғҪиғҪиҝӣиЎҢиғ¶жҺҘпјҢеҰӮзҺҜж°§ж ‘и„ӮзӯүгҖӮдё“з”Ёиғ¶зІҳеүӮдёӯжңүйҮ‘еұһз”ЁгҖҒжңЁжқҗз”ЁгҖҒзҺ»з’ғз”ЁгҖҒж©Ўиғ¶з”ЁгҖҒиҒҡд№ҷзғҜжіЎжІ«еЎ‘ж–ҷз”Ёзӯүиғ¶зІҳеүӮгҖӮ
3.жҢүиғ¶жҺҘејәеәҰеҸҜеҲҶдёәз»“жһ„иғ¶зІҳеүӮе’Ңйқһз»“жһ„иғ¶зІҳеүӮ
з»“жһ„иғ¶зІҳеүӮиғ¶жҺҘзҡ„жҺҘеӨҙжҠ—еүӘеҲҮејәеәҰеҸҜиҫҫ7MPaпјҢдёҚд»…жңүи¶іеӨҹзҡ„еүӘеҲҮејәеәҰпјҢиҖҢдё”е…·жңүиҫғй«ҳзҡ„дёҚеқҮеҢҖжүҜзҰ»ејәеәҰпјҢиғҪй•ҝж—¶й—ҙеҶ…жүҝеҸ—жҢҜеҠЁгҖҒз–ІеҠіе’ҢеҶІеҮ»зӯүиҪҪиҚ·пјҢеҗҢж—¶иҝҳе…·жңүдёҖе®ҡзҡ„иҖҗзғӯжҖ§е’ҢиҖҗеҖҷжҖ§гҖӮйқһз»“жһ„иғ¶зІҳеүӮеңЁиҫғдҪҺзҡ„жё©еәҰдёӢжңүдёҖе®ҡзҡ„ејәеәҰпјҢйҡҸзқҖжё©еәҰзҡ„еҚҮй«ҳиғ¶жҺҘејәеәҰиҝ…йҖҹдёӢйҷҚпјҢжүҖд»Ҙиҝҷзұ»иғ¶зІҳеүӮдё»иҰҒз”ЁдәҺиғ¶жҺҘдёҚйҮҚиҰҒзҡ„йӣ¶д»¶пјҢжҲ–з”ЁдәҺдёҙж—¶еӣәе®ҡгҖӮ
4.жҢүиғ¶зІҳеүӮеӣәеҢ–жё©еәҰеҸҜеҲҶдёәе®Өжё©еӣәеҢ–иғ¶зІҳеүӮгҖҒдёӯжё©еӣәеҢ–иғ¶зІҳеүӮгҖҒй«ҳжё©еӣәеҢ–иғ¶зІҳеүӮгҖӮ
е®Өжё©жҳҜжҢҮжё©еәҰе°ҸдәҺ30в„ғпјҢдёӯжё©жҳҜжҢҮ30пҪһ99в„ғпјҢй«ҳжё©жҳҜжҢҮеӨ§дәҺ100в„ғд»ҘдёҠиғҪеӣәеҢ–зҡ„иғ¶зІҳеүӮгҖӮ
5.жҢүиғ¶зІҳеүӮеҹәж–ҷзү©иҙЁ
еҸҜеҲҶдёәж ‘и„ӮеһӢгҖҒж©Ўиғ¶еһӢгҖҒж— жңәеҸҠеӨ©з„¶иғ¶зІҳеүӮзӯүгҖӮ
6.жҢүе…¶е®ғзү№ж®ҠжҖ§иғҪ
еҸҜеҲҶдёәеҜјз”өгҖҒеҜјзЈҒгҖҒзӮ№з„Ҡиғ¶зІҳеүӮзӯүгҖӮ
иғ¶жҺҘе·ҘиүәеҢ…жӢ¬иғ¶жҺҘеүҚзҡ„еҮҶеӨҮгҖҒжҺҘеӨҙи®ҫи®ЎгҖҒй…ҚеҲ¶иғ¶зІҳеүӮгҖҒж¶Ӯж•·гҖҒеҗҲжӢўгҖҒеӣәеҢ–е’ҢиҙЁйҮҸжЈҖжөӢзӯүгҖӮ
дёҖгҖҒиғ¶жҺҘеүҚзҡ„еҮҶеӨҮ
иғ¶зІҳеүӮеҜ№иў«иғ¶жҺҘжқҗж–ҷиғ¶жҺҘејәеәҰзҡ„еӨ§е°ҸпјҢдё»иҰҒеҸ–еҶідәҺиғ¶зІҳеүӮдёҺиў«иғ¶жҺҘзү©д№Ӣй—ҙзҡ„жңәжў°иҝһжҺҘпјҢеҲҶеӯҗй—ҙзҡ„зү©зҗҶеҗёйҷ„пјҢзӣёдә’жү©ж•ЈеҸҠеҪўжҲҗеҢ–еӯҰй”®зӯүеӣ зҙ з»јеҗҲдҪңз”Ёзҡ„з»“жһңгҖӮиў«иғ¶жҺҘзү©иЎЁйқўзҡ„з»“жһ„зҠ¶жҖҒеҜ№иғ¶жҺҘжҺҘеӨҙејәеәҰжңүзқҖзӣҙжҺҘзҡ„еҪұе“ҚгҖӮ
иў«иғ¶жҺҘзү©еңЁеҠ е·ҘгҖҒиҝҗиҫ“гҖҒеӮЁеӯҳиҝҮзЁӢдёӯпјҢиЎЁйқўдјҡеӯҳеңЁж°§еҢ–гҖҒжІ№жұЎгҖҒзҒ°е°ҳеҸҠе…¶е®ғжқӮиҙЁзӯүпјҢеңЁиғ¶жҺҘеүҚеҝ…йЎ»жё…йҷӨе№ІеҮҖгҖӮ
еёёз”Ёзҡ„иЎЁйқўжё…йҷӨж–№жі•жңүи„ұи„ӮеӨ„зҗҶжі•гҖҒжңәжў°еӨ„зҗҶжі•е’ҢеҢ–еӯҰеӨ„зҗҶжі•гҖӮ
1.иЎЁйқўи„ұи„ӮеӨ„зҗҶжі•
жңүжңәжә¶еүӮеҺ»жІ№пјҢзӣ®еүҚз”Ёзҡ„и„ұи„Ӯж–№жі•жңүжңүжңәжә¶еүӮжі•гҖҒзўұж¶Іжі•дёҺиЎЁйқўжҙ»жҖ§еүӮжі•гҖӮеёёз”Ёзҡ„и„ұи„Ӯжә¶еүӮжңүдёҷй…®гҖҒз”ІиӢҜгҖҒдәҢз”ІиӢҜгҖҒдёүж°Ҝд№ҷзғҜгҖҒеӣӣж°ҜеҢ–зўігҖҒйҶӢй…ёд№ҷи„ӮгҖҒйҰҷи•үж°ҙгҖҒжұҪжІ№зӯүгҖӮеҜ№дәҺеӨ§жү№йҮҸе°ҸеһӢиғ¶жҺҘ件пјҢеҸҜйҮҮз”Ёдёүж°Ҝд№ҷзғҜи’ёж°”ж§ҪеҶ…ж”ҫзҪ®еҚҠеҲҶй’ҹе·ҰеҸійҷӨжІ№и„ӮгҖӮеҜ№дәҺеӨ§йқўз§Ҝзҡ„иғ¶зІҳиЎЁйқўпјҢйҮҮз”Ёд»ҺдёҠиҮідёӢжҲ–д»Һе·ҰеҲ°еҸідёҖдёӘж–№еҗ‘жё…жҙ—гҖӮйҮҮз”Ёжә¶еүӮи„ұи„Ӯж—¶пјҢеә”жңүдёҖе®ҡзҡ„жҷҫе№Іж—¶й—ҙпјҢйҳІжӯўиғ¶жҺҘиЎЁйқўж®Ӣз•ҷжә¶еүӮеҪұе“ҚжҺҘеӨҙејәеәҰгҖӮеҜ№йҮҮз”Ёзўұж¶Іжё…жҙ—зҡ„иғ¶жҺҘиЎЁйқўпјҢжё…жҙ—еҗҺеҝ…йЎ»еҶҚз”Ёзғӯж°ҙгҖҒеҶ·ж°ҙжҠҠиЎЁйқўзҡ„зўұж¶ІеҶІжҙ—е№ІеҮҖпјҢеҗҺз”ЁзғӯйЈҺе№ІзҮҘгҖӮ
дҪҝз”ЁеҗҺзҡ„иғ¶жҺҘзү©пјҢиЎЁйқўе®№жҳ“еҗёйҷ„жҲ–жІүз§ҜжІ№жұЎгҖӮеҰӮжһңе…Ғи®ёй«ҳжё©еӨ„зҗҶпјҢеҸҜе°Ҷиғ¶жҺҘзү©зҪ®дәҺ200пҪһ250в„ғзғӯйЈҺе№ІзҮҘз®ұдёӯпјҢдҪҝжІ№и„Ӯжё—еҮәпјҢ然еҗҺз”ЁдәҺеҮҖжЈүзәұжҸ©ж“ҰпјҢеҶҚз”Ёжә¶еүӮйҷӨжІ№гҖӮзү№еҲ«ејәи°ғзҡ„жҳҜжә¶еүӮдёҖе®ҡиҰҒзҰ»ејҖзҒ«жәҗпјҢд»ҘйҳІж„ҸеӨ–дәӢж•…гҖӮ
2.жңәжў°еӨ„зҗҶжі•
жңәжў°еӨ„зҗҶеёёз”Ёзҡ„жүӢе·Ҙе·Ҙе…·жңүй’ўдёқеҲ·гҖҒй“ңдёқеҲ·гҖҒеҲ®еҲҖгҖҒз ӮзәёгҖҒйЈҺеҠЁе·Ҙе…·зӯүпјӣжңәжў°ж–№жі•жңүиҪҰеүҠгҖҒеҲЁеүҠгҖҒз ӮиҪ®жү“зЈЁгҖҒе–·з ӮзӯүгҖӮйҮҮз”Ёжңәжў°ж–№жі•еӨ„зҗҶиЎЁйқўпјҢз»ҷиЎЁйқўжҸҗдҫӣдәҶйҖӮеҪ“зҡ„зІ—зіҷеәҰпјҢеўһеҠ дәҶжңүж•Ҳзҡ„иғ¶жҺҘйқўз§ҜпјҢж”№е–„дәҶиғ¶жҺҘжҖ§иғҪгҖӮ
3.еҢ–еӯҰеӨ„зҗҶжі•
еҢ–еӯҰеӨ„зҗҶжі•жңүй…ёжҖ§жә¶ж¶Іе’ҢзўұжҖ§жә¶ж¶ІдёӨз§ҚеӨ„зҗҶж–№жі•гҖӮз»ҸеҢ–еӯҰеӨ„зҗҶзҡ„йҮ‘еұһеҸҜеңЁиЎЁйқўеҪўжҲҗдёҖеұӮеқҮеҢҖиҮҙеҜҶгҖҒеқҡеӣәзҡ„жҙ»жҖ§еұӮпјҢиҜҘжҙ»жҖ§еұӮе®№жҳ“дҪҝиғ¶зІҳеүӮж¶Ұж№ҝеұ•ејҖпјҢеҸҜжҳҺжҳҫжҸҗй«ҳиғ¶жҺҘејәеәҰгҖӮеҜ№е…Ғи®ёеҢ–еӯҰеӨ„зҗҶзҡ„иҒҡеҗҲзү©пјҢеҰӮиҒҡеӣӣж°ҹд№ҷзғҜгҖҒиҒҡд№ҷзғҜгҖҒиҒҡдёҷзғҜгҖҒж°ҹж©Ўиғ¶зӯүпјҢеҸҜдҪҝиЎЁйқўеҸҳжҲҗеёҰжңүжһҒжҖ§еҹәеӣўпјҢжҸҗй«ҳдәҶиЎЁйқўзҡ„иҮӘз”ұиғҪпјҢеўһеҠ дәҶж¶Ұж№ҝжҖ§пјҢиғҪеӨ§е№…еәҰең°ж”№е–„иғ¶жҺҘејәеәҰгҖӮ
дәҢгҖҒиғ¶жҺҘжҺҘеӨҙи®ҫи®Ў
1гҖҒиғ¶жҺҘжҺҘеӨҙеҮ з§ҚеҸ—еҠӣеҪўејҸ
дёҖдёӘиғ¶жҺҘжҺҘеӨҙеңЁе®һйҷ…зҡ„дҪҝз”ЁдёӯпјҢдёҚдјҡеҸӘеҸ—еҲ°дёҖдёӘж–№еҗ‘зҡ„еҠӣпјҢиҖҢжҳҜдёҖдёӘжҲ–еҮ з§ҚеҠӣзҡ„йӣҶеҗҲгҖӮдёәдәҶдҫҝдәҺеҸ—еҠӣеҲҶжһҗпјҢжҠҠе®һйҷ…зҡ„иғ¶жҺҘжҺҘеӨҙеҸ—еҠӣз®ҖеҢ–дёәеүӘеҲҮеҠӣгҖҒжӢүеҠӣгҖҒеүҘзҰ»гҖҒеҠҲиЈӮеҮ з§ҚеҪўејҸ(еӣҫ1пјүгҖӮ
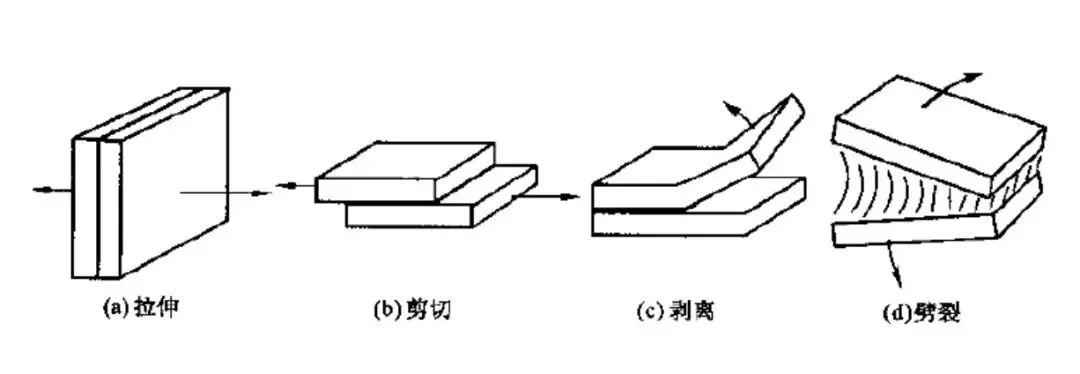
еӣҫ1 иғ¶жҺҘжҺҘеӨҙзҡ„еҮ з§ҚеҸ—еҠӣеҪўејҸ
2.и®ҫи®Ўиғ¶жҺҘжҺҘеӨҙж—¶еә”йҒөе®Ҳд»ҘдёӢеҺҹеҲҷ
еҲ¶йҖ дёҖдёӘй«ҳиҙЁйҮҸзҡ„иғ¶жҺҘжҺҘеӨҙдё»иҰҒдёҺиғ¶зІҳеүӮзҡ„жҖ§иғҪгҖҒеҗҲзҗҶзҡ„иғ¶жҺҘе·Ҙиүәе’ҢжӯЈзЎ®зҡ„иғ¶жҺҘжҺҘеӨҙеҪўејҸзӯүдёүдёӘж–№йқўжңүзқҖеҜҶдёҚеҸҜеҲҶзҡ„е…ізі»гҖӮи®ҫи®Ўиғ¶жҺҘжҺҘеӨҙж—¶еә”иҖғиҷ‘д»ҘдёӢеҮ зӮ№гҖӮ
1)е°ҪеҸҜиғҪдҪҝиғ¶жҺҘжҺҘеӨҙиғ¶еұӮеҸ—еҺӢгҖҒеҸ—жӢүдјёе’ҢеүӘеҲҮдҪңз”ЁпјҢдёҚиҰҒдҪҝжҺҘеӨҙеҸ—еүҘзҰ»е’ҢеҠҲиЈӮдҪңз”ЁпјҢеҰӮеӣҫ2жүҖзӨәгҖӮеӣҫ2(b)жҺҘеӨҙиғ¶еұӮзҡ„еҸ—еҠӣиҰҒеҘҪдәҺеӣҫ2(a)гҖӮеҜ№дәҺдёҚеҸҜйҒҝе…ҚеҸ—еүҘзҰ»е’ҢеҠҲиЈӮзҡ„пјҢеә”йҮҮз”Ёеӣҫ3жүҖзӨәзҡ„жҺӘж–ҪжқҘйҷҚдҪҺиғ¶еұӮзҡ„еҸ—еүҘзҰ»е’ҢеҠҲиЈӮдҪңз”ЁгҖӮ
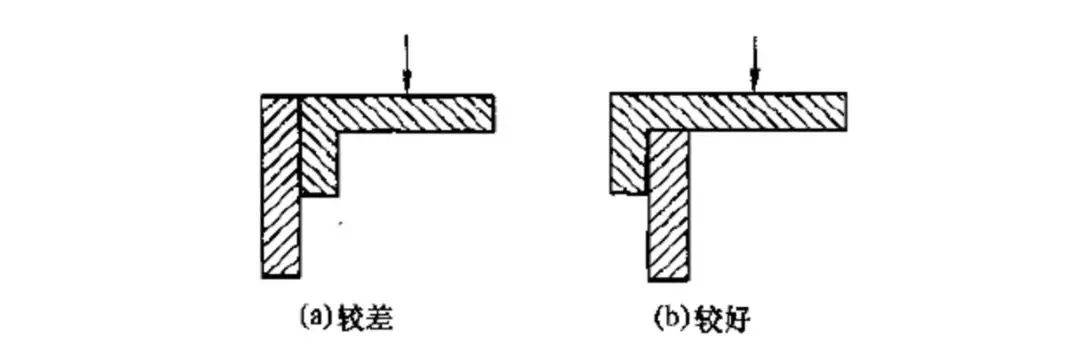
еӣҫ2 жҺҘеӨҙеҸ—еҠӣеҜ№жҜ”В
2)еҗҲзҗҶи®ҫи®ЎиҫғеӨ§зҡ„иғ¶жҺҘжҺҘеӨҙйқўз§ҜпјҢжҸҗй«ҳжҺҘеӨҙжүҝиҪҪиғҪеҠӣгҖӮ
3)дёәдәҶиҝӣдёҖжӯҘжҸҗй«ҳиғ¶жҺҘжҺҘеӨҙзҡ„жүҝиҪҪиғҪеҠӣпјҢеә”йҮҮз”Ёиғ¶-з„ҠгҖҒиғ¶-й“ҶгҖҒиғ¶-иһәж “зӯүеӨҚеҗҲиҒ”з»“зҡ„жҺҘеӨҙеҪўејҸгҖӮ
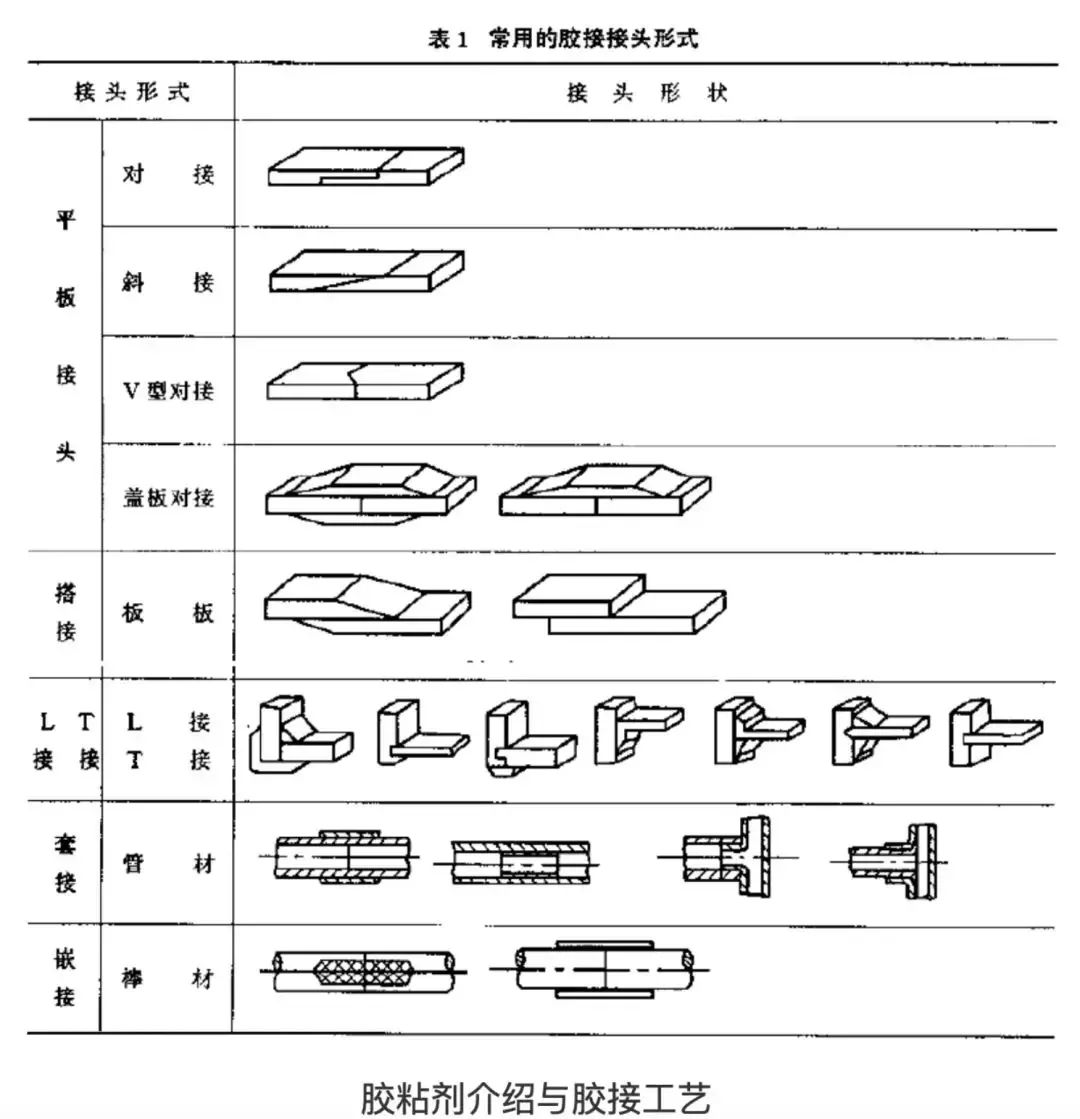
4)и®ҫи®Ўзҡ„иғ¶жҺҘжҺҘеӨҙеә”дҫҝдәҺеҠ е·ҘпјҢиЎЁ1жҳҜеҮ з§Қеёёз”Ёзҡ„иғ¶жҺҘжҺҘеӨҙеҪўејҸгҖӮ
дёүгҖҒиғ¶зІҳеүӮзҡ„й…ҚеҲ¶дёҺж¶Ӯж•·
1.иғ¶зІҳеүӮзҡ„й…ҚеҲ¶
иғ¶зІҳеүӮй…ҚеҲ¶зҡ„жҖ§иғҪзҡ„еҘҪеқҸе°ҶзӣҙжҺҘеҪұе“Қиғ¶жҺҘжҺҘеӨҙзҡ„е®һз”ЁжҖ§иғҪпјҢеӣ жӯӨпјҢй…ҚеҲ¶иғ¶зІҳеүӮиҰҒ科еӯҰеҗҲзҗҶпјҢй…ҚеҲ¶иҰҒжҢүеҗҲзҗҶзҡ„йЎәеәҸиҝӣиЎҢгҖӮ
иғ¶зІҳеүӮжңүеҚ•з»„еҲҶгҖҒеҸҢз»„еҲҶе’ҢеӨҡз»„еҲҶзӯүеӨҡз§Қзұ»еһӢгҖӮеҚ•з»„еҲҶзҡ„иғ¶зІҳеүӮеҸҜзӣҙжҺҘдҪҝз”ЁгҖӮй…ҚеҲ¶еҸҢз»„еҲҶжҲ–еӨҡз»„еҲҶзҡ„иғ¶зІҳеүӮж—¶пјҢеҝ…йЎ»еҮҶзЎ®и®Ўз®—гҖҒз§°еҸ–еҗ„з»„еҲҶзҡ„иҙЁйҮҸпјҢиҙЁйҮҸиҜҜе·®дёҚеҫ—и¶…иҝҮ2%пҪһ5%гҖӮеӣәеҢ–еүӮз”ЁйҮҸиҝҮеӨҡпјҢдјҡдҪҝиғ¶еұӮеҸҳи„ҶпјӣеҠ е…ҘйҮҸдёҚи¶іеҲҷиғ¶зІҳеүӮзҡ„еӣәеҢ–дёҚе®Ңе…ЁгҖӮ
иғ¶зІҳеүӮеңЁй…ҚеҲ¶еүҚпјҢеә”ж”ҫеңЁжё©еәҰдёә15пҪһ25в„ғ(зү№ж®Ҡзҡ„е“Ғз§ҚдҫӢеӨ–)гҖҒйҳҙжҡ—дёҚйҖҸжҳҺгҖҒеҜ№иғ¶зІҳеүӮжІЎжңүз ҙеқҸдҪңз”Ёзҡ„еҜҶй—ӯе®№еҷЁеҶ…гҖӮ
й…ҚеҲ¶иғ¶зІҳеүӮиҰҒж №жҚ®з”ЁйҮҸиҖҢе®ҡгҖӮз”ЁйҮҸе°ҸеҸҜйҮҮз”ЁжүӢе·Ҙжҗ…жӢҢпјӣз”ЁйҮҸиҫғеӨ§ж—¶пјҢеә”йҖүз”Ёз”өеҠЁжҗ…жӢҢеҷЁиҝӣиЎҢжҗ…жӢҢгҖӮжҗ…жӢҢдёӯеҗ„з»„еҲҶдёҖе®ҡиҰҒеқҮеҢҖдёҖиҮҙгҖӮеҜ№дёҖдәӣзӣёе®№жҖ§е·®гҖҒеЎ«ж–ҷеӨҡгҖҒеӯҳж”ҫж—¶й—ҙй•ҝзҡ„иғ¶зІҳеүӮпјҢеңЁдҪҝз”ЁеүҚиҰҒйҮҚж–°иҝӣиЎҢжҗ…жӢҢгҖӮеҜ№зІҳеәҰеҸҳеӨ§зҡ„иҝҳйңҖеҠ дәәжә¶еүӮзЁҖйҮҠеҗҺжҗ…жӢҢгҖӮ
2.иғ¶зІҳеүӮзҡ„ж¶Ӯж•·
ж¶Ӯж•·е°ұжҳҜйҮҮз”ЁйҖӮеҪ“зҡ„ж–№жі•е’Ңе·Ҙе…·е°Ҷиғ¶зІҳеүӮж¶Ӯж•·еңЁиғ¶жҺҘйғЁдҪҚиЎЁйқўгҖӮж¶Ӯж•·ж–№жі•жңүеҲ·ж¶ӮгҖҒжөёж¶ӮгҖҒе–·ж¶ӮгҖҒеҲ®ж¶ӮзӯүгҖӮ
ж №жҚ®иғ¶зІҳеүӮдҪҝз”Ёзӣ®зҡ„пјҢиғ¶зІҳеүӮзҡ„зІҳеәҰпјҢиў«иғ¶жҺҘзү©зҡ„жҖ§иҙЁпјҢеҸҜйҖүз”ЁдёҚеҗҢзҡ„ж¶Ӯиғ¶ж–№жі•гҖӮеҰӮжһңй…ҚеҲ¶ж—¶зҡ„ж°”жё©иҝҮдҪҺпјҢиғ¶зІҳеүӮжһҜеәҰиҝҮеӨ§пјҢеҸҜйҮҮз”Ёж°ҙжөҙеҠ зғӯжҲ–е…Ҳе°Ҷиғ¶жһҜеүӮж”ҫдәәзғҳз®ұдёӯйў„зғӯгҖӮ
ж¶Ӯж•·зҡ„иғ¶еұӮиҰҒеқҮеҢҖпјҢдёәйҒҝе…ҚзІҳеҗҲеҗҺиғ¶еұӮеҶ…еӯҳжңүз©әж°”пјҢж¶Ӯиғ¶ж—¶еқҮйҮҮз”Ёз”ұдёҖдёӘж–№еҗ‘еҲ°еҸҰдёҖдёӘж–№еҗ‘ж¶Ӯж•·пјҢйҖҹеәҰд»Ҙ2пҪһ4cm/sдёәе®ңгҖӮиғ¶еұӮеҺҡеәҰдёҖиҲ¬дёә0.08пҪһ0.15mmгҖӮ
еҜ№жә¶еүӮеһӢиғ¶жҺҘеүӮе’ҢеёҰеӯ”жҖ§зҡ„иў«иғ¶жҺҘзү©пјҢйңҖж¶Ӯиғ¶2пҪһ3йҒҚпјҢеңЁж¶Ӯ敷第дәҢйҒ“еүҚпјҢиҰҒеҮҶзЎ®жҺҢжҸЎз¬¬дёҖйҒ“иғ¶жә¶еүӮжҢҘеҸ‘е®Ңе…ЁеҗҺеҶҚж¶Ӯ第дәҢйҒҚгҖӮеҰӮжһңиғ¶еұӮеҶ…ж®ӢеӯҳиҝҮеӨҡзҡ„жә¶еүӮдјҡйҷҚдҪҺиғ¶жҺҘејәеәҰпјҢдҪҶиҝҮеҲҶе№ІзҮҘиғ¶еұӮдјҡеӨұеҺ»зІҳйҷ„жҖ§гҖӮ
еҜ№дәҺдёҚеҗ«жә¶еүӮзҡ„зғӯеӣәжҖ§иғ¶зІҳеүӮпјҢж¶Ӯж•·еҗҺиҰҒз«ӢеҚізІҳеҗҲпјҢйҒҝе…Қй•ҝж—¶й—ҙж”ҫзҪ®еҗёж”¶з©әж°”дёӯзҡ„ж°ҙеҲҶпјҢжҲ–дҪҝеӣәеҢ–еүӮ(еҰӮзҺҜж°§иғ¶зІҳеүӮзҡ„и„ӮиӮӘиғәзұ»еӣәеҢ–еүӮ)жҢҘеҸ‘гҖӮ
еӣӣгҖҒиғ¶й»ҸеүӮзҡ„еӣәеҢ–
жүҖи°“еӣәеҢ–е°ұжҳҜиғ¶зІҳеүӮйҖҡиҝҮжә¶еүӮжҢҘеҸ‘гҖҒзҶ”дҪ“еҶ·еҚҙгҖҒд№іж¶ІеҮқиҒҡзӯүзү©зҗҶдҪңз”ЁпјҢжҲ–йҖҡиҝҮзј©иҒҡгҖҒеҠ иҒҡгҖҒдәӨиҒ”гҖҒжҺҘжһқзӯүеҢ–еӯҰеҸҚеә”пјҢдҪҝе…¶иғ¶еұӮеҸҳдёәеӣәдҪ“зҡ„иҝҮзЁӢгҖӮ
иғ¶жҺҘзү©еҗҲжӢўеҗҺпјҢдёәдәҶиҺ·еҫ—зЎ¬еҢ–еҗҺжүҖеёҢжңӣзҡ„иҝһжҺҘејәеәҰпјҢеҝ…йЎ»еҮҶзЎ®ең°жҺҢжҸЎеӣәеҢ–иҝҮзЁӢдёӯеҺӢеҠӣгҖҒжё©еәҰгҖҒж—¶й—ҙзӯүе·ҘиүәеҸҠеҸӮж•°гҖӮ
1.еӣәеҢ–еҺӢеҠӣ
еҠ еҺӢжңүеҲ©дәҺиғ¶зІҳеүӮеҜ№иЎЁйқўзҡ„е……еҲҶжөёж¶ҰгҖҒжҺ’еҮәиғ¶еұӮеҶ…зҡ„жә¶еүӮжҲ–дҪҺеҲҶеӯҗжҢҘеҸ‘зү©гҖҒжҺ§еҲ¶иғ¶еұӮеҺҡеәҰгҖҒйҳІжӯўеӣ 收缩引иө·зҡ„иў«иғ¶жҺҘзү©д№Ӣй—ҙзҡ„жҺҘи§ҰдёҚиүҜгҖҒжҸҗй«ҳиғ¶зІҳеүӮзҡ„жөҒеҠЁжҖ§зӯүгҖӮ
йҖӮдёӯзҡ„еҺӢеҠӣеҸҜеҫҲеҘҪең°жҺ§еҲ¶иғ¶еұӮеҺҡеәҰпјҢе……еҲҶеҸ‘жҢҘиғ¶зІҳеүӮзҡ„иғ¶жҺҘдҪңз”ЁпјҢдҝқиҜҒиғ¶еұӮдёӯж— ж°”еӯ”зӯүгҖӮеҠ еҺӢзҡ„еӨ§е°ҸдёҺиғ¶зІҳеүӮеҸҠиў«иғ¶жҺҘзү©зҡ„з§Қзұ»жңүе…іпјҢеҜ№дәҺи„ҶжҖ§жқҗж–ҷжҲ–еҠ еҺӢеҗҺжҳ“еҸҳеҪўзҡ„еЎ‘ж–ҷпјҢеҺӢеҠӣдёҚжҳ“иҝҮеӨ§гҖӮдёҖиҲ¬жғ…еҶөдёӢпјҢеҜ№ж— жә¶еүӮиғ¶зІҳеүӮжҜ”жә¶еүӮжҖ§иғ¶зІҳеүӮеҠ еҺӢиҰҒе°ҸпјӣеҜ№зҺҜж°§ж ‘и„Ӯиғ¶зІҳеүӮпјҢйҮҮз”ЁжҺҘи§ҰеҺӢеҠӣеҚіеҸҜгҖӮеӣҫ5дёәеёёз”Ёзҡ„еҮ з§ҚеҠ еҺӢж–№жі•з®ҖеӣҫгҖӮ
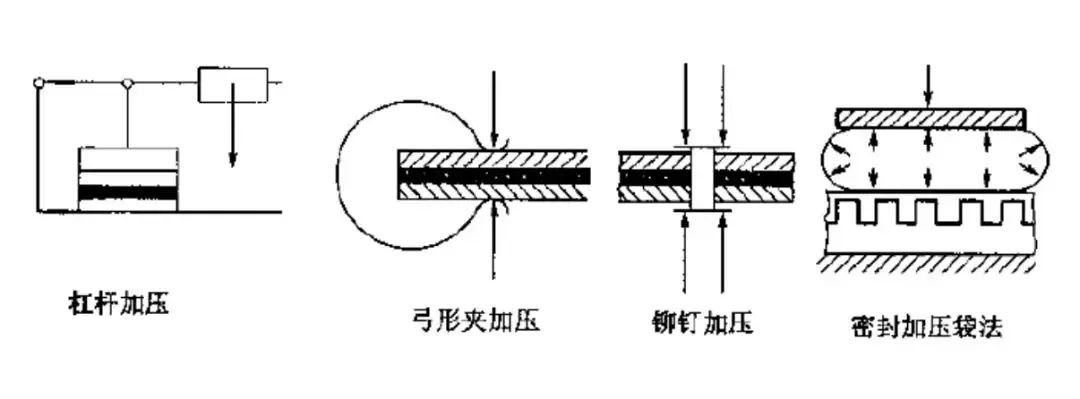
еӣҫпјҡеёёз”ЁеҠ еҺӢж–№жі•
2.жё©еәҰе’Ңж—¶й—ҙ
еӣәеҢ–жё©еәҰдё»иҰҒж №жҚ®иғ¶зІҳеүӮзҡ„жҲҗеҲҶжқҘеҶіе®ҡгҖӮеӣәеҢ–жё©еәҰиҝҮдҪҺпјҢеҹәдҪ“зҡ„еҲҶеӯҗй“ҫиҝҗеҠЁеӣ°йҡҫпјҢиҮҙдҪҝиғ¶еұӮзҡ„дәӨиҒ”еҜҶеәҰиҝҮдҪҺпјҢеӣәеҢ–еҸҚеә”дёҚе®Ңе…ЁпјҢиҰҒдҪҝеӣәеҢ–е®Ңе…Ёеҝ…йЎ»еўһеҠ еӣәеҢ–ж—¶й—ҙпјӣеҰӮжһңжё©еәҰиҝҮй«ҳдјҡеј•иө·иғ¶ж¶ІжөҒеӨұжҲ–дҪҝиғ¶еұӮи„ҶеҢ–гҖӮеӣәеҢ–жё©еәҰй«ҳдҪҺеқҮдјҡйҷҚдҪҺжҺҘеӨҙзҡ„иғ¶жҺҘејәеәҰгҖӮеҜ№дёҖдәӣеҸҜеңЁе®Өжё©дёӢеӣәеҢ–зҡ„иғ¶зІҳеүӮпјҢйҖҡиҝҮеҠ жё©еҸҜйҖӮеҪ“еҠ йҖҹдәӨиҒ”еҸҚеә”пјҢ并дҪҝеӣәеҢ–жӣҙе……еҲҶгҖҒжӣҙе®Ңе…ЁпјҢд»ҺиҖҢзј©зҹӯеӣәеҢ–ж—¶й—ҙгҖӮ
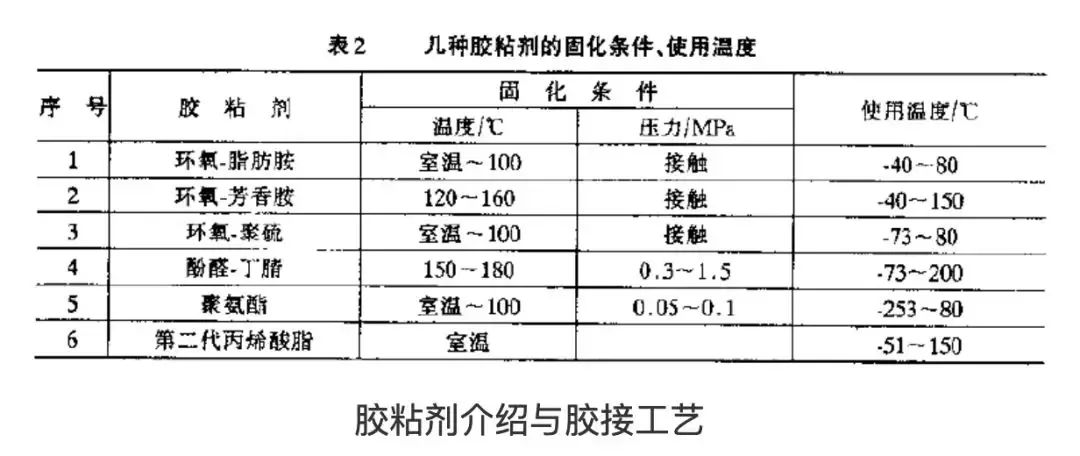
еӣәеҢ–жё©еәҰдёҺеӣәеҢ–ж—¶й—ҙжҳҜзӣёиҫ…зӣёжҲҗзҡ„пјҢеӣәеҢ–жё©еәҰи¶Ҡй«ҳпјҢеӣәеҢ–ж—¶й—ҙеҸҜзҹӯдёҖдәӣпјӣеӣәеҢ–жё©еәҰи¶ҠдҪҺпјҢеӣәеҢ–ж—¶й—ҙеә”й•ҝдёҖдәӣгҖӮиЎЁ2жҳҜеҮ з§Қиғ¶зІҳеүӮзҡ„еӣәеҢ–жқЎд»¶гҖҒдҪҝз”Ёжё©еәҰгҖӮ
жқҘжәҗпјҡж¶ӮеёғеӨ§и®Іе Ӯ
END

дёӯ еӣҪ иғ¶ зІҳ еүӮ зҪ‘
иҒҡз„Ұиғ¶зІҳеҠЁжҖҒ
жңҚеҠЎиғ¶зІҳиЎҢдёҡ