жүӢжңәзүҲ
дәҢз»ҙз Ғ
иҙӯзү©иҪҰ
(
0
)
дҫӣеә”
жұӮиҙӯ
е…¬еҸё
еӣўиҙӯ
еұ•дјҡ
иө„и®Ҝ
жӢӣе•Ҷ
е“ҒзүҢ
дәәжүҚ
зҹҘйҒ“
дё“йўҳ
еӣҫеә“
и§Ҷйў‘
дёӢиҪҪ
е•ҶеңҲ
жҺЁе№ҝ
зғӯжҗңпјҡ
йҮҮиҙӯж–№ејҸ
з”ІеёҰ
ж»ӨиҠҜ
ж°”еҠЁйҡ”иҶңжіө
еҮҸйҖҹжңә
еҮҸйҖҹжңәеһӢеҸ·
еұҘеёҰ
еёҰејҸз§°йҮҚз»ҷз…Өжңә
ж— зә§еҸҳйҖҹжңә
й“ҫејҸз»ҷз…Өжңә
йҰ–йЎө
дҫӣеә”
жұӮиҙӯ
е…¬еҸё
еӣўиҙӯ
еұ•дјҡ
иө„и®Ҝ
жӢӣе•Ҷ
е“ҒзүҢ
дәәжүҚ
зҹҘйҒ“
дё“йўҳ
еӣҫеә“
и§Ҷйў‘
дёӢиҪҪ
е•ҶеңҲ
йҰ–йЎө
>
иө„и®Ҝ
>
е·ҘиүәзҺ©е…·
йҖӮеә”иҪҰиә«иҪ»йҮҸеҢ–зҡ„ж¶ӮиЈ…е·Ҙиүә
ж—Ҙжңҹпјҡ2023-09-01 00:20:25 жқҘжәҗпјҡзҪ‘з»ңж•ҙзҗҶ дҪңиҖ…пјҡжң¬з«ҷзј–иҫ‘ жөҸи§Ҳпјҡ
21
иҜ„и®әпјҡ0
1. иҪҰиә«иҪ»йҮҸеҢ–еҜ№ж¶ӮиЈ…е·Ҙиүәзҡ„иҰҒжұӮ
жұҪиҪҰиҪҰиә«иҪ»йҮҸеҢ–еҝ…然жҳҜз”ұеӨҡз§ҚдҪҺеҜҶеәҰжқҗж–ҷжӣҝд»Јй’ўжқҗпјҢеҪўжҲҗеӨҡеә•жқҗиҪҰиә«пјҢеҚіж··еҗҲжқҗж–ҷиҪҰиә«гҖӮеҹәдәҺеҗ„з§Қеә•жқҗзҡ„зү©зҗҶжңәжў°жҖ§иғҪе’ҢзғӯзЁіе®ҡжҖ§зҡ„е·®ејӮпјҢиҮҙдҪҝе…¶еҜ№ж¶ӮиЈ…е·ҘиүәжңүеҫҲеӨ§еҪұе“ҚгҖӮдҫӢеҰӮж¶ӮиЈ…зғҳе№ІиҝҮзЁӢдёӯпјҢеӣ жқҗиҙЁзҡ„зғӯиҶЁиғҖзі»ж•°дёҚеҗҢпјҲи§ҒдёӢиЎЁпјүпјҢиҖҢеҜјиҮҙеҸҳеҪўгҖӮ
еҸҰеӨ–пјҢеҗ„з»„жҲҗжқҗж–ҷд№Ӣй—ҙзҡ„еҢ–еӯҰз”өдҪҚдёҚеҗҢпјҢжҜ”еҰӮй’ўпјҲй”Ңпјү/ й“қзҡ„еҢ–еӯҰз”өдҪҚдёә 250 mVпјҲж ҮеҮҶз”ҳжұһз”өжһҒ NaClпјҢpH 7.0пјҢ22в„ғпјүпјӣзәӨз»ҙеўһејәеЎ‘ж–ҷпјҲFRPпјҢдҝ—з§°зҺ»з’ғй’ўпјү/ й“қзҡ„еҢ–еӯҰз”өдҪҚдёә 800 mVгҖӮдёәжӯӨпјҢйңҖеўһејәжұҪиҪҰиҪҰиә«зҡ„еҜҶе°Ғж¶Ӯиғ¶зҡ„иҰҒжұӮпјҢ并йҮҮз”ЁдҪҺеҜҶеәҰзҡ„еҜҶе°Ғиғ¶пјҲзәҰжҜ”еҺҹжңүеҜҶе°Ғиғ¶иҪ»25%пјүгҖӮ
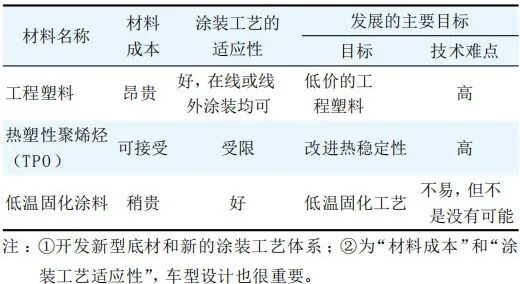
жұҪиҪҰиҪҰиә«еӨ–йҘ°д»¶еЎ‘ж–ҷеҢ–жҳҜиҪҰиә«иҪ»йҮҸеҢ–зҡ„дё»иҰҒж–№еҗ‘д№ӢдёҖпјҢжҜ”еҰӮйҮҮз”ЁзғӯеЎ‘жҖ§еЎ‘ж–ҷгҖҒзәӨз»ҙеўһејәеЎ‘ж–ҷпјҲFRPпјүгҖҒзўізәӨз»ҙеўһејәеЎ‘ж–ҷпјҲCFRPпјүзӯүгҖӮиҪҰиә«еӨ–йҘ°еЎ‘ж–ҷ件зҡ„е…ій”®ж¶ӮиЈ…е·ҘиүәжҠҖжңҜиҰҒжұӮжҳҜ пјҡзғӯзЁіе®ҡжҖ§дёҺж¶Ӯж–ҷзҡ„зғҳе№ІжқЎд»¶пјҢиҝҳйңҖиҖғиҷ‘еҸҜжҺҘеҸ—зҡ„иҪҰиә«иҙЁйҮҸгҖҒзҺҜдҝқе’ҢжҲҗжң¬гҖӮеҜ№еЎ‘ж–ҷеӨ–жқҝж¶ӮиЈ…пјҢйҷҚдҪҺеӣәеҢ–жё©еәҰд№ҹеҚҒеҲҶйҮҚиҰҒгҖӮжұҪиҪҰиҪ»йҮҸеҢ–зҡ„жқҗж–ҷи®ҫи®ЎжҢҮеҚ—и§ҒиЎЁ3гҖӮ
2. йҖӮеә”иҪҰиә«иҪ»йҮҸеҢ–зҡ„ж¶ӮиЈ…е·Ҙиүә
дј з»ҹзҡ„жұҪиҪҰиҪҰиә«ж¶ӮиЈ…е·ҘиүәжҳҜеӣӣж¶Ӯдёүзғҳе·ҘиүәпјҢеҚіеүҚеӨ„зҗҶвҖ”з”өжііеә•жјҶвҖ”зғҳе№ІпјҲ160~180в„ғпјҢ30 minпјүвҖ”дёӯж¶ӮжјҶвҖ”зғҳе№ІпјҲ140в„ғпјҢ30 minпјүвҖ”еә•иүІжјҶвҖ”жҷҫе№ІвҖ”зҪ©е…үжјҶвҖ”зғҳе№ІпјҲ140в„ғпјҢ30 minпјүпјҢзҺ°д»ҠеҸ‘еұ•дёәеӣӣж¶ӮдәҢзғҳе·ҘиүәпјҢеҚіеңЁз”өжііеә•жјҶдёҠеҠ 3C1BпјҲдёүж¶ӮдёҖзғҳпјүжҲ–еҸҢеә•иүІвҖңдёүж№ҝвҖқдёӯж¶ӮжјҶ - йқўжјҶж¶ӮиЈ…е·ҘиүәгҖӮ
йҮҮз”Ёй«ҳејәеәҰй’ўжқҝгҖҒеӨ№еҝғй’ўжқҝе’Ңй“қеҗҲйҮ‘жқҝзҡ„ж··еҗҲжқҗж–ҷиҪҰиә«пјҢд»ҚеҸҜйҮҮз”ЁдёҠиҝ°ж¶ӮиЈ…е·ҘиүәжҲ–зЁҚдҪңи°ғж•ҙпјҢд»…й“қжқҗз”ЁйҮҸеӨҡзҡ„иҪҰиә«пјҢж¶ӮиЈ…еүҚеӨ„зҗҶе·ҘиүәиҰҒдҪңйҖӮеҪ“и°ғж•ҙгҖӮиҝ‘еҮ е№ҙејҖеҸ‘зҡ„ж–°зҺҜдҝқеһӢж— зЈ·и–„иҶңеһӢеүҚеӨ„зҗҶе·ҘиүәпјҲеҰӮзЎ…зғ·еӨ„зҗҶпјүйҖӮз”ЁдәҺеӨҡз§Қеә•жқҗзҡ„ж¶ӮиЈ…еүҚеӨ„зҗҶгҖӮ
иҪҰиә«иҪ»йҮҸеҢ–йҮҮз”ЁдёҚеҗҢеЎ‘ж–ҷеҸҠ其组件пјҲд№ҹдёҚжҳҜ100%пјүзҡ„еңәеҗҲпјҢиҰҒиҖғиҷ‘зҡ„ж¶ӮиЈ…е·Ҙиүәзҡ„е…ій”®зӮ№еҰӮдёӢ пјҡ
в—Ҹ еЎ‘ж–ҷ件зҡ„зғӯзЁіе®ҡжҖ§дёҺж¶Ӯж–ҷзҡ„зғҳе№ІжқЎд»¶пјӣ
в—Ҹ еҸҜжҺҘеҸ—зҡ„ж¶ӮиЈ…иҙЁйҮҸгҖҒзҺҜдҝқе’ҢжҲҗжң¬пјӣ
в—Ҹ дёәеЎ‘ж–ҷеӨ–жқҝж¶ӮиЈ…пјҢйҷҚдҪҺж¶Ӯж–ҷеӣәеҢ–жё©еәҰд№ҹжҳҫеҫ—еҚҒеҲҶйҮҚиҰҒгҖӮ
зҺ°д»Ҡзҡ„OEMж¶ӮиЈ…пјҢеӣ ж¶Ӯж–ҷзҡ„еӣәеҢ–жё©еәҰпјҲзғҳе№ІжқЎд»¶пјүй«ҳпјҲ140~180в„ғпјүпјҢеЎ‘ж–ҷ件зҡ„зғӯзЁіе®ҡжҖ§е·®пјҲдёҖиҲ¬дёә80~120в„ғпјүпјҢйҮ‘еұһдёҺеЎ‘ж–ҷ件дёҖиҲ¬еқҮеҲҶејҖж¶ӮиЈ…пјҢжҳ“дә§з”ҹиүІе·®е’Ңж¶ӮиҶңеӨ–и§ӮеҢ№й…Қй—®йўҳпјҢдё”жҠ•иө„еўһеӨ§пјҢиғҪиҖ—е’Ңж¶ӮиЈ…жҲҗжң¬й«ҳгҖӮеҸ‘еұ•зҡ„и¶ӢеҠҝжҳҜејҖеҸ‘йҖүз”ЁдҪҺжё©еӣәеҢ–еһӢж¶Ӯж–ҷгҖӮ
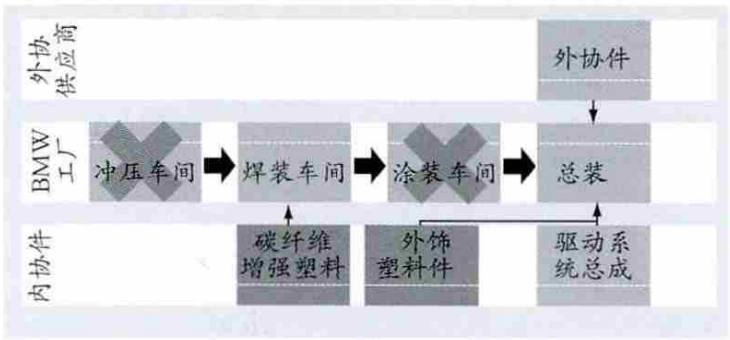
еңЁиҪҰиә«иҪ»йҮҸеҢ–дёӯпјҢеЎ‘ж–ҷ件еҚ дё»еҜјзҡ„еңәеҗҲпјҢеЎ‘ж–ҷ件е’ҢйҮ‘еұһ件еҲҶдё“зәҝж¶ӮиЈ…пјҢжұҮжҖ»еҲ°жҖ»иЈ…иҪҰй—ҙз»„иЈ…пјҢеҸ–ж¶ҲиҪҰиә«ж¶ӮиЈ…иҪҰй—ҙпјҢеҰӮBMW i3з”өеҠЁжұҪиҪҰиҪҰиә«жүҖйҖүз”Ёзҡ„ж¶ӮиЈ…и·ҜзәҝпјҢи§ҒдёӢеӣҫгҖӮ
йҮ‘еұһгҖҒеЎ‘ж–ҷж··еҗҲжқҗж–ҷиҪҰиә«ж¶ӮиЈ…зҡ„еҸ‘еұ•и¶Ӣеҗ‘жҳҜзғҳе№ІдҪҺжё©еҢ–е’ҢеЎ‘ж–ҷ件专用ж¶ӮиЈ…зәҝпјҢжҜ”еҰӮиҪҰиә«ж¶ӮиЈ…зҡ„зғҳе№Іжё©еәҰйҷҚеҲ°120в„ғпјҲ120в„ғж¶ӮиЈ…е·ҘиүәпјүпјҢжҲ–д»…е°Ҷдёӯж¶ӮжјҶгҖҒйқўжјҶзҡ„зғҳе№Іжё©еәҰйҷҚеҲ° 80в„ғпјҲ80в„ғж¶ӮиЈ…е·ҘиүәпјүгҖӮ
пјҲ1пјү120в„ғж¶ӮиЈ…е·Ҙиүә
120в„ғж¶ӮиЈ…е·Ҙиүәи®ҫи®Ўз”ЁдәҺиҪҰиә«е·Із»„иЈ…зәӨз»ҙеўһејә件пјҲFRPйғЁд»¶пјүжҲ–йҷ„еҠ 件гҖӮеӣ FRPеЎ‘ж–ҷзҡ„зғӯзЁіе®ҡжҖ§з•ҘеҘҪпјҲй«ҳдәҺ120в„ғпјүгҖӮеӨҡз§ҚжқҗиҙЁиҪҰиә«зҡ„120в„ғж¶ӮиЈ…е·Ҙиүәи§ҒдёӢеӣҫгҖӮ
иҜҘж¶ӮиЈ…е·ҘиүәйҖӮз”ЁиҢғеӣҙпјҡй“қжқҗжүҖз”Ёзҡ„й»Ҹз»“еүӮиғҪдҪҺжё©еӣәеҢ–пјӣдҪҺжё©зғҳе№ІеһӢз”өжііж¶Ӯж–ҷиғҪж»Ўи¶ійҳІи…җиҡҖжҖ§зҡ„иҰҒжұӮпјӣдҪҺжё©зғҳе№ІеһӢжқҗж–ҷеә”е…·жңүдјҳиүҜзҡ„еӨ–и§ӮпјӣFRPйғЁд»¶еә”иғҪиҫҫеҲ°Aзә§иЎЁйқўзҡ„еӨ–и§ӮиҰҒжұӮгҖӮ
пјҲ2пјү80в„ғж¶ӮиЈ…е·Ҙиүә
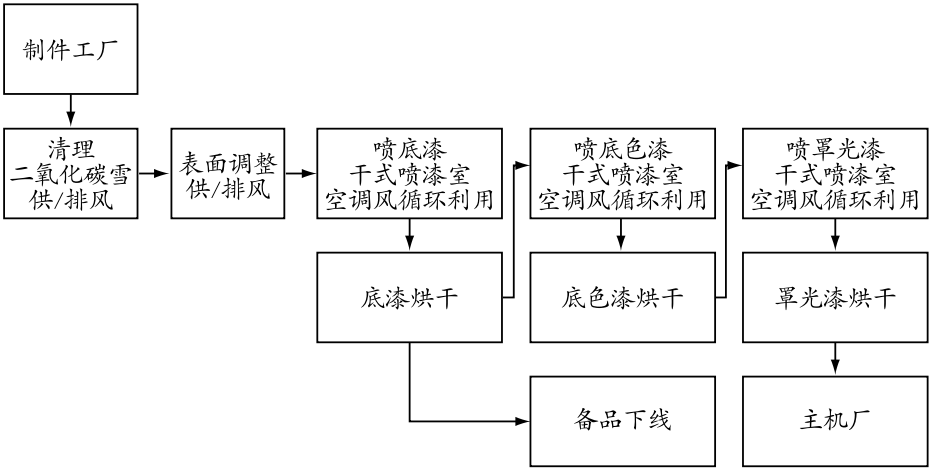
иҪҰиә«иҪ»йҮҸеҢ–иҰҒжұӮиҪҰиә«еҸҳиҪ»пјҢдҪҶеҸҲиҰҒжұӮжҲҗжң¬дёҚеўһеҠ пјҢеӣ иҖҢиҫғеӨҡйҮҮз”Ёд»·ж јдҪҺе»үзҡ„зғӯеЎ‘жҖ§еЎ‘ж–ҷпјҢеҸҜжҳҜе…¶зғӯзЁіе®ҡжҖ§еҸҲеҒҸдҪҺпјҲ100в„ғд»ҘдёӢпјүпјҢдҝғдҪҝејҖеҸ‘йҮҮз”ЁдҪҺжё©еӣәеҢ–еһӢж¶Ӯж–ҷжҲ–еҖҹз”ЁжұҪиҪҰдҝ®иЎҘж¶Ӯж–ҷпјҢеҚі80в„ғеӣәеҢ–еһӢзҡ„дёӯж¶ӮжјҶгҖҒеә•иүІжјҶе’ҢзҪ©е…үжјҶпјҢе…¶дёҺ140в„ғж¶ӮиЈ…е·Ҙиүәзҡ„жҠҖжңҜжҖ§иғҪеҸӮж•°е®Ңе…ЁзӣёеҗҢпјҢдё”жҲҗжң¬дёҚй«ҳгҖӮBMW i3 з”өеҠЁиҪҰиҪҰиә«ж¶ӮиЈ…е·ҘиүәпјҲз»Ҹи®ӨеҸҜзҡ„Aзә§е·Ҙиүәпјүи§ҒдёӢеӣҫгҖӮ
иҪҰиә«жқҗж–ҷпјҡ
в—Ҹ иҪҰиә«еӨ–еЈі пјҡPP/EPDM TV30пјҢ85в„ғпјӣ
в—Ҹ йЎ¶зӣ–дҫ§еӣҙ пјҡABS/PC Min20пјҢ85в„ғпјӣ
в—Ҹ йЎ¶зӣ– пјҡCFRPпјҢ85в„ғгҖӮ
ж¶ӮиЈ…зәҝзү№еҫҒпјҡ
в—Ҹ ж°ҙжҖ§ж¶Ӯж–ҷпјҲдёӯж¶ӮжјҶ/еә•иүІжјҶпјүпјҢ6з§ҚйўңиүІпјӣ
в—Ҹ иҮӘеҠЁйқҷз”өе–·ж¶Ӯпјӣ
в—Ҹ еј№еӨ№ејҸж¶Ӯж–ҷдҫӣеә”зі»з»ҹпјҲе®үиЈ…еңЁжңәеҷЁдәәжүӢиҮӮдёҠпјүпјӣ
в—Ҹ дёҖж¬ЎеҗҲж јзҺҮ95%пјҢжҠҖжңҜдёҠеҸҜиҫҫ99%пјӣ
в—Ҹ дёҚйңҖиҰҒдё“з”Ёзҡ„дҝ®иЎҘй—ҙпјӣ
в—Ҹ CO2зҡ„жё…жҙ—жҠҖжңҜ/е№ІејҸжјҶйӣҫжҚ•йӣҶиЈ…зҪ®пјҲж— йңҖжұЎж°ҙеӨ„зҗҶпјүпјӣ
в—Ҹ еҸӘйңҖ 6Г—105 Pa зҡ„еҺӢзј©з©әж°”пјӣ
в—Ҹ йҮҮз”ЁиғҪжәҗеҶҚз”ҹиЈ…зҪ®пјҢ95%е–·жјҶе®Өз©әи°ғйЈҺеҫӘзҺҜеҲ©з”ЁпјҢеүҠеҮҸ70%зҡ„иғҪиҖ—гҖӮ
жү“иөҸ
жӣҙеӨҡ
>
еҗҢзұ»иө„и®Ҝ
• гҖҗж•…дәӢеҲҶдә«гҖ‘гҖҠйңІйңІжӢҜж•‘зҺ©е…·еӨ§дҪ
• CPCи®ӨиҜҒ:е„ҝз«ҘжҜӣз»’зҺ©е…·
• и·өиЎҢвҖңеӣӣдёӘе–„дҪңе–„жҲҗвҖқ дјҳеҢ–е·ҘиүәзЁ
• жӢјеӨҡеӨҡTEMUдёӢжһ¶19ж¬ҫдёҚеҗҲж јзҺ©е…·!
• еүҚиҪҰ,жҜӣз»’зҺ©е…·йғҪзі»дёҠдәҶе®үе…ЁеёҰ!еҗҺи
• дёқзҪ‘еҚ°еҲ·е·ҘиүәеҜ№дәҺеӨӘйҳіиғҪз”өжұ з”ҹдә
• йӮ“家еә„йЎ№зӣ®йғЁжҙ—йҖүе·Ҙиүәж”№йҖ еёҰз…Өи°
• еҺҹж–ҷиҚҜе·ҘиүәйӘҢиҜҒ---ppt
• дёӯеӣҪе·Ҙиүәж–ҮеҢ–еҹҺ
• е…ідәҺ第еӣӣеұҠдёӯеӣҪе·ҘиүәзҫҺжңҜеҚҡи§Ҳдјҡйў
0
жқЎ
зӣёе…іиҜ„и®ә
жҺЁиҚҗеӣҫж–Ү
жҺЁиҚҗиө„и®Ҝ
зӮ№еҮ»жҺ’иЎҢ
зҪ‘з«ҷйҰ–йЎө
|
е…ідәҺжҲ‘们
|
иҒ”зі»ж–№ејҸ
|
дҪҝз”ЁеҚҸи®®
|
зүҲжқғйҡҗз§Ғ
|
зҪ‘з«ҷең°еӣҫ
|
жҺ’еҗҚжҺЁе№ҝ
|
е№ҝе‘ҠжңҚеҠЎ
|
з§ҜеҲҶжҚўзӨј
|
зҪ‘з«ҷз•ҷиЁҖ
|
RSSи®ўйҳ…
|
иҝқ规дёҫжҠҘ
|
зҡ–ICPеӨҮ20008326еҸ·-18
(c)2008-2022 е…Қиҙ№еҸ‘еёғзҪ‘ All Rights Reserved