дә”йҮ‘еҶІеҺӢжЁЎе…·зҹҘиҜҶиҰҒзӮ№и§Јжһҗпјҡ





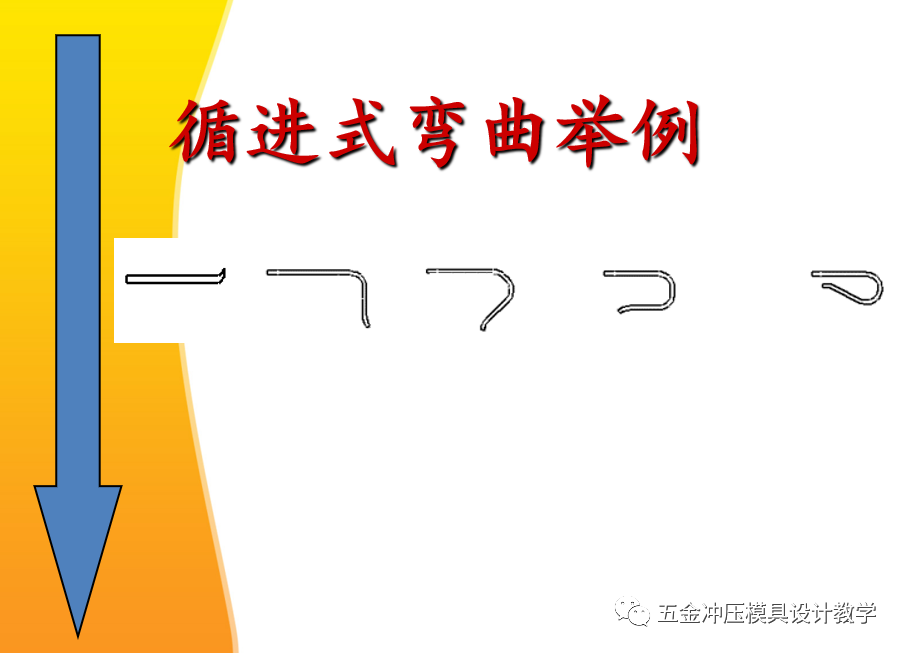
1гҖҒдёҖиҲ¬е…ҲиЈҒиҫ№,еҶІеҜјжӯЈ,жү“йў„ж–ӯ,еҺӢзәҝ,жү“еҮёзӮ№,ж’•еҸЈ,(еҲҮеҸЈ,жӢүдјё),еҗҺеҶІеӯ”иҗҪж–ҷ,еҺӢжҜӣиҫ№,жҲҗеҪў,еҲҶдёӨжӯҘжҠҳејҜзҡ„,е…ҲжҲҗеҪўдёҖеҚҠ,еҗҺжҲҗеҪўеҸҰдёҖеҚҠгҖӮ
2гҖҒеңЁеҶІеӯ”иҗҪж–ҷж—¶,дёҖиҲ¬е…ҲеҶІе°Ҹеӯ”,еҗҺеҶІеӨ§еӯ”;е…ҲеҶІиҗҪжҲҗеҪўе‘Ёиҫ№зҡ„еәҹж–ҷ,еҶҚиҗҪе…¶е®ғйғЁдҪҚзҡ„дҪҷж–ҷ:еӣ зӮәеҶІе°Ҹеӯ”иӢҘж”ҫеңЁеҗҺйқў,йӮЈйәје®ғеңЁеҶІиЈҒж—¶,еҶІеӯҗеӣӣе‘ЁеҜ№еә”ж–ҷеёҰдёҠзҡ„йғЁдҪҚеҸҜиғҪжңүзјәеҸЈ(еүҚйқўе·ІеҶІиҝҮзҡ„еӯ”),иҝҷж ·,еҶІеӯҗеңЁеҶІеҺӢиҝҮзЁӢдёӯ,е°Ҷдјҡеј•иө·еҸ—еҠӣдёҚеқҮ(дјҡз”ўз”ҹдҫ§еҗ‘еҠӣ),жң¬жқҘе°Ҹеӯ”еҶІеӯҗејәеәҰеҫҲејұ,еҠ д№ӢеҸ—еҠӣдёҚеқҮ,жһҒе®№жҳ“жҠҳж–ӯ,еҪ“然иҝҷд»…жҳҜеӨ§еӨҡж•°жғ…еҶө,жңүж—¶ж №жҚ®е®һйҷ…жғ…еҶөйңҖиҰҒ,е°Ҹеӯ”еҶІйҡ»иғҪжҺ’еңЁеҗҺйқў,дёҚиҝҮеҠһжі•иҝҳжҳҜжңүзҡ„,еҰӮжһңеҶІеӯҗеҺҡеәҰе®һеңЁеӨӘе°Ҹ,еҸҜе…ҘиЎҢиЎҘејә:A:жҺЎз”Ёи„ұжқҝзІҫеҜҶеҜјеҗ‘;B:еҶІеӯҗжҺЎз”ЁPG(е…үеӯҰз ”зЈЁпјүеҠ е·Ҙ.В В
3гҖҒзЎ®е®ҡжҳҜеҗҰйҮҮз”ЁиЈҒиҫ№:
иЈҒиҫ№дёҖиҲ¬з”ЁеңЁиҝһз»ӯжЁЎе’ҢиҗҪж–ҷжЁЎдёҠ,е®ғзҡ„дҪңз”Ёиө·зІ—е®ҡдҪҚ,еңЁиҜ•жЁЎж—¶дҫҝдәҺйҖҒж–ҷ;жңүзҡ„иЈҒиҫ№иҝҳе…јжңүеҶІеӨ–еҪўзҡ„дҪңз”Ё,еҰӮжһңжЁЎе…·е…ҲеҶІе®ҡдҪҚй’Ҳеӯ”,жҺҘ著马дёҠз”Ёеј•еҜјй’ҲеҜјжӯЈ,дёҖиҲ¬дёҚз”ЁиЈҒиҫ№дәҶ;жІЎжңүеј•еҜјй’Ҳзҡ„,иҰҒе…ҲиЈҒиҫ№,з”ЁжқҘе®ҡи·қ,дёҖиҲ¬з”ЁеңЁиҗҪжҜӣиғҡзҡ„иҗҪж–ҷжЁЎдёӯ.
иЈҒиҫ№зҡ„еҶІеӯҗеҪўзҠ¶жңүд»ҘдёӢеҮ з§Қ﹕
a:иҝҷз§ҚеҶІеӯҗеёёз”Ёж–јиҗҪж–ҷжЁЎе’ҢеҺҡжқҗиЈҒиҫ№дёӯ,е®ҡдҪҚзІҫеәҰдҪҺ,е®ғзҡ„й•ҝ=жӯҘи·қ,е®Ҫйҡ»иҰҒдҝқиЁјеҶІеӯҗејәеәҰеҚіеҸҜ,еёёеҸ–3.0~6.0 b:иҝҷз§ҚеҶІеӯҗеӨҙйғЁжңүдёҖдёӘ3/4зҡ„еңҶеј§(RеёёеҸ–0.3~0.6),е®ғзҡ„й•ҝ<=жӯҘи·қ,зӣ®зҡ„иЈҒиҫ№еәҹж–ҷеҚЎеңЁиЈЎйқў,йҳІжӯўи·іеұ‘,еёёз”Ёж–јеҶІи–„жқҗй«ҳйҖҹжЁЎе…·
c;иҝҷз§ҚеҶІеӯҗеҗҢBдёҖж ·,жҳҜе®ғзҡ„еҸҳзҫҝ,е…¶дёӯVеҪўзҡ„дҪңз”Ёз”ЁжқҘеҚЎйҡ№иЈҒиҫ№еәҹж–ҷйҳІжӯўзҝ»иҪ¬и·іеұ‘,е®ғзҡ„и§’еәҰзӮә50В°~70В° d:иҝҷз§ҚеҶІеӯҗж—ўиЈҒиҫ№еҸҲе…јиҗҪеӨ–еҪў.
иҝҷз§ҚеҸ°йҳ¶еӨҙйғЁзӣ®зҡ„иө·еҜјеҗ‘дҪңз”Ё,еҮҸе°‘дҫ§еҗ‘еҠӣ.
4гҖҒйў„ж–ӯ,е°ҶиҰҒж–ӯ,дҪҶжңӘж–ӯзҡ„ж„ҸжҖқ(дёҖиҲ¬ж”ҫеңЁе·Ҙз«ҷеүҚйқў)
з”ұж–је°Ҹдә”йҮ‘з”өеӯҗз”ўе“ҒеҫҖеҫҖжңүз”өй•ҖиҰҒжұӮ,зӮәз”өй•Җж–№дҫҝ,еҶІеҮәжқҘзҡ„е°Ҹз”ўе“Ғ并дёҚзӣҙжҺҘиҗҪж–ҷ,иҖҢжҳҜжү“дёӘйў„ж–ӯз•ҷеңЁж–ҷеёҰдёҠ,з”өй•ҖеҗҺ,еҶҚз”ЁжүӢжҲ–жңәжў°жҠҳдёӨдёӢеҚіеҸҜеҸ–дёӢжқҘ.йў„ж–ӯ:дёӨйқўйғҪиҰҒеҲҮ,жҜҸиҫ№еҲҮиҝӣзҡ„ж·ұдёҖиҲ¬зӮәжқҗж–ҷеҺҡеәҰзҡ„4/1,иҝҷж ·йҡ»йңҖжҠҳдёӨдёӢ(еҫҖдёҠ-еҫҖдёӢ)е°ұеҸҜд»Ҙз”ўе“Ғж‘ҳдёӢжқҘ;йў„ж–ӯеҶІеӯҗе’Ңе…ҘеӯҗеӨҙйғЁзҡ„е®ҪеәҰзӮә0.02~0.05,и§’еәҰ50В°~70В°,е…¶й•ҝеәҰжҜ”йў„ж–ӯзәҝзҡ„й•ҝеәҰжҜҸиҫ№еӨ§0.2~0.5еҚіеҸҜ.В
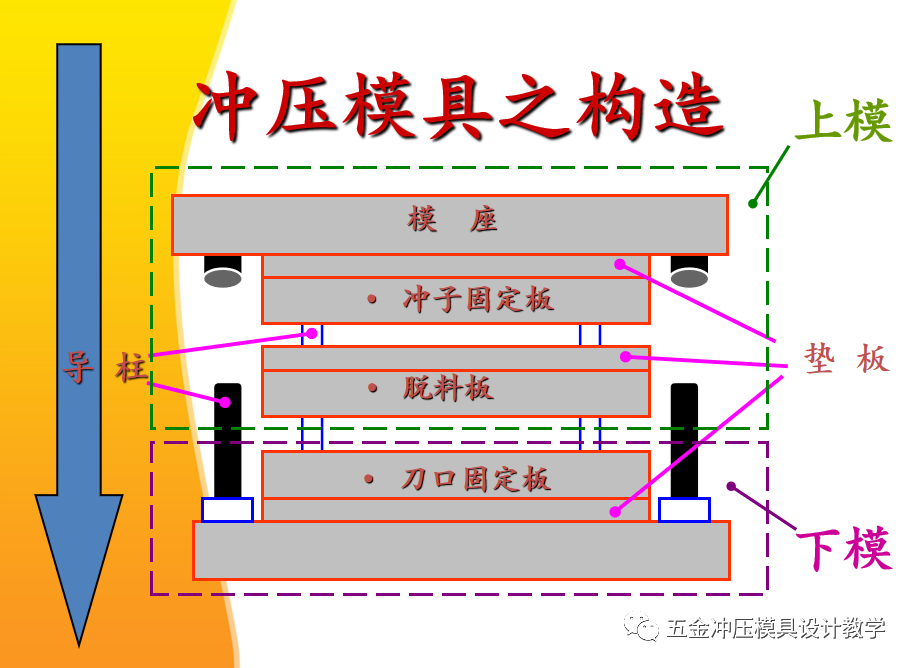
иҜҙжҳҺ:зӮәдәҶдҫҝж–јеҠ е·Ҙе’ҢеӨҮж–ҷд»ҘеҸҠж ЎжЁЎ,дёҖиҲ¬жҜҸдёӘеҺӮзҡ„еҗ„еқ—жЁЎжқҝзҡ„еҺҡеәҰе®һиЎҢдәҶж Үжә–еҢ–,еҺҡеәҰеӨ§е°ҸйғҪ规е®ҡдәҶ(зү№ж®Ҡжғ…еҶөйҷӨеӨ–),еңЁиҝһз»ӯжЁЎдёӯз”ұж–јжҳҜж–ҷеёҰзҡ„еҪўејҸ,зӮәдәҶж–№дҫҝжҺ§еҲ¶ж–ҷеёҰзҡ„йў„еҺӢйҮҸе’ҢжЁЎжқҝзҡ„е№іиЎЎжҖ§,еёёеңЁи„ұж–ҷжқҝдёӯй—ҙзЈЁеҮәдёҖдёӘж–ҷеёҰж§Ҫ:е…¶ж§Ҫзҡ„ж·ұеәҰ=жқҗж–ҷеҺҡеәҰ-0.03~0.05(д№ҹе°ұжҳҜиҜҙйў„еҺӢйҮҸзӮә3~5жқЎ),ж§Ҫзҡ„е®ҪеәҰжҜ”ж–ҷеёҰзҡ„е®ҪеәҰеӨ§2~4mmеҚіеҸҜ.еӣ жӯӨи„ұж–ҷжқҝзҡ„еҺҡеәҰеёёйҡҸжқҗж–ҷеҺҡеәҰеҸҳеҢ–иҖҢеҸҳеҢ–,е…¶еӨ§е°Ҹ=и„ұж–ҷжқҝ规е®ҡеҺҡеәҰ+жқҗж–ҷеҺҡеәҰ-0.03~0.05дёҚиҝҮеңЁе·ҘзЁӢжЁЎдёӯ,дёҖиҲ¬дёҚйңҖзЈЁз”ўе“Ғж§Ҫ:еӣ зӮәе·ҘзЁӢжЁЎз”ўе“ҒдёҖиҲ¬иҫғеӨ§иҖҢдёҚеғҸиҝһз»ӯжЁЎж–ҷеёҰйӮЈж ·зӘ„иҖҢз»Ҷй•ҝ,д№ҹе°ұжҳҜиҜҙе·ҘзЁӢжЁЎи„ұж–ҷжқҝеҺҡеәҰдёҖиҲ¬дёҚеҸҳ.