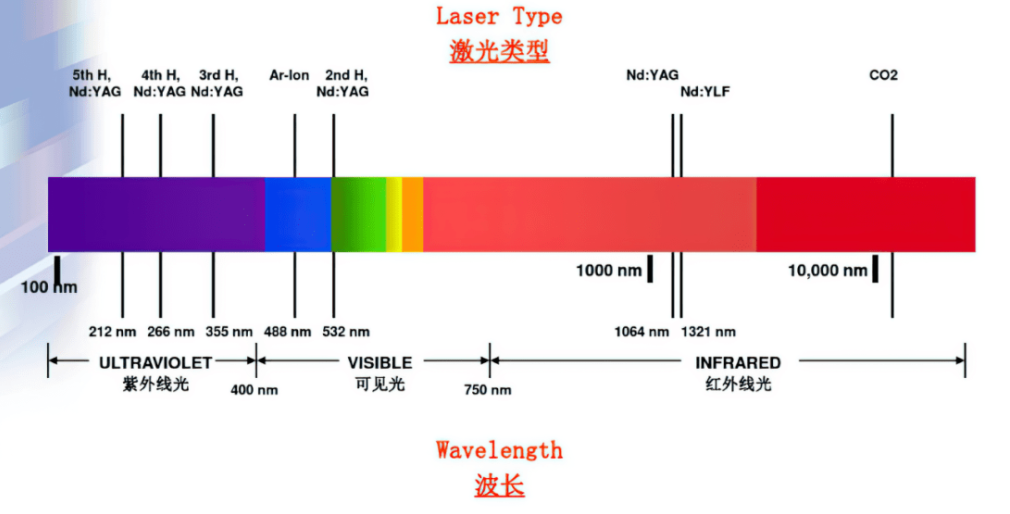
гҖҗж‘ҳиҰҒгҖ‘йҡҸзқҖPCBдёҠзҡ„еӯ”и¶ҠжқҘи¶ҠеҜҶйӣҶпјҢжҝҖе…үй’»еӯ”жҠҖжңҜеҸҳеҫ—и¶ҠжқҘи¶ҠйҮҚиҰҒгҖӮжң¬ж–Ү收йӣҶдәҶжҹ”жҖ§з”өи·ҜжқҝгҖҒHDIжқҝе’ҢICиҪҪжқҝзҡ„й’»еӯ”жҠҖжңҜиҰҒжұӮпјӣд»ҺеҺҹзҗҶгҖҒжҠҖжңҜзү№зӮ№е’ҢдҪҝз”Ёжғ…еҶөдёүж–№йқўеҜ№UVжҝҖе…үй’»еӯ”гҖҒCO2жҝҖе…үй’»еӯ”е’Ңи¶…еҝ«жҝҖе…үй’»еӯ”дёүз§ҚжҝҖе…үй’»еӯ”жңәиҝӣиЎҢдәҶиҜҰз»Ҷең°еҲҶжһҗпјӣеҗҢж—¶пјҢеұ•жңӣдәҶи¶…еҝ«жҝҖе…үеҷЁеңЁPCBиЎҢдёҡзҡ„еә”з”ЁеүҚжҷҜгҖӮPCBпјҢеҫ®еӯ”пјҢUVжҝҖе…үй’»еӯ”жңәпјҢCO2жҝҖе…үй’»еӯ”жңәпјҢи¶…еҝ«жҝҖе…үй’»еӯ”жңәPCBжҳҜз”өеӯҗдҝЎжҒҜдә§дёҡйҮҚиҰҒзҡ„й…ҚеҘ—пјҢPCBиЎҢдёҡжҠҖжңҜзҡ„еҸ‘еұ•йңҖиҰҒйҖӮеә”дёӢжёёз”өеӯҗз»Ҳз«Ҝи®ҫеӨҮзҡ„йңҖжұӮгҖӮзӣ®еүҚпјҢз”өеӯҗдә§е“Ғдё»иҰҒе‘ҲзҺ°еҮәдёӨдёӘжҳҺжҳҫзҡ„и¶ӢеҠҝпјҡиҪ»и–„зҹӯе°Ҹе’Ңй«ҳйҖҹй«ҳйў‘пјҢдёӢжёёиЎҢдёҡзҡ„еә”з”ЁйңҖжұӮеҜ№PCBзҡ„зІҫеҜҶеәҰе’ҢзЁіе®ҡжҖ§йғҪжҸҗеҮәдәҶжӣҙй«ҳзҡ„иҰҒжұӮгҖӮиҝ‘е№ҙжқҘпјҢйҡҸзқҖжҷәиғҪз»Ҳз«ҜгҖҒжҷәиғҪеҸҜз©ҝжҲҙи®ҫеӨҮгҖҒ5GеҸҠдә‘и®Ўз®—зӯүдә§дёҡжҢҒз»ӯеҸ‘еұ•пјҢжҹ”жҖ§жқҝеҸҠеҲҡжҢ з»“еҗҲжқҝгҖҒHDIжқҝгҖҒICиҪҪжқҝеёӮеңәйңҖжұӮдҝқжҢҒжҢҒз»ӯеўһй•ҝгҖӮPCBеҜјдҪ“зәҝгҖҒеӯ”зҡ„ж•°йҮҸгҖҒеӨ§е°Ҹе’Ңз»“жһ„зӯүе°ҶдјҡеҸ‘з”ҹеӨ§зҡ„еҸҳеҢ–пјӣеҜјзәҝи¶ҠжқҘи¶Ҡе°ҸгҖҒи¶Ҡе°‘еҢ–пјҢз”ҡиҮіж— зәҝеҢ–пјӣеҜјйҖҡеӯ”дјҡи¶ҠжқҘи¶Ҡе°ҸгҖҒи¶ҠеӨҡеҢ–пјҢз”ҡиҮіе…ЁеҜјйҖҡеӯ”еҢ–гҖӮеӣ жӯӨпјҢдҝЎеҸ·еңЁPCBеҜјдҪ“еҶ…зҡ„дј иҫ“иҝҮзЁӢдјҡи¶ҠжқҘи¶ҠеӨҡзҡ„еңЁеӯ”дёӯиҝӣиЎҢ[5]гҖӮз”ұдәҺеҜјйҖҡеӯ”зҡ„е°әеҜёгҖҒиЎЁйқўзҠ¶жҖҒзӯүдјҡзӣҙжҺҘеҪұе“ҚеҲ°PCBжқҝдҝЎеҸ·дј иҫ“зҡ„зЁіе®ҡжҖ§е’Ңж•ҲзҺҮгҖӮеӣ жӯӨеҰӮдҪ•еҲ¶йҖ еҮәй«ҳиҙЁйҮҸзҡ„еҫ®еӯ”е°ҶжҲҗдёәPCBеҲ¶йҖ дёӯжҖҘйңҖи§ЈеҶізҡ„й—®йўҳгҖӮиЎЁ1пјҡ2019-2023е№ҙPCBдә§е“ҒжңҖе°Ҹзәҝе®ҪиҰҒжұӮжј”иҝӣпјҲОјmпјүдёҖгҖҒеёӮеңәдёҠдё»жөҒзҡ„PCBй’»еӯ”жңәеңЁзәҝи·ҜжқҝдёҠеҫ®еӯ”еҠ е·ҘжңҖеёёз”Ёж–№жі•жңүж•°жҺ§жңәжў°й’»еӯ”е’ҢжҝҖе…үй’»еӯ”гҖӮзӣ®еүҚеҜ№дәҺзӣҙеҫ„еӨ§дәҺ150Ојmзҡ„йҖҡеӯ”дё»иҰҒдҪҝз”Ёж•°жҺ§й’»еәҠеҠ е·ҘгҖӮеҪ“еӯ”еҫ„/еӯ”й—ҙи·қеӨ§дәҺ150Ојm/100Ојmж—¶пјҢжңәжў°й’»еӯ”зҡ„ж•ҲзҺҮдјҡжҜ”иҫғй«ҳгҖӮдҪҶжҳҜжңәжў°ејҸеҫ®еӯ”еҠ е·Ҙж–№ејҸеңЁеӯ”е°әеҜёе’ҢдҪҚзҪ®зІҫеәҰж–№йқўе·ІйҖҗжёҗдёҚиғҪж»Ўи¶іеҫ®еӯ”еҠ е·Ҙзҡ„иҰҒжұӮгҖӮдё»иҰҒеҺҹеӣ пјҡ(1)зӣҙеҫ„еҫ®е°Ҹзҡ„й’»еӨҙеҲҡжҖ§ејұпјҢеңЁй«ҳйҖҹж—ӢиҪ¬й’»еӯ”ж—¶жһҒжҳ“ејҜжӣІпјҢйҖ жҲҗй’»еӯ”дҪҚзҪ®еҒҸе·®пјӣ(2)й’»еӨҙжһҒз»ҶпјҢеҜҝе‘ҪзҹӯпјҢжҳ“жҠҳж–ӯпјҢеңЁй’»150Ојmд»ҘдёӢзҡ„еҫ®еӯ”ж—¶пјҢжҲҗжң¬еӨ§е№…жҸҗй«ҳ[1]гҖӮеӯ”еҫ„е°ҸдәҺ150Ојmзҡ„еҫ®еӯ”е’ҢзӣІеӯ”еӨ§еӨҡйҮҮеҸ–жҝҖе…үй’»еӯ”зҡ„ж–№жі•гҖӮPCBиЎҢдёҡдёӯзҡ„жҝҖе…үеҷЁй’»еӯ”жңәд»Ҙз”ЁдәҺиҪҜжқҝй’»еӯ”зҡ„UVжҝҖе…үй’»еӯ”жңәе’Ңз”ЁдәҺзЎ¬жқҝй’»еӯ”зҡ„CO2жҝҖе…үй’»еӯ”жңәдёәдё»пјҢд»Ҙи¶…еҝ«жҝҖе…үй’»еӯ”жңәе’Ңй…ҚзҪ®жңүдёӨз§Қжіўй•ҝжҝҖе…үеҷЁзҡ„еӨҚеҗҲжіўй•ҝжҝҖе…үй’»еӯ”жңәдҪңдёәиҫ…еҠ©гҖӮдәҢгҖҒжҝҖе…үй’»еӯ”зҡ„жҠҖжңҜйңҖжұӮжҹ”жҖ§зәҝи·ҜжқҝеҺӮйҮҸдә§еҸҢйқўжқҝзӣІеӯ”е’ҢйҖҡеӯ”зҡ„еӯ”еҫ„йғҪд»Ҙ100Ојmе’Ң75Ојmдёәдё»пјҢд№ҹжңүйҮҸдә§50Ојmзҡ„еӯ”пјҢдҪҶз”ҹдә§ж•°йҮҸе’Ңйў‘зҺҮйғҪеҫҲе°‘гҖӮжңүдәӣеҺӮе•Ҷдёәз”ҹдә§еҜҶеәҰжӣҙй«ҳзҡ„FPCеҒҡеҮҶеӨҮпјҢе·Із»ҸејҖе§ӢйӘҢиҜҒиғҪй’»30Ојmеҫ®еӯ”зҡ„жңәеҷЁгҖӮзҺ°жңүзҡ„UVй’»еӯ”жңәеҹәжң¬иғҪж»Ўи¶іжҹ”жҖ§зәҝи·ҜжқҝиЎҢдёҡзҡ„й’»еӯ”йңҖжұӮпјҢдҪҶйҡҸзқҖ5Gзҡ„еӨ§йҮҸдҪҝз”ЁпјҢдёҖдәӣеӨҚеҗҲжқҗж–ҷејҖе§ӢеҮәзҺ°пјҢдј з»ҹUVжҝҖе…үеҷЁж— жі•ж»Ўи¶ій’»еӯ”йңҖжұӮпјҢйңҖиҰҒдҪҝз”Ёи¶…еҝ«жҝҖе…үй’»еӯ”жңәиҝӣиЎҢй’»еӯ”гҖӮHDIжқҝпјҢдҪҝз”Ёеҫ®зӣІеҹӢеӯ”жҠҖжңҜзҡ„дёҖз§Қзәҝи·ҜеҲҶеёғеҜҶеәҰжҜ”иҫғй«ҳзҡ„з”өи·ҜжқҝпјҢд»Ӣз”өеұӮдёӯеҸӮжқӮжңүзҺ»зәӨзәұеұӮпјҢжҳҜзЎ¬жқҝзҡ„дёҖз§ҚпјҢеңЁPCBдёӯеҚ жңүеҫҲеӨ§зҡ„жҜ”дҫӢгҖӮзӣ®еүҚйҮҸдә§зҡ„HDIжқҝйҖҡеӯ”еӯ”еҫ„д»Ҙ75-150Ојmдёәдё»[2][7]гҖӮICиҪҪжқҝжҳҜиҝ‘е№ҙжқҘе…ҙиө·зҡ„ж–°еһӢй«ҳз«ҜPCBдә§е“ҒпјҢиў«з§°дёәPCBзҡҮеҶ дёҠзҡ„жҳҺзҸ гҖӮICиҪҪжқҝеңЁHDIжқҝзҡ„еҹәзЎҖдёҠеҸ‘еұ•иҖҢжқҘпјҢжҳҜйҖӮеә”з”өеӯҗе°ҒиЈ…жҠҖжңҜеҝ«йҖҹеҸ‘еұ•зҡ„жҠҖжңҜеҲӣж–°пјҢе…·жңүй«ҳеҜҶеәҰгҖҒй«ҳзІҫеәҰгҖҒй«ҳжҖ§иғҪгҖҒе°ҸеһӢеҢ–д»ҘеҸҠиҪ»и–„еҢ–зӯүдјҳиүҜзү№жҖ§гҖӮзӣ®еүҚйҮҸдә§зҡ„еҫ®еӯ”еӯ”еҫ„дё»иҰҒеңЁ50-100ОјmпјҢжңҖе°ҸйҮҸдә§еӯ”еҫ„еҸҜд»ҘиҫҫеҲ°30ОјmгҖӮICиҪҪжқҝзҡ„д»Ӣз”өеұӮеҲҶдёӨеӨ§зұ»пјҡBTе’ҢABFгҖӮBTеұӮдё»иҰҒеҗ«жңүзҺ»зәӨзәұеұӮпјҢзӣ®еүҚд»ҘCO2жҝҖе…үй’»еӯ”жңәдёәдё»пјҢд№ҹжңүдёҖдәӣдҪҝз”Ёз»ҝе…үи¶…еҝ«жҝҖе…үеҷЁеҸҜд»Ҙй’»40Ојmзҡ„еҫ®еӯ”гҖӮжҚ®жҠҘйҒ“ABFиҪҪжқҝдёҠпјҢжҝҖе…үй’»еӯ”зҡ„жңҖе°Ҹеӯ”еҫ„еҸҜд»ҘиҫҫеҲ°5ОјmгҖӮдёүгҖҒжҝҖе…үй’»еӯ”зҡ„еҺҹзҗҶжҝҖе…үеҷЁзҡ„жіўй•ҝеҸҜд»Ҙд»Һзҙ«еӨ–еҲ°зәўеӨ–пјҲеҰӮеӣҫ1пјүпјҢзӣ®еүҚе·ҘдёҡдёҠеёёз”Ёзҡ„жңүUVжҝҖе…үеҷЁгҖҒеҸҜи§Ғе…үжҝҖе…үеҷЁгҖҒIRжҝҖе…үеҷЁгҖҒCO2жҝҖе…үеҷЁзӯүгҖӮжҝҖе…үеҷЁжҢүи„үеҶІй•ҝеәҰеҸҜд»ҘеҲҶдёәпјҡиҝһз»ӯжҝҖе…үеҷЁгҖҒеҮҶиҝһз»ӯжҝҖе…үеҷЁгҖҒзәіз§’жҝҖе…үеҷЁгҖҒзҡ®з§’жҝҖе…үеҷЁпјҢйЈһз§’жҝҖе…үеҷЁзӯүгҖӮдёҚеҗҢзұ»еһӢжҝҖе…үдёҺжқҗж–ҷдҪңз”Ёзҡ„жңәзҗҶе’Ңж•ҲжһңжңүеҫҲеӨ§е·®еҲ«гҖӮзӣ®еүҚпјҢдёҡеҶ…жҷ®йҒҚдҪҝз”Ёзҡ„жҝҖе…үй’»еӯ”жңәж №жҚ®е…үжәҗеҸҜд»ҘеҲҶдёәдёӨзұ»пјҡ355nmжіўй•ҝзҡ„UVзәіз§’жҝҖе…үй’»еӯ”жңәе’Ң9400nmжіўй•ҝзҡ„CO2жҝҖе…үй’»еӯ”жңәгҖӮеӣҫ1 жҝҖе…үеҷЁзҡ„жіўй•ҝеҲҶеёғпјҲиө„ж–ҷжқҘжәҗпјҡеҚҺз§Ӣз”өеӯҗпјүеҰӮеӣҫ2жүҖзӨәпјҢPCBжқҝдёӯеёёз”Ёзҡ„еҹәжқҗжңүй“ңз®”гҖҒж ‘и„Ӯе’ҢзҺ»зәӨеҜ№дёҚеҗҢжіўй•ҝзҡ„еҗёж”¶зҺҮжңүеҫҲеӨ§зҡ„е·®ејӮпјҡй“ңз®”еҜ№UVзҡ„еҗёж”¶зҺҮеҫҲй«ҳпјҢеҜ№CO2зҡ„еҗёж”¶зҺҮеҫҲдҪҺпјӣж ‘и„Ӯе’ҢзҺ»зәӨеҜ№дёҚеҗҢжіўй•ҝзҡ„еҗёж”¶зҺҮе·®ејӮеҫҲеӨ§пјҢж ‘и„ӮеҜ№UVе’ҢCO2зҡ„еҗёж”¶зҺҮйғҪеҫҲй«ҳпјҢзҺ»зәӨеҜ№CO2жҝҖе…үзҡ„еҗёж”¶зҺҮиҫғй«ҳгҖӮеӣҫ2 PCBдё»иҰҒеҹәжқҗеҜ№е…үи°ұзҡ„еҗёж”¶зҺҮпјҲиө„ж–ҷжқҘжәҗпјҡеҚҺз§Ӣз”өеӯҗпјүз”ұдәҺеҹәжқҗеҜ№дёҚеҗҢжіўй•ҝзҡ„жҝҖе…үеҗёж”¶е·®ејӮеҫҲеӨ§пјҢеӣ жӯӨпјҢдҪҝз”Ёд»Җд№Ҳжіўй•ҝзҡ„жҝҖе…үй’»еӯ”жңәдё»иҰҒеҸ–еҶідәҺд»Ӣз”өеұӮзҡ„жқҗж–ҷпјҡд»Ӣз”өеұӮеҸӘжңүж ‘и„ӮеҹәжқҝдҪҝз”ЁUVжҝҖе…үй’»еӯ”жңәпјҢд»Ӣз”өеұӮдёӯжңүзҺ»зәӨеҹәжқҝдҪҝз”ЁCO2жҝҖе…үй’»еӯ”жңәгҖӮеӣҫ3 жқ°жҷ®зү№UVжҝҖе…үй’»еӯ”жңәй’»еӯ”ж•ҲжһңUVжҝҖе…үй’»еӯ”зҡ„жңәзҗҶдё»иҰҒжҳҜе…үеҢ–еӯҰзғ§иҡҖпјҡзҹӯжіўй•ҝжҝҖе…үзҡ„е…үеӯҗе…·жңүеҫҲй«ҳзҡ„иғҪйҮҸпјҲи¶…иҝҮ2eVпјүгҖӮй«ҳиғҪйҮҸзҡ„е…үеӯҗиғҪз ҙеқҸжңүжңәжқҗж–ҷзҡ„й•ҝеҲҶеӯҗй“ҫпјҢдҪҝе…¶жҲҗдёәеҫ®зІ’пјҢи„ұзҰ»еҠ е·Ҙжқҗж–ҷгҖӮеңЁжҢҒз»ӯеӨ–йғЁUVжҝҖе…үзҡ„дҪңз”ЁдёӢпјҢеҹәжқҝжқҗж–ҷдёҚж–ӯйҖёеҮәпјҢеҪўжҲҗеҫ®еӯ”гҖӮUVжҝҖе…үй’»еӯ”дё»иҰҒзү№зӮ№пјҡ- д»Ҙе…үеҢ–еӯҰзғ§иҡҖдёәдё»пјҢзғӯзғ§иҡҖзҡ„еҸҚеә”еҫҲе°‘пјҢдә§з”ҹзҡ„зўіеҢ–зү©д№ҹеҫҲе°‘пјҢеӯ”еҢ–еүҚжё…зҗҶйқһеёёз®ҖеҚ•;
- иғҪзӣҙжҺҘеҺ»йҷӨй“ңпјҢеҸҜд»ҘзӣҙжҺҘиҝӣиЎҢй’»еӯ”пјҢй’»еӯ”еүҚдёҚйңҖиҰҒеҜ№й“ңеҒҡеүҚеӨ„зҗҶпјӣ
- зӣ®еүҚпјҢеёёз”Ёзҡ„еҮ ж¬ҫUVжҝҖе…үй’»еӯ”жңәиғҪй’»зҡ„еӯ”жңҖе°Ҹе°әеҜёдёә25ОјmгҖӮ
еҰӮжһңд»Ӣз”өеұӮжқҗж–ҷжңүзҺ»зәӨдёҖиҲ¬дјҡйҖүз”ЁCO2й’»еӯ”жңәгҖӮCO2жҝҖе…үй’»еӯ”зҡ„еҺҹзҗҶдё»иҰҒжҳҜе…үзғӯзғ§иҡҖпјҡиў«еҠ е·Ҙзҡ„жқҗж–ҷжҢҒз»ӯеҗёж”¶й«ҳиғҪйҮҸзҡ„жҝҖе…үпјҢеңЁжһҒзҹӯзҡ„ж—¶й—ҙиў«еҠ зғӯеҲ°зҶ”еҢ–пјҢ然еҗҺжё©еәҰ继з»ӯдёҠеҚҮдҪҝжқҗж–ҷж°”еҢ–пјҢжңҖеҗҺи’ёеҸ‘еҪўжҲҗеҫ®еӯ”гҖӮеңЁе®һйҷ…з”ҹдә§дёӯдёҖиҲ¬жҳҜйҮҮз”Ёи¶…и–„й“ңз®”зӣҙжҺҘзғ§иҡҖзҡ„е·Ҙиүәж–№жі•гҖӮжӯҘйӘӨеҰӮдёӢпјҡ- е°Ҷй“ңз®”еҺҡеәҰз”ұ12Ојmз»Ҹи…җиҡҖеҮҸи–„пјҢжҺ§еҲ¶еңЁ9Ојmе·ҰеҸі;
- еҜ№й“ңз®”иҝӣиЎҢжЈ•еҢ–жҲ–й»‘еҢ–пјҢдҪҝй“ңйқўзІ—зіҷдё”е‘Ҳж·ұиүІпјҢжңүеҲ©дәҺиғҪйҮҸзҡ„еҗёж”¶пјӣ
- з”ЁжҝҖе…үе…ҲеҺ»йҷӨй“ңеұӮпјҢ然еҗҺеҺ»йҷӨд»Ӣз”өеұӮпјҢе®һзҺ°й’»еӯ”гҖӮ
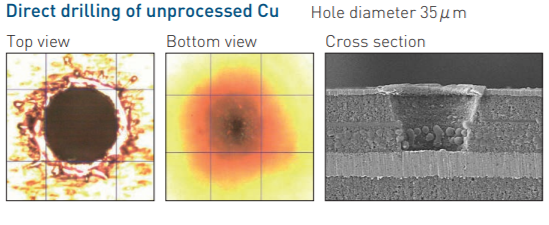
CO2жҝҖе…үй’»еӯ”йҖҹеәҰиҝңеӨ§дәҺUVжҝҖе…үй’»еӯ”гҖӮдҪҶй’»еӯ”еүҚеҗҺйғҪйңҖиҰҒеҒҡеӨ„зҗҶгҖӮз”ұдәҺиЎҚе°„жһҒйҷҗеӯҳеңЁпјҢCO2жҝҖе…үйҖҡиҝҮе…үеӯҰйҖҸй•ңжңҖе°ҸеҸӘиғҪиў«иҒҡз„ҰеҲ°35Ојmе·ҰеҸі[3]гҖӮе®һйҷ…йҮҸдә§дёӯдёҖиҲ¬дјҡй’»75-150Ојmеӯ”еҫ„зҡ„еӯ”гҖӮеӣҫ4В CO2жҝҖе…үй’»еӯ”жңәй’»35Ојmзҡ„еӯ”
(иө„ж–ҷжқҘжәҗпјҡVia Mechanicsе®ҳзҪ‘)
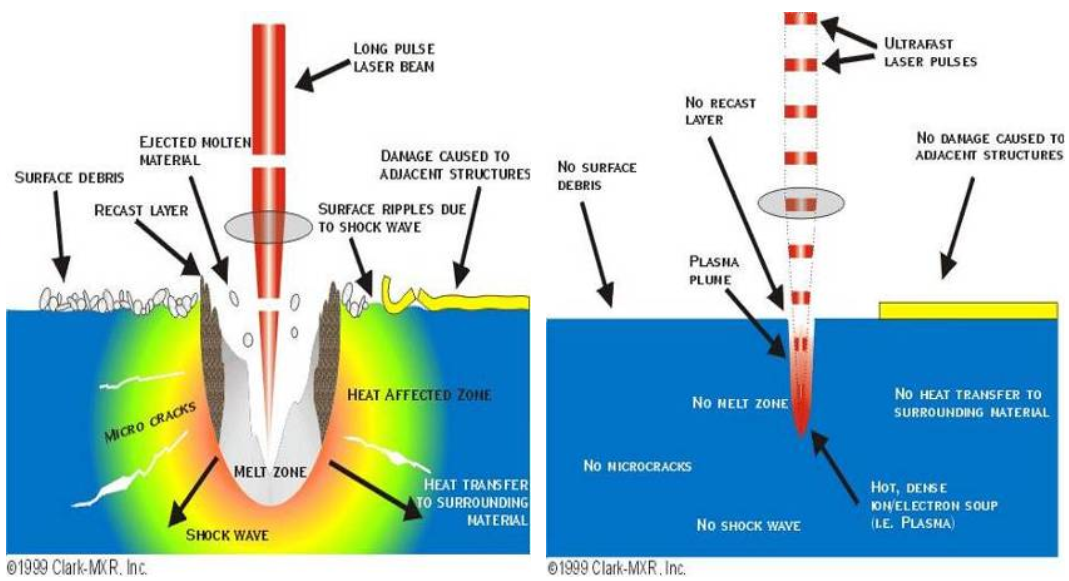
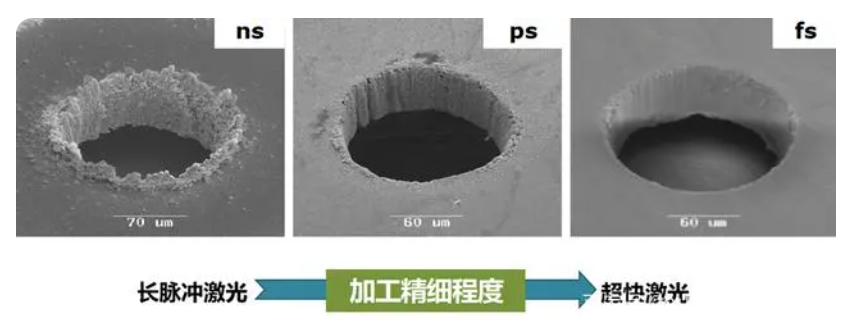
йҡҸзқҖи¶…еҝ«жҝҖе…үеҷЁеңЁе·ҘдёҡдёҠзҡ„еә”з”Ёи¶ҠжқҘи¶Ҡе№ҝжіӣе’ҢPCBиЎҢдёҡеҜ№еӯ”еҫ„гҖҒеӯ”еһӢзҡ„иҰҒжұӮи¶ҠжқҘи¶Ҡй«ҳпјҢжңүи®ҫеӨҮдә§е•ҶејҖе§Ӣе°қиҜ•дҪҝз”Ёи¶…еҝ«жҝҖе…үеҷЁеҜ№PCBеҹәжқҗиҝӣиЎҢй’»еӯ”гҖӮеӣҫ5 зәіз§’е’Ңи¶…еҝ«жҝҖе…үдёҺжқҗж–ҷдҪңз”ЁжңәзҗҶеҜ№жҜ”и¶…еҝ«жҝҖе…үе…·жңүи¶…й«ҳеі°еҖјеҠҹзҺҮгҖҒи¶…зҹӯи„үе®Ҫе’ҢдҪңз”Ёж—¶й—ҙзҹӯзӯүзү№зӮ№пјҢеҠ е·Ҙж—¶еңЁжқҗж–ҷеҶ…йғЁзҡ„зғӯжү©ж•Ји·қзҰ»зҹӯпјҢе…·жңүйқһзғӯзҶ”еҠ е·Ҙзү№жҖ§пјҢеңЁеҫ®зәіеҠ е·Ҙж–№йқўжңүзқҖзӢ¬зү№зҡ„дјҳеҠҝ[4]гҖӮи¶…еҝ«жҝҖе…үеҷЁеҠ е·Ҙж¶ҲйҷӨдәҶвҖңзғӯжҚҹдјӨвҖқе’ҢвҖңзғӯиҮҙеҶ…еә”еҠӣвҖқзӯүзҡ„зјәйҷ·пјҢз”ЁдәҺPCBй’»еӯ”жңү3дёӘжҳҺжҳҫзҡ„дјҳеҠҝпјҡ- еҮ д№ҺеҸҜйҖӮз”ЁдәҺеҲ¶йҖ дёҡдёӯжүҖжңүжқҗж–ҷиҝӣиЎҢеҠ е·Ҙпјӣ
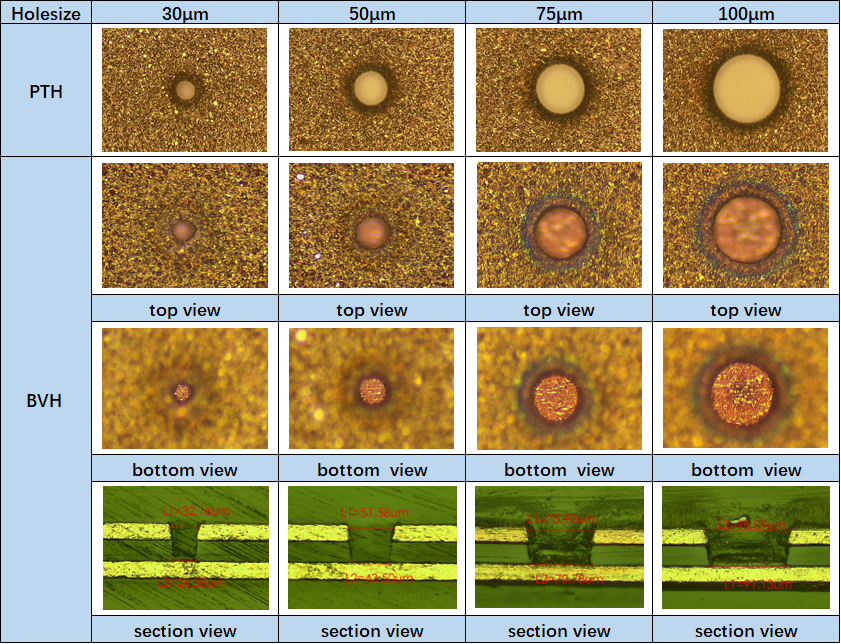
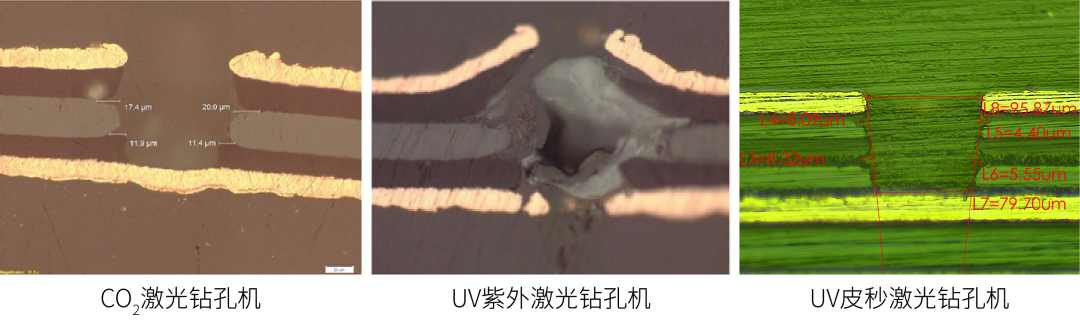
еӣҫ6 дёҚеҗҢжҝҖе…үй’»еӯ”жңәеҠ е·ҘPTFEжқҗж–ҷж•ҲжһңеҰӮеӣҫ7жүҖзӨәпјҢUVзәіз§’жҝҖе…үй’»еӯ”жңәе®Ңе…Ёж— жі•з”ЁдәҺд»Ӣз”өеұӮдёәPTFEзҡ„жқҗж–ҷзҡ„й’»еӯ”пјҢUVзҡ®з§’й’»еӯ”еҸҜд»Ҙе°Ҷиғ¶еҶ…зј©жҺ§еҲ¶еңЁ10ОјmеҶ…гҖӮ- й’»еӯ”зҡ„иҙЁйҮҸжҺҘиҝ‘е®ҢзҫҺгҖӮеҰӮеӣҫ7жүҖзӨәпјҢи¶…еҝ«жҝҖе…үй’»еӯ”и§ЈеҶідәҶй•ҝи„үеҶІжҝҖе…үеҷЁеҠ е·ҘеҗҺпјҢеӯ”еЈҒжңүзҶ”иһҚжҲҗзҗғгҖҒзҒ«еұұеҸЈгҖҒеӯ”еә•жңүж®Ӣиғ¶гҖҒзҺ»зәӨзӘҒеҮәзӯүй—®йўҳпјӣ
еӣҫ7 дёҚеҗҢи„үе®ҪжҝҖе…үеҷЁй’»еӯ”ж•ҲжһңпјҲиө„ж–ҷжқҘжәҗпјҡжқҫеұұж№–жқҗж–ҷе®һйӘҢе®Өпјү- еҠ е·Ҙзҡ„еҜјйҖҡеӯ”пјҢз”ұдәҺеӯ”еЈҒзІ—зіҷеәҰпјҲвүӨ0.1ОјmпјүеҫҲдҪҺпјҢеңЁй«ҳйў‘еҢ–дҝЎеҸ·дј иҫ“дёӯеҸҜжҳҺжҳҫеҮҸе°‘дҝЎеҸ·дј иҫ“жҚҹеӨұе’ҢеӨұзңҹпјҢзү№еҲ«жҳҜеңЁеҸ еӯ”з»“жһ„зҡ„е°ҒеҹәжқҝиЈ…дёӯжңүзқҖжһҒеҘҪзҡ„дҝЎеҸ·дј иҫ“жҖ§иғҪ[6]гҖӮ
з»јдёҠпјҢзӣ®еүҚPCBеҲ¶йҖ дёӯпјҢеӨ§дәҺ150Ојmзҡ„йҖҡеӯ”д»Ҙжңәжў°еңЁй’»еӯ”дёәдё»пјӣеҗ«жңүзҺ»зәӨжқҗж–ҷзҡ„50-150Ојmзҡ„еҜјйҖҡеӯ”д»ҘCO2жҝҖе…үй’»еӯ”жңәй’»еӯ”дёәдё»пјҢдёҚеҗ«зҺ»зәӨзҡ„жқҗж–ҷд»ҘUVжҝҖе…үй’»еӯ”жңәй’»еӯ”дёәдё»гҖӮUVе’ҢCO2дёӨз§Қй’»еӯ”жңәиғҪиғңд»»зҺ°йҳ¶ж®өз»қеӨ§еӨҡж•°PCBеҜјйҖҡеӯ”зҡ„й’»еӯ”гҖӮдҪҶйҡҸзқҖPCBзҡ„е°әеҜёеҗ‘е°ҸеһӢеҢ–еҸ‘еұ•е’ҢдҝЎеҸ·дј иҫ“еҗ‘й«ҳйў‘еҸ‘еұ•пјҢйңҖиҰҒй’»еӯ”зҡ„еӯ”еҫ„и¶ҠжқҘи¶Ҡе°ҸпјҢеӯ”зҡ„иҙЁйҮҸиҰҒжұӮи¶ҠжқҘи¶Ҡй«ҳпјҢд»Ӣз”өеұӮзҡ„жқҗж–ҷдёҚж–ӯж–°еўһпјҢдј з»ҹзҡ„жҝҖе…үй’»еӯ”ж–№ејҸе°Ҷдјҡе’Ңж•°жҺ§жңәжў°й’»еӯ”жңәдёҖж ·йҖҗжёҗж— жі•ж»Ўи¶ій’»еӯ”йңҖжұӮгҖӮи¶…еҝ«жҝҖе…үй’»еӯ”дёҚдјҡеӯҳеңЁзқҖеҜ№е‘ЁеӣҙеҢәеҹҹзғӯжү©ж•Је’Ңзғӯдј еҜјзҡ„зҺ°иұЎпјҢеҠ е·Ҙзҡ„еҜјйҖҡеӯ”еӯ”еЈҒжІЎжңүзҶ”иһҚжҲҗзҗғгҖҒзҒ«еұұеҸЈгҖҒеӯ”еә•жңүж®Ӣиғ¶гҖҒзҺ»зәӨзӘҒеҮәзӯүй—®йўҳпјҢеҮ д№ҺиғҪеҺ»йҷӨжүҖжңүиҫғи–„зҡ„жқҗж–ҷгҖӮиҝҷз§Қй’»еӯ”иҙЁйҮҸжҺҘиҝ‘е®ҢзҫҺзҡ„жҝҖе…үй’»еӯ”ж–№ејҸе°ҶдјҡеңЁPCBеҲ¶йҖ дёӯиў«е№ҝжіӣеә”з”ЁгҖӮ[1] и°ўеӣҪе№іпјҢжҲҙе№ҝд№ҫпјҢиҫ№ж–№иғңгҖӮжҝҖе…үжҠҖжңҜеңЁй«ҳеҜҶеәҰдә’иҝһеҚ°еҲ¶жқҝз”ҹдә§дёӯзҡ„е…ёеһӢеә”з”Ё[J]гҖӮеҚ°еҲ¶з”өи·ҜдҝЎжҒҜгҖӮ2018.02:36-41гҖӮ[2] йҷҲжҳҘпјҢжһ—жҙӘеҫ·пјҢеҗҙеҶӣжқғгҖӮи¶…еӨҡеӯ”еҚ°еҲ¶жқҝзҡ„й«ҳйҖҹй’»еӯ”еҠ е·ҘжҠҖжңҜз ”з©¶[J]гҖӮеҚ°еҲ¶з”өи·ҜдҝЎжҒҜгҖӮ2022.07:19-23гҖӮ[3] жқЁе®ҸејәгҖӮPCBеҫ®еӯ”жҲҗеӯ”жҠҖжңҜзҡ„зҺ°зҠ¶[J]гҖӮеҚ°еҲ¶з”өи·ҜдҝЎжҒҜгҖӮ2020.04:31-38гҖӮ[4] еҖӘи¶…пјҢFR-пј”иҰҶй“ңжқҝйЈһз§’жҝҖе…үжү“еӯ”еҸҠеҫ®з»Ҷзәҝи·ҜеҲ»иҡҖз ”з©¶[D]гҖӮиӢҸе·һпјҡиӢҸе·һеӨ§еӯҰгҖӮ2020:15-25гҖӮ[5] жһ—йҮ‘е өгҖӮ5GйҖҡдҝЎеҸ‘еұ•дҪҝеҚ°еҲ¶жқҝеҜјйҖҡеӯ”иө°дёҠдё»еҜјең°дҪҚ[J]гҖӮеҚ°еҲ¶з”өи·ҜдҝЎжҒҜгҖӮ2021.07:17-20гҖӮ[6] жһ—йҮ‘е өгҖӮйЈһз§’жҝҖе…үй’»еӯ”жҳҜPCBеҲ¶йҖ зҙ§иҝ«зҡ„жҠҖжңҜиҜҫйўҳ[J]гҖӮеҚ°еҲ¶з”өи·ҜдҝЎжҒҜгҖӮ2020,01:47-51гҖӮ[7] Happy Holden. The HDI Handbook[M]. First Edition. USA: BR Publishing, Inc., 2009:264.еҺҹеҲӣж–Үз« пјҢжңӘз»Ҹи®ёеҸҜпјҢиҜ·еӢҝиҪ¬иҪҪгҖӮ