


дёҖгҖҒжЎҲдҫӢIпјҡеҫӘзҺҜжіөжұҪиҡҖз ҙеқҸ

жҹҗз”өеҺӮ3#жңәз»„пјҲ25MWпјүй…Қз”ЁдәҢеҸ°еҸҢеҗёдёӯејҖжіөдҪңеҫӘзҺҜеҶ·еҚҙжіөпјҢжіөзҡ„й“ӯзүҢеҸӮж•°дёәпјҡ
Q=3240m3/hпјҢH=32mпјҢn=960r/mпјҢPa=317.5kWпјҢHs=2.9mпјҲеҚіNPSHr=7.4mпјү
жіөиЈ…зҪ®дёәдёҖж¬ЎеҫӘзҺҜдҫӣж°ҙпјҢеҸ–ж°ҙеҸЈе’ҢжҺ’еҮәеҸЈеқҮеңЁеҗҢдёҖж°ҙйқўдёҠгҖӮ
ејҖиҪҰиҝҗиЎҢдёҚеҲ°дёӨдёӘжңҲпјҢжіөеҸ¶иҪ®иў«жұҪиҡҖз ҙеқҸз©ҝеӯ”гҖӮ
еӨ„зҗҶиҝҮзЁӢпјҡ
йҰ–е…ҲдҪңзҺ°еңәи°ғжҹҘпјҢеҸ‘зҺ°жіөзҡ„еҮәеҸЈеҺӢеҠӣд»…0.1MPa,иҖҢдё”жҢҮй’Ҳеү§зғҲж‘ҶеҠЁпјҢ并дјҙжңүзҲҶз ҙжұҪиҡҖе“ҚеЈ°гҖӮдҪңдёәж°ҙжіөдё“дёҡдәәе‘ҳпјҢ第дёҖеҚ°иұЎе°ұзҹҘйҒ“иҝҷжҳҜз”ұдәҺеҒҸе·ҘеҶөиҝҗиЎҢиҖҢйҖ жҲҗжұҪиҡҖеҸ‘з”ҹгҖӮеӣ дёәжіөзҡ„и®ҫи®Ўжү¬зЁӢдёә32mпјҢеҸҚжҳ еңЁеҗҗеҮәеҺӢеҠӣиЎЁдёҠпјҢиҜ»ж•°еә”еӯ—0.3MPaе·ҰеҸігҖӮиҖҢзҺ°еңәеҺӢеҠӣиЎЁиҜ»ж•°еҸӘжңү0.1MPaпјҢжҳҫ然жіөзҡ„иҝҗиЎҢжү¬зЁӢеҸӘжңү10mе·ҰеҸіпјҢеҚіжіөзҡ„иҝҗиЎҢе·ҘеҶөиҝңзҰ»Q=3240m3/hпјҢH=32mзҡ„规е®ҡе·ҘеҶөзӮ№пјҢжӯӨзӮ№зҡ„жіөеҝ…йңҖжұҪиҡҖдҪҷйҮҸе·Іж— жі•йў„ж–ҷзҡ„еўһеӨ§гҖӮеҝ…然еҸ‘з”ҹжұҪиҡҖгҖӮ
е…¶ж¬ЎдҪңзҺ°еңәи°ғиҜ•пјҢи®©з”ЁжҲ·зӣҙи§үи®ӨзҹҘжҳҜжіөйҖүеһӢжү¬зЁӢиҝҮеӨұпјҢдёәдәҶдҪҝжіөж¶ҲйҷӨжұҪиҡҖпјҢеҝ…йЎ»дҪҝжіөзҡ„иҝҗиЎҢе·ҘеҶөеӣһеҲ°Q=3240m3/hпјҢH=32mзҡ„规е®ҡе·ҘеҶөйҷ„иҝ‘гҖӮж–№жі•е°ұжҳҜе…іж ЎеҮәеҸЈйҳҖй—ЁгҖӮз”ЁжҲ·еҜ№е…іе°ҸйҳҖй—ЁйқһеёёжӢ…еҝғпјҢ他们и®ӨдёәзҺ°еңЁе…ЁејҖйҳҖй—ЁиҝҗиЎҢпјҢжөҒйҮҸе°ҡдёҚе……еҲҶпјҢиҮҙдҪҝеҶ·еҮқеҷЁиҝӣеҮәжё©е·®иҫҫ33в„ғпјҲиӢҘжөҒйҮҸе……и¶іпјҢжӯЈеёёиҝӣеҮәжё©е·®еә”еңЁ11в„ғд»ҘдёӢпјүпјҢиӢҘеҶҚе…іе°ҸеҮәеҸЈйҳҖпјҢжіөзҡ„жөҒйҮҸеІӮдёҚжӣҙе°ҸгҖӮдёәдәҶдҪҝз”өеҺӮж“ҚдҪңдәәе‘ҳж”ҫеҝғпјҢиҰҒ他们еёғзҪ®жңүе…ідәәе‘ҳеҲҶеӨҙи§ӮеҜҹеҶ·еҮқеҷЁзҡ„зңҹз©әеәҰгҖҒеҸ‘з”өеҮәеҠӣж•°гҖҒеҮқеҷЁеҮәж°ҙжё©еәҰзӯүеҜ№жөҒйҮҸеҸҳеҢ–еҸҚжҳ ж•Ҹж„ҹзҡ„ж•°жҚ®пјҢжіөеҺӮдәәе‘ҳеҲҷеңЁжіөжҲҝйҖҗжӯҘе…іе°ҸжіөеҮәеҸЈйҳҖгҖӮеҮәеҸЈеҺӢеҠӣйҡҸзқҖйҳҖй—ЁејҖеәҰзҡ„еҮҸе°ҸиҖҢйҖҗжӯҘдёҠеҚҮпјҢеҪ“дёҠеҚҮиҮі0.28MPaж—¶пјҢжіөзҡ„жұҪиҡҖе“ҚеЈ°е®Ңе…Ёж¶ҲйҷӨпјҢеҮқеҷЁзңҹз©әеәҰд№ҹд»Һ650жұһжҹұдёҠеҚҮеҲ°700жұһжҹұпјҢеҮқеҷЁзҡ„иҝӣеҮәжё©е·®дёӢйҷҚеҲ°11в„ғд»ҘдёӢгҖӮиҝҷдәӣйғҪиҜҙжҳҺпјҢиҝҗиЎҢе·ҘеҶөеӣһеҲ°и§„е®ҡзӮ№д№ӢеҗҺпјҢжіөжұҪиҡҖзҺ°иұЎеҚіеҸҜж¶ҲйҷӨпјҢжіөзҡ„жөҒйҮҸжҒўеӨҚжӯЈеёёпјҲжіөеҒҸе·ҘеҶөеҸ‘з”ҹжұҪиҡҖеҗҺпјҢжөҒйҮҸгҖҒжү¬зЁӢйғҪиҰҒдёӢйҷҚпјүгҖӮдҪҶжӯӨж—¶йҳҖй—ЁејҖеәҰеҸӘжңү10%е·ҰеҸіпјҢиӢҘй•ҝжӯӨиҝҗиЎҢпјҢйҳҖй—Ёд№ҹе®№жҳ“жҚҹеқҸпјҢеҗҢж—¶иҖ—иғҪдёҚз»ҸжөҺгҖӮ
и§ЈеҶіеҠһжі•пјҡ
з”ұдәҺеҺҹжіөжү¬зЁӢжңү32mпјҢиҖҢж–°йңҖжү¬зЁӢд»…12mпјҢеӣ дёәжү¬зЁӢзӣёе·®еӨӘиҝңпјҢеҲҮеүІеҸ¶иҪ®йҷҚдҪҺжү¬зЁӢзҡ„з®ҖеҚ•еҠһжі•е·ІдёҚеҸҜиЎҢгҖӮдәҺжҳҜжҸҗеҮәз”өжңәйҷҚйҖҹпјҲ960r/mйҷҚиҮі740r/mпјүж”№йҖ пјҢжіөеҸ¶иҪ®йҮҚж–°и®ҫи®Ўзҡ„ж–№жЎҲгҖӮжӯӨж–№жЎҲеҗҺжқҘе®һи·өиЎЁжҳҺпјҢеҪ»еә•и§ЈеҶідәҶй—®йўҳпјҢдёҚд»…и§ЈеҶідәҶжұҪиҡҖй—®йўҳпјҢиҝҳеӨ§еӨ§ең°йҷҚдҪҺдәҶиғҪиҖ—гҖӮ
жң¬жЎҲй—®йўҳзҡ„е…ій”®жҳҜжіөйҖүеһӢжү¬зЁӢиҝҮй«ҳйҖ жҲҗзҡ„гҖӮ
дёҖгҖҒжЎҲдҫӢв…ЎпјҡеҫӘзҺҜж°ҙжіөдҪҚ移е’Ңж–ӯиҪҙдәӢж•…еҲҶжһҗ
иҜҘе·ҘзЁӢе…ұжңү6еҸ°24еҜёеһӢеҫӘзҺҜж°ҙжіөпјҢйңІеӨ©е®үиЈ…пјҢжіөзҡ„й“ӯзүҢеҸӮж•°дёәпјҡ
Q=3000m3/hпјҢH=70m, N=960r/mпјҲе®һйҷ…иҪ¬йҖҹиҫҫ990r/mпјү
й…ҚеҘ—з”өжңәеҠҹзҺҮ800kW
жіөиҪҙжүҝдёәSKFзҗғиҪҙжүҝгҖӮи„Ӯж¶Ұж»‘гҖӮд»ҺеҠЁз«ҜиҪҙжүҝеҗ‘еӣәе®ҡпјҢжүҝеҸ—ж®ӢдҪҷиҪҙеҗ‘жҺЁеҠӣпјӣдё»еҠЁз«ҜиҪҙжүҝеӨ–еңҲиҪҙеҗ‘з•ҷжңүжёёеҠЁй—ҙйҡҷгҖӮ
жіөиЈ…зҪ®еҰӮдёӢеӣҫжүҖзӨә:
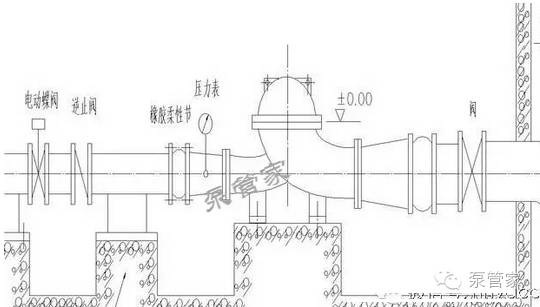
ж©Ўиғ¶дјёзј©иҠӮдёӨз«Ҝжі•е…°еҲҶеҲ«дёҺз®ЎйҒ“иҝһжҺҘпјҢдёӨз«Ҝжі•е…°жң¬иә«жңӘз”Ёй•ҝиһәж “еҲҡжҖ§иҝһжҺҘгҖӮ
жіөе®үиЈ…еҘҪд№ӢеҗҺпјҢејҖе§ӢйҖҗеҸ°и°ғиҜ•пјҢи°ғиҜ•дёӯеҮәзҺ°дёӢеҲ—жғ…еҶөпјҡ
1)жіөеә§е’ҢеҗҗеҮәз®ЎйҒ“ж°ҙжіҘеӣәе®ҡж”Ҝеў©еқҮеҸ‘з”ҹдҪҚ移пјҢдҪҚ移方еҗ‘еҰӮиЈ…зҪ®зӨәж„ҸеӣҫжүҖзӨәпјҡжіөеҗ‘еҸіз§»пјҢеӣәе®ҡж”Ҝеў©еҗ‘е·Ұ移пјҢжңүеҮ еҸ°жіөж”Ҝеў©ж°ҙжіҘеә§еӣ дҪҚ移еҮәзҺ°еҙ©иЈӮ
2)еҺӢеҠӣиЎЁиҜ»ж•°еңЁејҖйҳҖд№ӢеүҚиҫҫ0.8MPaпјҢйғЁеҲҶејҖйҳҖд№ӢеҗҺдёә0.65MPaе·ҰеҸіпјҢз”өеҠЁиқ¶йҳҖејҖеәҰзәҰ15%гҖӮиҪҙжүҝйғЁдҪҚжё©еҚҮгҖҒжҢҜеҠЁе№…еәҰйғҪжӯЈеёё гҖӮ
3)еҒңжіөд№ӢеҗҺжЈҖжҹҘиҒ”иҪҙеҷЁзҡ„еҜ№дёӯжғ…еҶөпјҢеҸ‘зҺ°жңәжіөдёӨиҒ”иҪҙеҷЁе·ҰеҸій”ҷдҪҚиҫғеӨ§пјҢжҚ®е®үиЈ…дәәе‘ҳжЈҖжҹҘпјҢй”ҷдҪҚжңҖдёҘйҮҚзҡ„дёә1#жіөпјҲй”ҷдҪҚ1.6mmпјүпјҢ5#жіөпјҲй”ҷејҖ3mmпјүгҖҒ6#жіөпјҲй”ҷејҖ2mmпјүпјҢе…¶д»–жіөд№ҹжңүж•°еҚҒдёқзҡ„й”ҷдҪҚгҖӮ
4)и°ғж•ҙеҜ№дёӯеҗҺпјҢйҮҚж–°ејҖиҪҰж—¶пјҢз”ЁжҲ·е’Ңе®үиЈ…е…¬еҸёз”ЁзҷҫеҲҶиЎЁжөӢйҮҸжіөи„ҡзҡ„дҪҚ移йҮҸпјҢжңҖеӨ§зҡ„иҫҫ0.37mmпјҢеҒңжіөеҗҺжңүеӣһеј№пјҢдҪҶжіөи„ҡйғЁдҪҚдёҚиғҪеӨҚеҺҹгҖӮ
ж–ӯиҪҙдәӢж•…еҸ‘з”ҹеңЁ5#жіөдёҠгҖӮ5#жіөж–ӯиҪҙд№ӢеүҚпјҢж–ӯз»ӯиҝҗиЎҢ3-4ж¬ЎпјҢзҙҜи®ЎиҝҗиЎҢзәҰ60е°Ҹж—¶е·ҰеҸігҖӮжңҖеҗҺдёҖж¬ЎејҖиҪҰеҗҺпјҢиҝҗиЎҢиҮіж¬Ўж—ҘжҷҡдёҠеҸ‘з”ҹж–ӯиҪҙгҖӮж–ӯиҪҙйғЁдҪҚеңЁдё»еҠЁз«ҜиҪҙжүҝе®ҡдҪҚиҪҙиӮ©йҖҖеҲҖж§ҪеӨ„пјҢж–ӯйқўдёҺиҪҙдёӯеҝғз•ҘдёәеҖҫж–ң гҖӮ
еҜ№дәӢж•…еҺҹеӣ зҡ„еҲҶжһҗж„Ҹи§Ғпјҡж–ӯиҪҙдәӢж•…еҸ‘з”ҹеңЁ5#жіөдёҠпјҢеҸҜиғҪжңүиҪҙжң¬иә«иҙЁйҮҸй—®йўҳпјҢд№ҹжңүеӨ–йғЁеӣ зҙ зҡ„й—®йўҳгҖӮ
1)5#жіөеҸ‘з”ҹж–ӯиҪҙпјҢдёҚжҺ’йҷӨ5#жіөиҪҙеӯҳеңЁиҙЁйҮҸй—®йўҳпјҢиҝҷдәӣй—®йўҳеҸҜиғҪиҪҙж–ҷжң¬иә«жңүзјәйҷ·пјҢд№ҹеҸҜиғҪдёҺ5#жіөиҪҙйҖҖеҲҖж§ҪеҠ е·ҘеңҶеј§дёҚ规иҢғеҜјиҮҙеә”еҠӣйӣҶдёӯпјҢиҝҷжҳҜж–ӯиҪҙеҺҹеӣ зҡ„дёӘжҖ§й—®йўҳгҖӮ
2)5#жіөж–ӯиҪҙдёҺеӨ–еҠӣдҪңз”ЁдҪҝжіөдә§з”ҹдҪҚ移жңүе…ігҖӮеңЁеӨ–еҠӣдҪңз”ЁдёӢ 5#жіөиҒ”иҪҙеҷЁе·ҰеҸій”ҷдҪҚжңҖеӨ§гҖӮиҝҷдёӘеӨ–еҠӣзҡ„дә§з”ҹжҳҜз”ұдәҺеҗҗеҮәз®ЎдёҠзҡ„ж°ҙеҺӢеҠӣдҪңз”ЁдёӢдә§з”ҹзҡ„еј еҠӣпјҲиҝҷдёӘеј еҠӣFеҪ“P2=0.7MPaж—¶пјҡ
F=0.7Г—10.2Г—пјҲПҖd2пјүГ·4=0.7Г—10.2Г—(ПҖГ—802)Г·4=35.9T,еҪ“й—ӯйҳҖиҝҗиЎҢж—¶пјҢP2=0.8MPaпјҢжӯӨж—¶F=0.8Г—10.2Г—(ПҖГ—802)Г·4=41TпјүпјҢиҝҷд№ҲеӨ§зҡ„жӢүеҠӣйқ ж©Ўиғ¶з®ЎеЈҒеҲҡеәҰж №жң¬жүҝеҸ—дёҚдҪҸпјҢеҝ…然еҗ‘е·ҰеҸіе»¶дјёпјҢиҝҷж ·еҠӣеҗ‘еҸідј йҖ’еҲ°жіөдёҠ,дҪҝе…¶дә§з”ҹдҪҚ移пјҢеҗ‘е·Ұдј йҖ’еҲ°ж°ҙжіҘж”Ҝеў©,дҪҝе…¶жҺЁиЈӮпјҢеҰӮжһңж”Ҝеў©иҫғеқҡеӣәгҖҒдёҚеһ®пјҢеҲҷжіөеҗ‘еҸізҡ„дҪҚ移е°ұжӣҙеӨ§гҖӮдәӢе®һиЎЁжҳҺпјҢ5#жіөзҡ„ж°ҙжіҘж”Ҝеў©жңӘжҺЁиЈӮпјҢеҲҷ5#жіөзҡ„дҪҚ移е°ұжӣҙеӨ§пјҢжүҖд»ҘеҒңеҗҺ,5#жіөзҡ„иҒ”иҪҙеҷЁе·ҰеҸій”ҷдҪҚе°ұжңҖеӨ§(е…¬дј—еҸ·:жіө管家)гҖӮ
3)еӣ ж©Ўиғ¶з®ЎеЈҒзҡ„еҲҡеәҰдёҚиғҪжүҝеҸ—е·ЁеӨ§ж°ҙжҺЁеҠӣиҖҢиҪҙеҗ‘жӢүй•ҝпјҢдҪҝжіөеҗҗеҮәеҸЈжүҝеҸ—е·ЁеӨ§еӨ–жҺЁеҠӣпјҲжіөзҡ„иҝӣеҮәжі•е…°дёҚиғҪжүҝеҸ—з®ЎйҒ“еӨ–еҠӣдҪңз”ЁпјүпјҢиҮҙдҪҝжіөдҪ“дҪҚ移пјҢеҜјиҮҙиҒ”иҪҙеҷЁй”ҷдҪҚгҖҒжңәжіөдёӨиҪҙдёҚеҗҢеҝғиҝҗиЎҢпјҢиҝҷжҳҜеҜјиҮҙ5#жіөж–ӯиҪҙзҡ„еӨ–йғЁеӣ зҙ гҖӮ
и§ЈеҶіж–№жі•пјҡе°ҶиҪ®иғҺиҠӮз”Ёй•ҝиһәжқҶеҲҡжҖ§иҒ”жҺҘпјҢ并让еҗҗеҮәз®Ўи·ҜиғҪиҮӘз”ұдјёеұ•пјҢдҪҚ移е’Ңж–ӯиҪҙй—®йўҳиҖҢдёҚеҶҚеҸ‘з”ҹгҖӮ
ж°ҙжіөеёёи§Ғж•…йҡңеӨ„зҗҶжҺӘж–Ҫ
1гҖҒж°ҙжіөжү¬зЁӢиҝҮй«ҳеј•еҸ‘зҡ„иҝҗиЎҢж•…йҡңпјҡ
и®ҫи®ЎйҷўеңЁеҒҡж°ҙжіөйҖүеһӢж—¶пјҢжіөзҡ„жү¬зЁӢйҰ–е…ҲжҳҜйҖҡиҝҮзҗҶи®әи®Ўз®—зЎ®е®ҡзҡ„пјҢеҫҖеҫҖжңүдәӣдҝқе®ҲпјҢиҮҙдҪҝж–°йҖүжіөзҡ„жү¬зЁӢй«ҳдәҺе®һйҷ…иЈ…зҪ®жүҖиҰҒжұӮзҡ„жү¬зЁӢпјҢд»ҺиҖҢеҜјиҮҙжіөеҒҸе·ҘеҶөиҝҗиЎҢгҖӮз”ұдәҺеҒҸе·ҘеҶөиҝҗиЎҢпјҢдјҡйҖ жҲҗеҰӮдёӢдёҖдәӣиҝҗиЎҢж•…йҡңпјҡ
(1)з”өжңәи¶…еҠҹзҺҮпјҲз”өжөҒпјүпјҢеёёеёёеҮәзҺ°еңЁзҰ»еҝғжіөдёҠ гҖӮ
(2)жіөеҸ‘з”ҹжұҪиҡҖзҺ°иұЎпјҢ并еҸ‘з”ҹжҢҜеҠЁе’ҢеҷӘйҹіпјҢеҮәеҸЈеҺӢеҠӣжҢҮй’Ҳйў‘з№Ғж‘ҶеҠЁгҖӮз”ұдәҺжұҪиҡҖеҸ‘з”ҹпјҢиҝҳеҜјиҮҙеҸ¶иҪ®жұҪиҡҖз ҙеқҸпјҢиҝҗиЎҢжөҒйҮҸдёӢйҷҚгҖӮ
еӨ„зҗҶжҺӘж–ҪпјҡеҲҶжһҗжіөиҝҗиЎҢж•°жҚ®пјҢйҮҚж–°зЎ®е®ҡиЈ…зҪ®иҰҒжұӮзҡ„е®һйҷ…жү¬зЁӢпјҢи°ғж•ҙпјҲйҷҚдҪҺпјүжіөзҡ„жү¬зЁӢ.жңҖз®ҖеҚ•зҡ„ж–№жі•жҳҜеҲҮеүҠеҸ¶иҪ®еӨ–еҫ„;еҰӮеҲҮеүҠеҸ¶иҪ®дёҚи¶ід»Ҙж»Ўи¶іжү¬зЁӢйҷҚдҪҺеҖјзҡ„иҰҒжұӮпјҢеҸҜжӣҙжҚўж–°и®ҫи®Ўзҡ„еҸ¶иҪ®пјӣиҝҳеҸҜе°Ҷз”өжңәеҒҡйҷҚдҪҺиҪ¬йҖҹзҡ„ж”№йҖ д»ҘйҷҚдҪҺжіөжү¬зЁӢгҖӮ
2гҖҒж»ҡеҠЁиҪҙжүҝйғЁд»¶жё©еҚҮи¶…ж Ү
еӣҪдә§ж»ҡеҠЁиҪҙжүҝе…Ғи®ёзҡ„жңҖй«ҳжё©еәҰдёҚи¶…иҝҮ80в„ғ,иҝӣеҸЈиҪҙжүҝеҰӮSKFиҪҙжүҝпјҢе…Ғи®ёзҡ„жңҖй«ҳжё©еәҰеҸҜиҫҫеҲ°110в„ғгҖӮе№іж—¶иҝҗиЎҢжЈҖжҹҘж—¶пјҢйғҪд»ҘжүӢж‘ёи§Ұж„ҹжқҘеҲӨж–ӯиҪҙжүҝжҳҜеҗҰеҸ‘зғӯпјҢиҝҷжҳҜдёҚ规иҢғзҡ„еҲӨж–ӯгҖӮ
еј•иө·иҪҙжүҝйғЁд»¶жё©еәҰиҝҮй«ҳзҡ„еёёи§ҒеҺҹеӣ жңүдёӢеҲ—еҮ зӮ№пјҡ
1пјүж¶Ұж»‘жІ№пјҲи„ӮпјүиҝҮеӨҡ пјӣ
2пјүжңәжіөдёӨиҪҙдёҚеҜ№дёӯпјҢдҪҝиҪҙжүҝеҸ—еҲ°йўқеӨ–зҡ„иҙҹиҪҪпјӣ
3пјүйӣ¶йғЁд»¶еҠ е·ҘиҜҜе·®пјҢзү№еҲ«жҳҜиҪҙжүҝдҪ“дёҺжіөеә§зӣёй…ҚеҗҲзҡ„з«ҜйқўеһӮзӣҙеәҰи¶…е·®пјҢд№ҹдјҡдҪҝиҪҙжүҝеҸ—еҲ°йўқеӨ–зҡ„е№Іжү°еҠӣиҖҢеҸ‘зғӯпјӣ
4пјүжіөдҪ“еҸ—еҲ°еҗҗеҮәз®ЎйҒ“зҡ„жҺЁжӢүе№Іжү°пјҢд»ҺиҖҢз ҙеқҸдәҶжңәжіөдёӨиҪҙзҡ„еҗҢеҝғеәҰпјҢд№ҹдјҡдҪҝиҪҙжүҝеҸ‘зғӯпјӣ
5пјүиҪҙжүҝж¶Ұж»‘дёҚиүҜжҲ–ж¶Ұж»‘жІ№и„Ӯдёӯеҗ«жңүжіҘз ӮжҲ–й“Ғеұ‘пјҢд№ҹдјҡдҪҝиҪҙжүҝеҸ‘зғӯпјӣ
6пјүиҪҙжүҝе®№йҮҸдёҚи¶іпјҢиҝҷжҳҜжіөи®ҫи®ЎйҖүжӢ©зҡ„й—®йўҳпјҢжҲҗзҶҹдә§е“ҒдёҖиҲ¬дёҚеӯҳеңЁиҝҷдёҖй—®йўҳгҖӮ
3гҖҒжіөеҸ‘з”ҹжұҪиҡҖзҺ°иұЎпјҢеҜјиҮҙжҢҜеҠЁеҷӘйҹіеўһеӨ§е’ҢеҸ¶иҪ®з ҙеқҸпјҡ
жіөеҸ‘з”ҹжұҪиҡҖзҺ°иұЎзҡ„е®һиҙЁеҺҹеӣ жҳҜжіөиЈ…зҪ®жұҪиҡҖдҪҷйҮҸпјҲд»ҘNPSHaиЎЁзӨәпјүе°ҸдәҺжіөеҝ…йңҖжұҪиҡҖдҪҷйҮҸпјҲд»ҘNPSHrиЎЁзӨәпјүиҖҢйҖ жҲҗзҡ„ гҖӮ
жіөиЈ…зҪ®жұҪиҡҖдҪҷйҮҸNPSHaзҡ„еҖјжҳҜз”ұиЈ…зҪ®зЎ®е®ҡзҡ„пјҢе®ғдёҺеҪ“ең°еӨ§ж°”еҺӢPaпјҢиҫ“йҖҒд»ӢиҙЁзҡ„жұҪеҢ–еҺӢеҠӣPvпјҢжіөжұҪиҡҖеҹәеҮҶзәҝзҰ»еҗёе…Ҙж¶Ійқўзҡ„еҮ дҪ•й«ҳеәҰHgпјҢеҗёе…Ҙз®Ўи·Ҝзҡ„йҳ»еҠӣжҚҹеӨұhwжңүе…іпјҢе…·дҪ“зҡ„и®Ўз®—е…¬ејҸдёәпјҡ
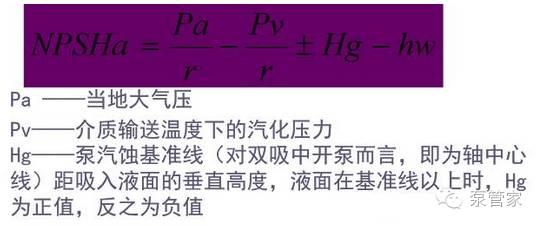
hwвҖ”вҖ”жіөеҗёе…Ҙз®Ўи·Ҝзҡ„йҳ»еҠӣжҚҹеӨұпјҢдёҖиҲ¬дёә0.3-0.5m
еҪ“иЈ…зҪ®зЎ®е®ҡд№ӢеҗҺпјҢиҖҢдё”еҗёе…Ҙж°ҙдҪҚжҒ’е®ҡзҡ„жғ…еҶөдёӢпјҢNPSHaеҖјдёәдёҖдёӘжҒ’е®ҡеҖјгҖӮ
жіөеҝ…йңҖжұҪиҡҖдҪҷйҮҸNPSHrеҖјжҳҜйҖҡиҝҮжіөиҜ•йӘҢзЎ®е®ҡзҡ„пјҢдёҖиҲ¬еҸӘеҒҡдёүдёӘжөҒйҮҸзӮ№пјҲеҚіи§„е®ҡиҢғеӣҙеҶ…зҡ„дёүдёӘжөҒйҮҸзӮ№пјҡе°ҸжөҒйҮҸзӮ№гҖҒи®ҫи®ЎжөҒйҮҸзӮ№гҖҒеӨ§жөҒйҮҸзӮ№пјүзҡ„иҜ•йӘҢпјҢиҖҢдё”дёүдёӘжөҒйҮҸзӮ№зҡ„NPSHrеҖјдёҚдёҖж ·пјҢжӯЈеёёжғ…еҶөдёӢпјҢи®ҫи®ЎжөҒйҮҸзӮ№зҡ„NPSHrеҖјжңҖе°ҸпјҢе…¶д»–жөҒйҮҸзӮ№зү№еҲ«жҳҜеӨ§жөҒйҮҸзӮ№зҡ„NPSHrеҖјиҰҒеўһеӨ§гҖӮи¶…еҮәеӨ§жөҒйҮҸзӮ№д»ҘеӨ–зҡ„NPSHrеҖјдёҖиҲ¬йӮЈйғҪжҖҘеү§еўһеӨ§пјҢж— жі•йў„ж–ҷгҖӮ
и®ҫи®ЎйҷўзЎ®е®ҡжіөзҡ„е®үиЈ…й«ҳеәҰпјҢиЈ…зҪ®жұҪиҡҖдҪҷйҮҸNPSHaеҖјиҰҒж»Ўи¶іжіөдҪҝз”ЁиҢғеӣҙеҶ…жңҖеӨ§еҝ…йңҖжұҪиҡҖдҪҷйҮҸNPSHrеҖјзҡ„иҰҒжұӮгҖӮдҪҶжҳҜдёәд»Җд№ҲиҝҳдјҡеҸ‘з”ҹжұҪиҡҖзҺ°иұЎе‘ўпјҹе…¶еҺҹеӣ жңүд»ҘдёӢеҮ зӮ№пјҡжіөеҒҸе·ҘеҶөиҝҗиЎҢйҖ жҲҗжұҪиҡҖзҡ„еҸ‘з”ҹпјҡз”ұдәҺйҖүеһӢиҜҜе·®пјҢдҪҝжіөзҡ„иҝҗиЎҢе·ҘеҶөзӮ№дёҚеңЁжіөзҡ„规е®ҡиҢғеӣҙеҶ…пјҢиҖҢжҳҜеҒҸеңЁеӨ§жөҒйҮҸеҢәеҹҹиҝҗиЎҢгҖӮз”ұдәҺеӨ§жөҒйҮҸзӮ№зҡ„NPSHrеҖјж— жі•йў„ж–ҷзҡ„д№ӢеӨ§пјҢйҖ жҲҗNPSHa<NPSHRrиҖҢеҸ‘з”ҹжұҪиҡҖпјӣз”ұдәҺеҲ¶йҖ иҜҜе·®пјҢжіөзҡ„е®һйҷ…еҝ…йңҖжұҪиҡҖдҪҷйҮҸеӨ§дәҺж ·жң¬дёҠзҡ„规е®ҡеҖјпјҢд»ҺиҖҢдҪҝNPSHr>NPSHaеҖјиҖҢеҸ‘з”ҹжұҪиҡҖгҖӮ
еӨ„зҗҶжҺӘж–Ҫпјҡ
й’ҲеҜ№д»ҘдёҠжүҖиҝ°йҖ жҲҗжұҪиҡҖзҡ„дёүдёӘеҺҹеӣ пјҢзӣёеә”зҡ„йҮҮеҸ–д»ҘдёӢдёүз§Қи§ЈеҶіжҺӘж–Ҫпјҡ
1пјүи°ғж•ҙжіөзҡ„жҖ§иғҪпјҲдёҖиҲ¬жҳҜйҷҚдҪҺжү¬зЁӢеҖјпјүпјҢдҪҝжіөзҡ„иҝҗиЎҢе·ҘеҶөзӮ№еӣһеҲ°и§„е®ҡзҡ„жөҒйҮҸиҢғеӣҙеҶ…иҝҗиЎҢпјӣ
2пјүжЈҖжҹҘ并清зҗҶеҗёе…Ҙз®ЎеҶ…зҡ„жқӮзү©пјӣ
3пјүе°Ҷжіөиҝ”еӣһеҲ¶йҖ еҺӮеҒҡжұҪиҡҖиҜ•йӘҢпјҢж ёе®һжіөзҡ„жұҪиҡҖдҪҷйҮҸеҖјжҳҜеҗҰиҫҫеҲ°ж ·жң¬и§„е®ҡеҖјпјӣ
жқҘжәҗпјҡзҪ‘з»ңВ В В В В В В В В В В В В В В В В В В В В В В В В В
зІҫе“ҒеҘҪж–Үпјҡ
1гҖҒж‘ёеҲ°дёҖдёӘжЈҖдҝ®зҡ„ж–°и·ҜеӯҗпјҢжҺҘжҺҘз§ҒеҚ•пјҢ收е…ҘеҸҜи§ӮпјҒnew~
2гҖҒж•ҙзҗҶдәҶдёҖд»Ҫж—ӢиҪ¬жңәжў°еҹ№и®ӯзҡ„иө„ж–ҷеҢ…99е…ғпјҢиҜ·дҪҺи°ғдҪҝз”ЁпјҒ
3гҖҒжӮЁжңүдёҖж¬ЎжҲҗдёәе·ҘзЁӢеёҲзҡ„жңәдјҡпјҢж¬ўиҝҺжқҘжҢ‘жҲҳпјҢ收е…ҘеҸҜи§ӮпјҒ
жҲівҖңйҳ…иҜ»еҺҹж–ҮвҖқеҠ е…ҘVIPиө„ж–ҷеә“пјҢдёӢиҪҪжӣҙеӨҡиө„ж–ҷпјҒВ В