


зӮ№еҮ»и“қеӯ— в—Ҹ е…іжіЁжҲ‘们
йҡҸзқҖжқҝеёҰжқҗиҪ§еҲ¶жҠҖжңҜзҡ„иҝӣжӯҘпјҢиҪ§еҲ¶иҝҮзЁӢеҗ‘зқҖеӨ§еһӢеҢ–гҖҒиҝһз»ӯеҢ–е’Ңй«ҳйҖҹеҢ–зҡ„ж–№еҗ‘еҸ‘еұ•пјҢиҪ§жңәз”ҹдә§ж•ҲзҺҮе’Ңдә§е“ҒиҙЁйҮҸдёҚж–ӯжҸҗй«ҳгҖӮеӣӣиҫҠиҪ§жңәдҪңдёәжқҝеёҰз®”жқҗз”ҹдә§зҡ„дё»иҰҒжңәеһӢпјҢе…¶е·ҘдҪңиҫҠиҪҙжүҝдёәж»ҡеҠЁиҪҙжүҝпјҢж”Ҝж’‘иҫҠиҪҙжүҝдёәж»ҡеҠЁиҪҙжүҝжҲ–жІ№иҶңиҪҙжүҝпјҢз”ұдәҺе·ҘиүәгҖҒи®ҫеӨҮзӯүеӣ зҙ зҡ„еҪұе“ҚпјҢдҪҝеҫ—иҪ§еҲ¶иҝҮзЁӢдёӯиҪ§иҫҠиҪҙжүҝзҡ„еҸ—еҠӣжғ…еҶөжҜ”иҫғеӨҚжқӮгҖӮж–ҮзҢ®з ”究表жҳҺеӨҡеҲ—ж»ҡеҠЁиҪҙжүҝеҲ—й—ҙиҪҪиҚ·еҲҶ еёғдёҚеқҮгҖҒеҒҸиҪҪдёҘйҮҚжҳҜеҪұе“ҚиҪҙжүҝеҜҝе‘Ҫзҡ„йҮҚиҰҒеӣ зҙ пј»1-3пјҪпјҢеӨ§еӨҡж•°жңүйҷҗе…ғжЁЎжӢҹе’Ңз®ҖеҢ–и®Ўз®—ж–№жі•е°ҶиҪҙжүҝиҪҪиҚ·и§ҶдёәйӣҶдёӯиҪҪиҚ·жҲ–з®ҖеҚ•еқҮеёғиҪҪиҚ·пјҢдҪҝеҫ—еҜ№иҪ§д»¶жқҝеҪўзҡ„йў„жҠҘзІҫеәҰдёҺе®һйҷ…жңүеҒҸе·®пј»4-5пјҪгҖӮжң¬з ”究еҲ©з”ЁиҮӘдё»и®ҫи®Ўзҡ„еӣӣиҫҠе®һйӘҢиҪ§жңәж”Ҝж’‘иҫҠеӣӣеҲ—еңҶжҹұж»ҡеӯҗиҪҙжүҝеҠӣгҖҒжё©з»јеҗҲ жөӢиҜ•иЈ…зҪ®пјҢеҜ№иҪ§еҲ¶иҝҮзЁӢдёӯеҗ„еҲ—еңҶжҹұж»ҡеӯҗиҪҙжүҝзҡ„иҪҪиҚ·еҲҶеёғиҝӣиЎҢдәҶжөӢиҜ•пјҢеҲҶжһҗдәҶеҺӢдёӢзҺҮгҖҒеҺҡеәҰе’Ңе®ҪеәҰзӯүеӣ зҙ еҜ№иҪҙжүҝеҲ—й—ҙиҪҪиҚ·еҲҶеёғе’ҢиҪ§д»¶иҪ§еҗҺжқҝеҮёеәҰзҡ„еҪұе“ҚпјҢз ”з©¶з»“жһңеҸҜдёәж»ҡеҠЁиҪҙжүҝдҪҝз”Ёе’ҢжқҝеҪўеҲҶжһҗжЁЎеһӢзҡ„е»әз«ӢжҸҗдҫӣжңүзӣҠеҸӮиҖғгҖӮВ
иҪ§иҫҠиҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еҲҶеёғзҗҶи®әеҸҠе®һйӘҢз ”з©¶иЎЁжҳҺпјҢиҪ§еҲ¶иҝҮзЁӢдёӯиҪҙжүҝеҫ„еҗ‘иҪҪиҚ·д»ҘдҪҷејҰ规еҫӢеҲҶеёғеңЁеҜ№еә”иҪҙжүҝеңҶеҝғи§’зәҰ120В°зҡ„еңҶеј§иҢғеӣҙеҶ…пј»6-7пјҪгҖӮдёәжөӢйҮҸиҪҙжүҝиҪҪиҚ·зҡ„еҲ—й—ҙе®һйҷ…еҲҶеёғжғ…еҶөпјҢи®ҫи®ЎдәҶеӣӣиҫҠжқҝеёҰиҪ§жңәдёӢж”Ҝж’‘иҫҠиҪҙжүҝеҠӣгҖҒжё©з»јеҗҲжөӢиҜ•иЈ…зҪ®пјҢеңЁиҪҙжүҝеә§еҜ№еә”зҡ„жүҝиҪҪеҢәеҹҹжІҝиҪ§иҫҠиҪҙеҗ‘еҠ е·ҘдёҖдёӘе®ҪеәҰдёә148mmзҡ„ж§ҪпјҢеңЁж§ҪеҶ…дёҺеҗ„еҲ—еңҶжҹұж»ҡеӯҗиҪҙжүҝеҜ№еә”зҡ„дҪҚзҪ®е®үиЈ…4дёӘеҸҜдёҠдёӢ移еҠЁзҡ„еҺӢеҠӣеқ—пјҢеҗ„еҺӢеҠӣеқ—дёҠйғЁеңҶеј§йғЁеҲҶдёҺеҜ№еә”еҲ—иҪҙжүҝзҡ„еӨ–еңҲзӣёжҺҘи§Ұ(еҰӮеӣҫ1(a)жүҖзӨә)пјҢдёҺдёҠиҪҙжүҝз®ұзҡ„й•—еӯ”е…ұеҗҢз»„жҲҗзӣҙеҫ„дёә170mmзҡ„иҪҙжүҝеә§еҶ…еӯ”пјҢеҺӢеҠӣеқ—еә•йғЁеҠ е·ҘдёӨдёӘеҜ№з§°еёғзҪ®зҡ„жІүеӯ”пјҢз”ЁдәҺе®үиЈ…дёӨдёӘеҫ„еҗ‘еҺӢеҠӣдј ж„ҹеҷЁгҖӮиҪ§еҲ¶иҝҮзЁӢдёӯпјҢиҪҙжүҝеҸ—еҠӣеҗҺе°ҶеҺӢеҠӣдј йҖ’з»ҷиҪҙжүҝеӨ–еңҲпјҢиҪҙжүҝеӨ–еңҲе°ҶеҺӢеҠӣдј йҖ’з»ҷеҺӢеҠӣеқ—пјҢеҺӢеҠӣеқ—еҸ—еҺӢеҗҺдҪҝеҫ„еҗ‘еҺӢеҠӣдј ж„ҹеҷЁдә§з”ҹеҸҳеҪўпјҢдёӨдёӘеҺӢеҠӣдј ж„ҹеҷЁжүҝеҸ—зҡ„еҫ„еҗ‘еҠӣе’ҢеҚідёәиҜҘеҲ—иҪҙжүҝжүҖеҸ—зҡ„е®һйҷ…еҫ„еҗ‘еҠӣгҖӮ
дёәдҫҝдәҺи®°еҪ•е’ҢеҲҶжһҗиҪҙжүҝиҪҪиҚ·еҲҶеёғжғ…еҶөпјҢе°Ҷеҗ„еҲ—еңҶжҹұж»ҡеӯҗиҪҙжүҝжҲ–еҺӢеҠӣеқ—иҝӣиЎҢзј–еҸ·пјҢд»Ҙй©ұеҠЁдҫ§и·қиҫҠиә«жңҖиҝңзҡ„иҪҙжүҝдёә第дёҖеҲ—пјҢйҡҸзқҖдёҺиҫҠиә«и·қзҰ»зҡ„еҮҸе°Ҹдҫқж¬Ўдёә第дәҢгҖҒдёүгҖҒеӣӣеҲ—пјҢж“ҚдҪңдҫ§и·қиҫҠиә«жңҖиҝ‘зҡ„иҪҙжүҝдёә第дә”еҲ—пјҢйҡҸзқҖдёҺиҫҠиә«и·қзҰ»зҡ„еўһеӨ§дҫқж¬Ўдёә第е…ӯгҖҒдёғгҖҒе…«еҲ—пјҢеҗ„еҲ—иҪҙжүҝжҲ–еҺӢеҠӣеқ—зҡ„е…·дҪ“зј–еҸ·еҰӮеӣҫ1(b)жүҖзӨәгҖӮ

иҪ§еҲ¶е®һйӘҢеңЁе®һйӘҢе®ӨеӣӣиҫҠеҸҜйҖҶеҶ·иҪ§жңәдёҠиҝӣиЎҢ(еҰӮеӣҫ2жүҖзӨә)пјҢдё»иҰҒи®ҫеӨҮеҸӮж•°еҰӮдёӢ:е·ҘдҪңиҫҠе°әеҜёдёәПҶ100 Г—320mmпјҢж”Ҝж’‘иҫҠе°әеҜёдёәПҶ220Г—320mm;дё»з”өжңәеҠҹзҺҮ90kWпјҢиҪ¬йҖҹ1500пҪһ2800r/min;ж¶ІеҺӢзјёеҺӢдёӢйҖҹеәҰ5mm/s;еҚ·еҸ–/ејҖеҚ·еј еҠӣ0.5пҪһ20kN;жңҖеӨ§иҪ§еҲ¶еҠӣ1200kN;иҪ§еҲ¶йҖҹеәҰдёә0пҪһ60 m/min;еҺҹж–ҷеҺҡеәҰвүӨ6mm;жҲҗе“ҒеҺҡеәҰвүҘ0.2mmгҖӮ
е®һйӘҢжқҗж–ҷдёә:еҺҡеәҰзҡ„2mmпјҢдё”еҺҡеәҰеҲҶеёғеқҮеҢҖзҡ„H24зәҜй“қжқҝгҖӮе®һйӘҢж–№жЎҲеҰӮдёӢ:й•ҝеәҰдёә250mmпјҢе®ҪеәҰеҲҶеҲ«дёә80mmгҖҒ120mmгҖҒ160mmгҖҒ200mmгҖҒ240mmе’Ң300mmзҡ„иҜ•ж ·иҝӣиЎҢиҪ§еҲ¶е®һйӘҢпјҢи®ҫе®ҡеҺӢдёӢзҺҮеқҮдёә40%;й•ҝеәҰдёә250mmпјҢе®ҪеәҰдёә240mmзҡ„иҜ•ж ·иҝӣиЎҢиҪ§еҲ¶е®һйӘҢпјҢи®ҫе®ҡеҺӢдёӢзҺҮеҲҶеҲ«дёә10%гҖҒ20%гҖҒ30%гҖҒ40%е’Ң50%гҖӮе…¶дёӯиҪ§еҲ¶йҖҹеәҰеқҮдёә0.2m/sгҖӮеҜ№иҪ§еҲ¶иҝҮзЁӢдёӯж•°жҚ®йҮҮйӣҶд»ӘйҮҮйӣҶзҡ„еҫ„еҗ‘еҺӢеҠӣдј ж„ҹеҷЁиҫ“еҮәж•°жҚ®иҝӣиЎҢеӨ„зҗҶпјҢеҫ—еҲ°еҗ„еҲ—иҪҙжүҝзҡ„еҫ„еҗ‘иҪҪиҚ·еҲҶеёғпјҢ并жөӢйҮҸиҪ§еҲ¶еҗҺй“қжқҝжІҝжқҝе®Ҫж–№еҗ‘зҡ„еҺҡеәҰеҲҶеёғпјҢиҝӣиҖҢеҫ—еҲ°й“қжқҝзҡ„жқҝеҮёеәҰгҖӮ

2 иҪҙжүҝеҲ—й—ҙеҫ„еҗ‘иҪҪиҚ·еҲҶеёғеҲҶжһҗ
дёәеҲҶжһҗеҗ„еҲ—иҪҙжүҝй—ҙеҫ„еҗ‘иҪҪиҚ·еҲҶеёғзҡ„дёҚеқҮеҢҖзЁӢеәҰпјҢе®ҡд№үиҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”Оұ(i)дёә第iеҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еҚ жҖ»еҫ„еҗ‘иҪҪиҚ·зҡ„жҜ”дҫӢпјҢеҚі:Оұ(i)=F(i)/FГ—100% гҖӮ
ејҸдёӯпјҢОұ(i)дёә第iеҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”пјҢF(i)дёә 第iеҲ—иҪҙжүҝзҡ„еҫ„еҗ‘иҪҪиҚ·пјҢFдёәжҖ»зҡ„еҫ„еҗ‘иҪҪиҚ·гҖӮВ
е®ҪеәҰзӣёеҗҢж—¶пјҢеҗ„еҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·йҡҸеҺӢдёӢзҺҮзҡ„еҸҳеҢ–еҸҠе…¶еҲҶеёғеҰӮеӣҫ3жүҖзӨәгҖӮз”ұеӣҫ3(a)еҸҜд»ҘзңӢеҮәпјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ пјҢеҗ„еҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еҹәжң¬е‘ҲзәҝжҖ§еўһеҠ пјҢиҝҷжҳҜеҺӢдёӢзҺҮеўһеҠ еҜјиҮҙжҖ»иҪ§еҲ¶еҠӣеўһеҠ зҡ„з»“жһңгҖӮз”ұеӣҫ3(b)еҸҜд»ҘзңӢеҮәпјҢиҪҙжүҝеҲ—й—ҙеҫ„еҗ‘иҪҪиҚ·зҡ„жүҝиҪҪзҷҫеҲҶжҜ”жҖ»дҪ“е‘ҲвҖңMвҖқеҪўеҲҶеёғпјҢиҪҙжүҝеә§ж”ҜзӮ№жүҖеңЁзҡ„第дәҢеҲ—е’Ң第дёғеҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”жңҖеӨ§пјҢи¶…иҝҮ25%пјҢйқ иҝ‘ж”ҜзӮ№зҡ„第дёҖеҲ—гҖҒ第дёүеҲ—е’Ң第е…ӯеҲ—гҖҒ第八еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”иҫғеӨ§пјҢиҝңзҰ»ж”ҜзӮ№зҡ„第еӣӣеҲ—гҖҒ第дә”еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”жңҖе°ҸпјҢе°ҸдәҺ5%;еҪ“еҺӢдёӢзҺҮе°ҸдәҺ43%ж—¶пјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ пјҢ第дәҢеҲ—е’Ң第дёғеҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеҮҸе°ҸпјҢеҪ“еҺӢдёӢзҺҮеӨ§дәҺ43%ж—¶пјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ пјҢ第дәҢ еҲ—е’Ң第дёғеҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”еўһеӨ§;йҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ пјҢ第дёҖеҲ—гҖҒ第дәҢеҲ—е’Ң第дёғеҲ—гҖҒ第八еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”еҸҳеҢ–е№…еәҰиҫғеӨ§пјҢеҚіиҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еҲҶй…Қдё»иҰҒеҸ‘з”ҹеңЁж”ҜзӮ№дҪҚзҪ®е’ҢиҝңзҰ»иҪ§еҲ¶дёӯеҝғзәҝзҡ„дёӨеҲ—иҪҙжүҝй—ҙпјҢе…¶дҪҷеҗ„еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”еҸҳеҢ–иҫғе°ҸгҖӮиҝҷжҳҜеӣ дёәж”Ҝж’‘иҫҠжҢ жӣІе’ҢеҺӢжүҒеҸҳеҪўжҳҜеҜјиҮҙеҗ„еҲ—иҪҙжүҝиҪҪиҚ·еҲҶй…ҚдёҚеқҮзҡ„дё»иҰҒеҺҹеӣ пјҢеҪ“еҺӢдёӢзҺҮе°ҸдәҺ43%ж—¶пјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ ж”Ҝж’‘иҫҠзҡ„жҢ жӣІеҸҳеӨ§пјҢз”ұдәҺ第дәҢе’Ң第дёғеҲ—еӨ„жҹұйқўеһ«зҡ„иҮӘдҪҚи°ғж•ҙдҪңз”ЁпјҢ第дәҢеҲ—е’Ң第дёғеҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеҮҸе°ҸпјҢиҖҢ第дёҖеҲ—е’Ң第八еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеўһеӨ§пјҢеҪ“еҺӢдёӢзҺҮеӨ§дәҺ43%ж—¶пјҢжҖ»иҪ§еҲ¶еҠӣеҹәжң¬жҺҘиҝ‘иҪ§жңәзҡ„жңҖеӨ§иҪ§еҲ¶еҠӣпјҢжҹұйқўеһ«зҡ„иҮӘдҪҚи°ғж•ҙдҪңз”ЁеҮҸе°ҸпјҢдҪҝеҫ—第дәҢеҲ—е’Ң第дёғеҲ—иҪҙжүҝзҡ„жүҝиҪҪзҷҫеҲҶжҜ”еҸҲеўһеӨ§гҖӮ

жқҘж–ҷеҺҡеәҰе’ҢеҺӢдёӢзҺҮзӣёеҗҢж—¶пјҢеҗ„еҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·йҡҸжқҝе®Ҫзҡ„еҸҳеҢ–еҸҠе…¶еҲҶеёғеҰӮеӣҫ4жүҖзӨәгҖӮз”ұеӣҫ4(a)еҸҜд»ҘзңӢеҮәпјҢеҗ„еҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еқҮйҡҸиҪ§д»¶е®ҪеәҰзҡ„еўһеҠ иҖҢеўһеӨ§пјҢе…¶дёӯ第дәҢеҲ—е’Ң第дёғеҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·йҡҸжқҝе®Ҫзҡ„еўһеҠ е…¶еўһй•ҝйҖҹзҺҮеҮҸж…ўпјҢ第дёҖе’Ң第八еҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еҹәжң¬е‘ҲзәҝжҖ§еўһеӨ§пјҢ第дёүгҖҒеӣӣгҖҒдә”е’Ңе…ӯеҲ—иҪҙжүҝеҫ„еҗ‘иҪҪиҚ·еҸҳеҢ–дёҚеӨ§гҖӮз”ұеӣҫ4(b)еҸҜд»ҘзңӢеҮәпјҢиҪҙжүҝеҲ—й—ҙеҫ„еҗ‘иҪҪиҚ·зҡ„жүҝиҪҪзҷҫеҲҶжҜ”жҖ»дҪ“е‘ҲвҖңMвҖқеһӢеҲҶеёғпјҢйҡҸзқҖиҪ§д»¶е®ҪеәҰзҡ„еўһеҠ пјҢ第дёҖе’Ң第八еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеўһеҠ пјҢе…¶дҪҷеҗ„еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеҮҸе°ҸпјҢдҪҶ第еӣӣе’Ң第дә”еҲ—иҪҙжүҝеҸҳеҢ–йҮҸиҫғе°ҸпјҢеҚіеҲ—й—ҙиҪҪиҚ·дёҚеқҮеҢҖзЁӢеәҰеңЁеҮҸе°ҸгҖӮиҝҷжҳҜеӣ дёәж”Ҝж’‘иҫҠжҢ жӣІе’ҢеҺӢжүҒеҸҳеҪўзҡ„зЁӢеәҰжҳҜеҪұе“ҚиҪҙжүҝиҪҪиҚ·еҲҶй…ҚдёҚеқҮеҢҖзЁӢеәҰзҡ„дё»иҰҒеҺҹеӣ пјҢеҪ“жқҘж–ҷеҺҡеәҰе’ҢеҺӢдёӢзҺҮзӣёеҗҢж—¶пјҢиҪ§еҲ¶еҠӣйҡҸиҪ§д»¶е®ҪеәҰеҹәжң¬жҲҗжӯЈжҜ”еўһеҠ пјҢдҪҝж”Ҝж’‘иҫҠзҡ„жҢ жӣІеҸҳеҪўеҸҳеӨ§пјҢдҪҶжӯӨж—¶иҪ§еҲ¶еҠӣзҡ„дҪңз”ЁиҢғеӣҙд№ҹеҸҳе®ҪпјҢеҸҲдјҡдҪҝж”Ҝж’‘иҫҠжҢ жӣІеҸҳе°ҸпјҢдёҠиҝ°зҺ°иұЎеҚіжҳҜдәҢиҖ…е…ұеҗҢдҪңз”Ёзҡ„з»“жһңгҖӮВ

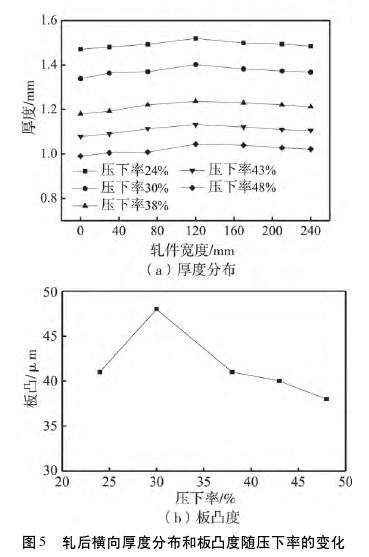
е®ҪеәҰзӣёеҗҢж—¶пјҢиҪ§еҗҺиҪ§д»¶жЁӘеҗ‘еҺҡеәҰеҲҶеёғе’ҢжқҝеҮёеәҰйҡҸеҺӢдёӢзҺҮзҡ„еҸҳеҢ–жғ…еҶөеҰӮеӣҫ5жүҖзӨәгҖӮз”ұеӣҫ5(a)еҸҜд»Ҙ зңӢеҮәиҪ§еҗҺиҪ§д»¶жІҝе®ҪеәҰж–№еҗ‘дә§з”ҹдәҶиҫғдёәжҳҺжҳҫзҡ„дёҚеқҮеҢҖеҸҳеҪўпјҢиҪ§д»¶з”ұиҪ§еүҚзҡ„зҹ©еҪўжҲӘйқўеҸҳдёәеҮёеҪўжҲӘйқўгҖӮз”ұеӣҫ5(b)еҸҜд»ҘзңӢеҮәпјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ жқҝеҮёеәҰе…ҲеўһеӨ§еҗҺеҮҸе°ҸпјҢеҺӢдёӢзҺҮдёә30%ж—¶пјҢжқҝеҮёеәҰиҫҫеҲ°жңҖеӨ§еҖјгҖӮе·ҘдҪңиҫҠжҢ жӣІеҸҳеҪўжҳҜеҪұе“ҚиҫҠзјқеҪўзҠ¶е’ҢиҪ§д»¶еҮёеәҰзҡ„дё»иҰҒеӣ зҙ пјҢиҖҢеҪұе“Қе·ҘдҪңиҫҠжҢ жӣІеҸҳеҪўзҡ„еӣ зҙ дё»иҰҒдёәиҪ§еҲ¶еҠӣе’ҢиҫҠй—ҙеҺӢеҠӣпјҢеҜ№дәҺеҗҢдёҖеҺҹе§ӢеҺҡеәҰзҡ„й“қжқҝпјҢиҪ§д»¶е®ҪеәҰзӣёеҗҢж—¶пјҢиҪ§еҲ¶еҠӣдёҺеҺӢдёӢзҺҮжҲҗжӯЈжҜ”пјҢиҫҠй—ҙеҺӢеҠӣдё»иҰҒеҸ–еҶідәҺе·ҘдҪңиҫҠе’Ңж”Ҝж’‘иҫҠй—ҙзҡ„еҚҸи°ғеҸҳеҪўжғ…еҶөпј»8пјҪгҖӮжң¬ж–ҮжүҖз ”з©¶зҡ„е®һйӘҢиҪ§жңәпјҢж”Ҝж’‘иҫҠдёҺе·ҘдҪңиҫҠзҡ„иҫҠеҫ„жҜ”дёә2.2пјҢиҫҫеҲ°дәҶжқҝеёҰиҪ§жңәиҫҠеҫ„жҜ”зҡ„дёҠйҷҗпј»9пјҪпјҢеҚіж”Ҝж’‘иҫҠзҡ„еҲҡеәҰиҫғеӨ§пјҢеҪ“еҺӢдёӢзҺҮе°ҸдәҺ30%ж—¶пјҢиҪ§еҲ¶еҠӣиҫғе°ҸпјҢж”Ҝж’‘иҫҠзҡ„жҢ жӣІеҸҳеҪўиҫғе°ҸпјҢиҫҠй—ҙеҺӢеҠӣдҪңз”ЁиҢғеӣҙдё»иҰҒйӣҶдёӯеңЁиҪ§иҫҠзҡ„дёӯй—ҙеҢәеҹҹ;жӯӨж—¶пјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеӨ§пјҢиҪ§еҲ¶еҠӣеўһеӨ§еј•иө·зҡ„е·ҘдҪңиҫҠжҢ жӣІеўһеӨ§иө·дё»иҰҒдҪңз”ЁпјҢеӣ жӯӨжқҝеҮёеәҰеўһеӨ§;з”ұеӣҫ3(a)еҸҜд»ҘзңӢеҮәпјҢиҪҙжүҝеә§еҶ…йқ иҝ‘ж”ҜзӮ№зҡ„第дёҖеҲ—дёҺ第дёүеҲ—иҪҙжүҝиҪҪиҚ·зҡ„е·®еҖјеҸҳеҢ–дёҚеӨ§пјҢд№ҹиЎЁжҳҺ ж”Ҝж’‘иҫҠжҢ жӣІеҸҳеҪўиҫғе°ҸгҖӮеҪ“еҺӢдёӢзҺҮеӨ§дәҺ30%ж—¶пјҢиҪ§еҲ¶еҠӣиҫғеӨ§пјҢж”Ҝж’‘иҫҠеҸ‘з”ҹдәҶжҳҺжҳҫзҡ„жҢ жӣІеҸҳеҪўпјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„继з»ӯеўһеҠ пјҢж”Ҝж’‘иҫҠзҡ„жҢ жӣІеҸҳеӨ§пјҢиҪ§еҲ¶еҠӣеўһеҠ зҡ„еҗҢж—¶пјҢиҫҠй—ҙеҺӢеҠӣзҡ„дҪңз”ЁиҢғеӣҙеҸҳе®ҪпјҢеңЁдёӨиҖ…зҡ„з»јеҗҲдҪңз”ЁдёӢпјҢе·ҘдҪңиҫҠжҢ жӣІеҸҳеҪўеҸҳе°ҸпјҢеҜјиҮҙжқҝеҮёеәҰеҸҲеҮҸе°Ҹпј»10пјҪ пјҢ з”ұеӣҫ3(a)еҸҜд»ҘзңӢеҮәпјҢиҪҙжүҝеә§еҶ…йқ иҝ‘ж”ҜзӮ№зҡ„第дёҖеҲ—дёҺ第дёүеҲ—иҪҙжүҝжүҝиҪҪиҪҪиҚ·зҡ„е·®еҖјеҸҳеӨ§пјҢиЎЁжҳҺж”Ҝж’‘иҫҠеҸ‘з”ҹдәҶиҫғеӨ§зҡ„жҢ жӣІеҸҳеҪўгҖӮ
еҺӢдёӢзҺҮзӣёеҗҢж—¶пјҢиҪ§еҗҺиҪ§д»¶жЁӘеҗ‘еҺҡеәҰеҲҶеёғе’ҢжқҝеҮёеәҰйҡҸжқҝе®Ҫзҡ„еҸҳеҢ–жғ…еҶөеҰӮеӣҫ6жүҖзӨәгҖӮз”ұеӣҫ6(a)еҸҜд»ҘзңӢеҮәиҪ§еҗҺиҪ§д»¶жІҝе®ҪеәҰж–№еҗ‘дә§з”ҹдәҶиҫғдёәжҳҺжҳҫзҡ„дёҚеқҮеҢҖеҸҳеҪўпјҢиҪ§д»¶з”ұиҪ§еүҚзҡ„зҹ©еҪўжҲӘйқўеҸҳдёәеҮёеҪўжҲӘйқўгҖӮз”ұеӣҫ6(b)еҸҜд»ҘзңӢеҮәпјҢйҡҸзқҖжқҝе®Ҫзҡ„еўһеҠ жқҝеҮёеәҰе…ҲеҮҸе°ҸеҗҺеўһеӨ§еҸҲеҮҸе°ҸпјҢе…¶дёӯжһҒе°ҸеҖјеҮәзҺ°еңЁжқҝе®Ҫдёә120mm еӨ„пјҢжһҒеӨ§еҖјеҮәзҺ°еңЁжқҝе®Ҫдёә240mmеӨ„гҖӮиҪ§д»¶еҮёеәҰдё»иҰҒжҳҜз”ұиҪ§еҲ¶еҠӣе’ҢиҫҠй—ҙеҺӢеҠӣеј•иө·зҡ„е·ҘдҪңиҫҠжҢ жӣІеҸҳеҪўеҶіе®ҡзҡ„пјҢеҜ№дәҺеҗҢдёҖеҺҹе§ӢеҺҡеәҰзҡ„й“қжқҝпјҢеҺӢдёӢзҺҮзӣёеҗҢж—¶пјҢиҪ§еҲ¶еҠӣдёҺиҪ§д»¶е®ҪеәҰжҲҗжӯЈжҜ”гҖӮеҪ“иҪ§д»¶е®ҪеәҰиҫғе°ҸиҖҢеҺӢдёӢзҺҮиҫғеӨ§ж—¶пјҢиҪ§еҲ¶еҠӣиҫғе°ҸпјҢйҡҸзқҖиҪ§д»¶е®ҪеәҰзҡ„еўһеҠ пјҢиҪ§еҲ¶еҠӣеўһеӨ§пјҢдҪҝе·ҘдҪңиҫҠзҡ„жҢ жӣІеҸҳеҪўеўһеӨ§пјҢдҪҶеҗҢж—¶иҪ§еҲ¶еҠӣзҡ„дҪңз”ЁиҢғеӣҙд№ҹеҸҳе®ҪпјҢеҸҲдҪҝе·ҘдҪңиҫҠзҡ„еј№жҖ§еҸҳеҪўеҮҸе°ҸпјҢдё”жӯӨж—¶ж”Ҝж’‘иҫҠзҡ„жҢ жӣІеҸҳеҪўд№ҹиҫғе°ҸпјҢиҫҠй—ҙеҺӢеҠӣд№ҹ дё»иҰҒйӣҶдёӯеңЁиҪ§иҫҠдёӯй—ҙеҢәеҹҹпјҢеҜјиҮҙиҪ§д»¶е®ҪеәҰдёә120mmж—¶пјҢжқҝеҮёеәҰиҫҫеҲ°жңҖе°ҸеҖј;йҡҸзқҖиҪ§д»¶е®ҪеәҰзҡ„继з»ӯеўһеӨ§пјҢиҪ§еҲ¶еҠӣ继з»ӯеўһеӨ§пјҢдҪҝеҫ—ж”Ҝж’‘иҫҠеҸ‘з”ҹдәҶдёҖе®ҡзЁӢеәҰзҡ„жҢ жӣІеҸҳеҪўпјҢдҪҶжӯӨж—¶иҪ§еҲ¶еҠӣеҜ№е·ҘдҪңиҫҠжҢ жӣІеҸҳеҪўзҡ„еҪұе“ҚеўһеӨ§д»Қиө·дё»иҰҒдҪңз”ЁпјҢж•…жқҝеҮёеәҰеҸҲеўһеӨ§пјҢеңЁиҪ§д»¶е®ҪеәҰдёә240 mmж—¶пјҢжқҝеҮёеәҰиҫҫеҲ°жңҖеӨ§еҖј;еҪ“иҪ§д»¶е®ҪеәҰиҝӣдёҖжӯҘеўһеӨ§ж—¶пјҢиҪ§еҲ¶еҠӣ继з»ӯеўһеҠ пјҢдҪҶжӯӨж—¶иҪ§еҲ¶еҠӣзҡ„дҪңз”ЁиҢғеӣҙеҸҳе®ҪпјҢдё”ж”Ҝж’‘иҫҠд№ҹеҸ‘з”ҹдәҶиҫғжҳҺжҳҫзҡ„жҢ жӣІеҸҳеҪўпјҢжқҝеҮёеәҰеҸҲејҖе§ӢеҮҸе°Ҹпј»11-12пјҪ пјҢз”ұеӣҫ4(a)еҸҜд»ҘзңӢеҮәпјҢиҪҙжүҝеә§еҶ…йқ иҝ‘ж”ҜзӮ№зҡ„第дёҖеҲ—дёҺ第дёүеҲ—иҪҙжүҝжүҝиҪҪиҪҪиҚ·зҡ„е·®еҖјеҸҳеӨ§пјҢиЎЁжҳҺж”Ҝж’‘иҫҠеҸ‘з”ҹдәҶиҫғеӨ§зҡ„жҢ жӣІеҸҳеҪўгҖӮВ

дёәдәҶеҲҶжһҗжқҝеҺҡеҜ№жқҝеҮёеәҰзҡ„еҪұе“Қ规еҫӢпјҢеҜ№е®ҪеәҰеқҮдёә240mmпјҢеҺҡеәҰдёә2mmгҖҒ3mmе’Ң5 mmпјҢдё”еҺҡеәҰеҲҶеёғеқҮеҢҖзҡ„H24зәҜй“қжқҝпјҢеңЁи®ҫе®ҡеҺӢдёӢзҺҮдёә30%зҡ„жғ…еҶөдёӢиҝӣиЎҢдәҶиҪ§еҲ¶е®һйӘҢ(е®һйҷ…еҺӢдёӢзҺҮеҲҶеҲ«дёә30%гҖҒ32%гҖҒ30%)гҖӮиҪ§еҗҺиҪ§д»¶жЁӘеҗ‘еҺҡеәҰеҲҶеёғе’ҢжқҝеҮёеәҰйҡҸжқҝеҺҡзҡ„еҸҳеҢ–жғ…еҶөеҰӮеӣҫ7жүҖзӨәгҖӮз”ұеӣҫ7(a)еҸҜд»ҘзңӢеҮәиҪ§еҗҺиҪ§д»¶жІҝе®ҪеәҰж–№еҗ‘дә§з”ҹдәҶиҫғдёәжҳҺжҳҫзҡ„дёҚеқҮеҢҖеҸҳеҪўпјҢиҪ§д»¶ з”ұиҪ§еүҚзҡ„зҹ©еҪўжҲӘйқўеҸҳдёәеҮёеҪўжҲӘйқўгҖӮз”ұеӣҫ7(b)еҸҜд»ҘзңӢеҮәпјҢйҡҸзқҖиҪ§д»¶еҺҹе§ӢеҺҡеәҰзҡ„еўһеҠ жқҝеҮёеәҰеўһеӨ§гҖӮ
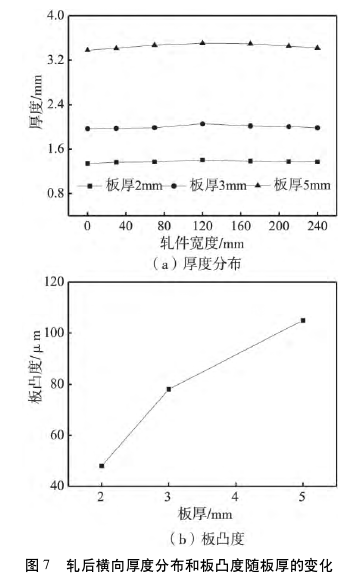
иҝҷжҳҜеӣ дёәиҪ§д»¶е®ҪеәҰе’ҢеҺӢдёӢзҺҮеҹәжң¬зӣёеҗҢпјҢйҡҸзқҖиҪ§д»¶еҺҹе§ӢеҺҡеәҰзҡ„еўһеҠ еҺӢдёӢйҮҸеўһеҠ пјҢиҷҪ然еҚ•дҪҚе®ҪиҪ§еҲ¶еҠӣеўһеӨ§пјҢеҜјиҮҙе…¶еҜ№жқҝеҮёеәҰзҡ„еҪұе“ҚеҮҸе°ҸпјҢдҪҶиҪ§еҲ¶еҠӣзҡ„еўһеӨ§дҪҝе·ҘдҪңиҫҠзҡ„жҢ жӣІеҸҳеӨ§еҜ№жқҝеҮёеәҰзҡ„еҪұе“Қиө·дё»еҜјдҪңз”ЁпјҢж•…жқҝеҮёеәҰдёҚж–ӯеўһеӨ§пјҢдҪҶеўһеӨ§зҡ„и¶ӢеҠҝйҖҗжёҗеҸҳзј“гҖӮ
(1)иҪ§д»¶еҺҹе§ӢеҺҡеәҰзӣёеҗҢпјҢеҪ“еҺӢдёӢзҺҮжҲ–иҪ§д»¶е®ҪеәҰеўһеҠ ж—¶пјҢиҪҙжүҝеҲ—й—ҙиҪҪиҚ·жҖ»дҪ“е‘ҲеўһеҠ зҡ„и¶ӢеҠҝпјҢиҪҙжүҝеҲ—й—ҙжүҝиҪҪзҷҫеҲҶжҜ”е‘ҲвҖңMвҖқеһӢеҲҶеёғпјҢиҪҙжүҝеә§ж”ҜзӮ№жүҖеңЁзҡ„第дәҢе’Ң第дёғеҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”жңҖеӨ§пјҢйқ иҝ‘ж”ҜзӮ№зҡ„第 дёҖгҖҒдёүгҖҒе…ӯгҖҒе…«еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”иҫғеӨ§пјҢиҝңзҰ»ж”ҜзӮ№зҡ„第еӣӣгҖҒдә”еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”жңҖе°ҸгҖӮ
(2)йҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеҠ пјҢиҪҙжүҝиҪҪиҚ·еҲҶй…Қдё»иҰҒеҸ‘з”ҹеңЁж”ҜзӮ№дҪҚзҪ®зҡ„第дәҢгҖҒдёғеҲ—иҪҙжүҝе’ҢиҝңзҰ»иҪ§еҲ¶дёӯеҝғзәҝзҡ„第дёҖгҖҒе…«еҲ—иҪҙжүҝй—ҙпјҢе…¶дҪҷеҗ„еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”еҸҳеҢ–иҫғе°Ҹ;йҡҸзқҖиҪ§д»¶е®ҪеәҰзҡ„еўһеҠ пјҢ第дёҖгҖҒе…«еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеўһеӨ§пјҢе…¶дҪҷеҗ„еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”йҖҗжёҗеҮҸе°ҸпјҢдҪҶ第еӣӣеҲ—е’Ң第дә”еҲ—иҪҙжүҝжүҝиҪҪзҷҫеҲҶжҜ”еҸҳеҢ–иҫғе°ҸгҖӮ
(3)з”ұдәҺж”Ҝж’‘иҫҠеҲҡеәҰиҫғеӨ§пјҢеҺӢдёӢзҺҮиҫғе°Ҹж—¶пјҢж”Ҝж’‘иҫҠжҢ жӣІеҸҳеҪўиҫғе°ҸпјҢйҡҸзқҖеҺӢдёӢзҺҮзҡ„еўһеӨ§пјҢж”Ҝж’‘иҫҠжҢ жӣІеҸҳеҪўйҖҗжёҗеҸҳеӨ§пјҢиҫҠй—ҙеҺӢеҠӣеҲҶеёғдә§з”ҹдәҶжҳҺжҳҫеҸҳеҢ–пјҢ еңЁиҪ§еҲ¶еҠӣе’ҢиҫҠй—ҙеҺӢеҠӣзҡ„з»јеҗҲдҪңз”ЁдёӢпјҢиҪ§д»¶жқҝеҮёеәҰе‘ҲзҺ°е…ҲеўһеӨ§еҗҺеҮҸе°Ҹи¶ӢеҠҝгҖӮ
(4)иҪ§д»¶е®ҪеәҰиҫғе°Ҹж—¶пјҢиҪ§еҲ¶еҠӣеҲҶеёғеҜ№е·ҘдҪңиҫҠжҢ жӣІзҡ„еҪұе“ҚиҫғеӨ§пјҢиҪ§д»¶е®ҪеәҰиҫғеӨ§ж—¶пјҢиҪ§еҲ¶еҠӣеҜ№е·ҘдҪңиҫҠжҢ жӣІзҡ„еҪұе“ҚеҸҳеӨ§пјҢйҡҸзқҖиҪ§д»¶е®ҪеәҰзҡ„иҝӣдёҖжӯҘеўһеӨ§пјҢж”Ҝж’‘иҫҠеҸ‘з”ҹжҳҺжҳҫжҢ жӣІеҗҺпјҢиҫҠй—ҙеҺӢеҠӣеҲҶеёғд№ҹеҸ‘з”ҹдәҶжҳҺжҳҫеҸҳеҢ–пјҢеңЁдёҠиҝ°еӣ зҙ зҡ„з»јеҗҲдҪңз”ЁдёӢпјҢжқҝеҮёеәҰе‘Ҳе…ҲеҮҸе°ҸеҗҺеўһеӨ§еҸҲеҮҸе°Ҹзҡ„и¶ӢеҠҝ;еҪ“еҺӢдёӢзҺҮе’ҢиҪ§д»¶е®ҪеәҰеҹәжң¬зӣёеҗҢж—¶пјҢйҡҸзқҖиҪ§д»¶еҺҡеәҰзҡ„еўһеҠ жқҝеҮёеәҰе‘ҲеўһеӨ§и¶ӢеҠҝгҖӮ
[еЈ°жҳҺ]жң¬ж–ҮжқҘжәҗзҪ‘з»ңпјҢз”ұиҪ§жңәиҪҙжүҝж•ҙзҗҶеҸ‘еёғпјҢзүҲжқғеҪ’еҺҹдҪңиҖ…жүҖжңүгҖӮиҪ¬иҪҪиҜ·жіЁжҳҺжқҘжәҗпјҢеҰӮжңүдҫөжқғпјҢиҜ·иҒ”зі»жҲ‘们еҲ йҷӨгҖӮпјҲиҒ”зі»ж–№ејҸпјҡ13861477666еҫ®дҝЎеҗҢеҸ·пјү

