或扫码获取报告
固态电池应用场景不断验证:低空经济与民生应用
◼ eVTOL领域:亿航智能EH216-S机型搭配欣界能源“猎鹰”固态电池(能量密度480Wh/kg),单次不间断试点飞行达到48分10秒,适用不同飞行场景,续航时间可显著提升60%—90%,是全球首个无人驾驶载人电动垂直起降航空器(eVTOL)完成固态电池飞行测试。计划在2025年底前实现新型固态电池在EH216-S的认证和装机量产。
◼ 全固态电动自行车:北京纯锂新能源科技启动“全固态电池电动自行车换电试点项目”,借助全固态电池的本征安全性从根源上彻底消除电动自行车锂电池热失控的风险(2024年全国电动自行车火灾事故中锂电池热失控占比高达91.7%)。该全固态电池循环寿命次数超过2000次以上,电池可在85℃的温度下长期稳定工作。同时纯锂新能源全固态电池经受住了极限测试,将破开后的电池置于120℃真空干燥箱恒温静置6小时后,实测质量损失率仅0.023%(失重率≤1%即判定为全固态电池)。
固态电池政策驱动:工信部25年底进行中期审查为关键节点
2025年,我国工信部、发改委等多部门密集出台政策,通过设立重大专项、加强标准建设、提供财政补贴等方式,大力支持固态电池技术研发与产业发展,并设定了2027年前的龙头企业发展目标。
三大主流电解质路线,硫化物为主流
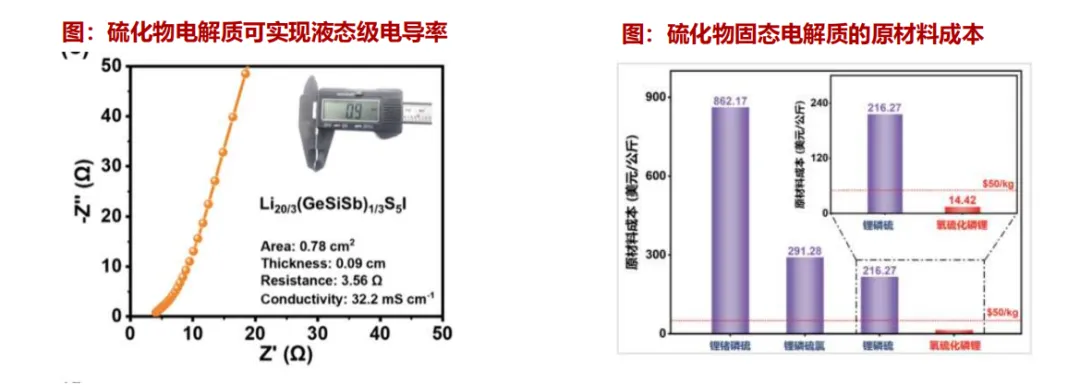
性能不可替代:唯一实现液态级电导率的固态电解质(热压后离子电导率 32.2 mS/cm,液态电解质的3.2倍),满足高能量密度和宽温域需求
◼ 成本下降路径:利用氧硫化磷锂电解质替代传统高成本硫化物,原料成本从195美元/公斤下降至14.42美元/公斤,不到其它硫化物固态电解质的8%,也远低于50美元每公斤这一商业化的要求,具有很强的成本竞争力。
◼ 国家资金倾斜:中国投入60亿鼓励有条件的企业对全固态电池相关技术开展研发,其中包含硫化物电解质为主的宁德时代、比亚迪、一汽等。
技术验证阶段:中试平台构建与验证路线明晰化
该阶段目标包括:1)验证材料体系与电芯结构兼容性;2)建立关键工艺窗口;3)推动专利布局与标准构建。随着各类材料体系(如硫化物、氧化物、卤化物)实现突破,头部企业纷纷在2023–2025年完成了从实验室样机向10Ah–20Ah级别中试平台的过渡。
国际比较:全球竞跑,政策支持稳固我国锂电产业优势
全固态电池作为最具前景的新一代电池技术,中国及欧美日韩纷纷布局,若海外率先突破或削弱我国锂电产业优势。
✓ 海外:据TrendForce,近年来在美国能源部、Horizon Europe等资助下,部分欧美电池厂商已推进至中试和装车测试阶段。
国内布局:产业化持续推进,电池和新能车龙头全面布局
等静压设备为固态电池设备增量环节
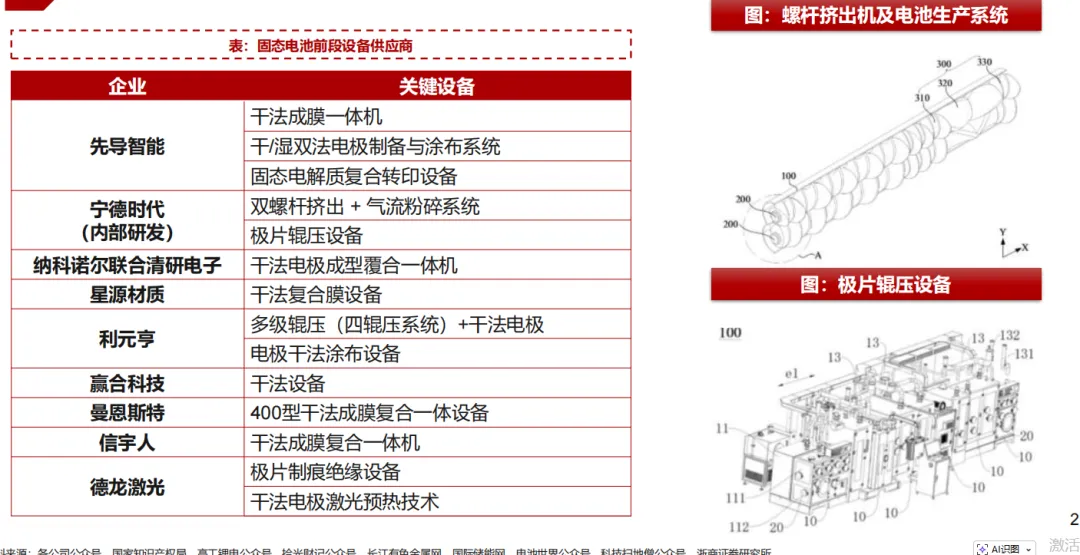
固态电池设备增量环节(前段):干法混料与涂布一体化
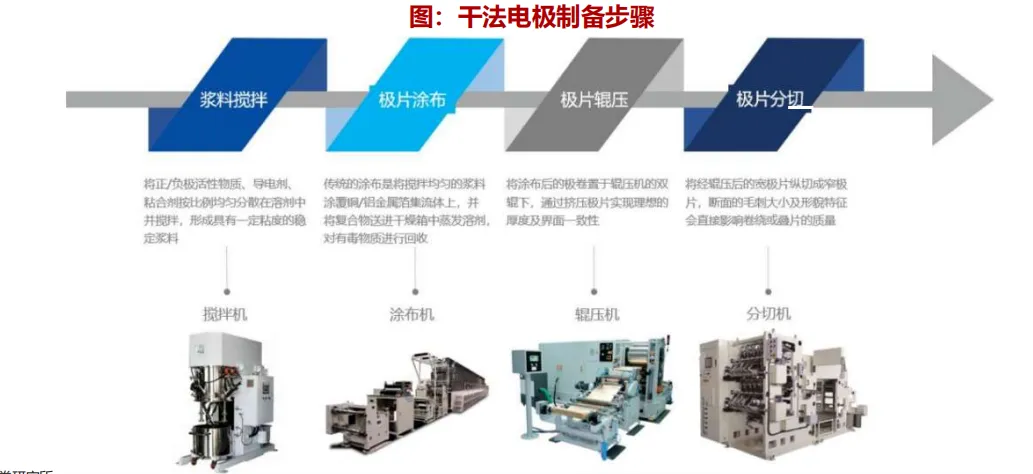
干法混料与涂布设备,它是固态电池制造工艺中关键的上游装备,可实现无溶剂环境下对活性材料、电解质、导电剂与粘结剂的高效均匀混合与成膜,避免传统湿法带来的溶剂残留、安全隐患与能耗问题。
◼ 干法电极制备主要分为三个核心步骤:1)干法混料:采用高速搅拌、气流粉碎或螺杆挤出方式,实现粉体颗粒的高均匀分散;粘结剂(如TPA)通过原纤化(fibrillation)处理构建3D多孔网络结构;提高颗粒间粘附力与力学稳定性。2)干法成膜(干法涂布):无需使用NMP等有机溶剂;支持在不同集流体(如铝箔、铜箔)上直接涂布活性材料层;常采用辊涂或挤出式成膜技术。3)辊压定型:多辊控制厚度、均匀性;实现极片压实与致密度控制,适应高能量密度设计。